Si aparece el mensaje de error “carga MMU falló” en la pantalla LCD de la impresora, esto te indica que el filamento fue a través de la unidad Original Prusa MMU2S (detectado por la sonda FINDA), pero no llegó a los engranajes Bondtech del extrusor. A veces, el filamento llega a los engranajes Bondtech una vez, pero no por segunda vez. La unidad MMU2S está intentando retraer el filamento una vez durante la secuencia de carga inicial para evitar posibles problemas durante la impresión.
Cómo se detecta
Esto es lo que probablemente verás en la pantalla LCD:
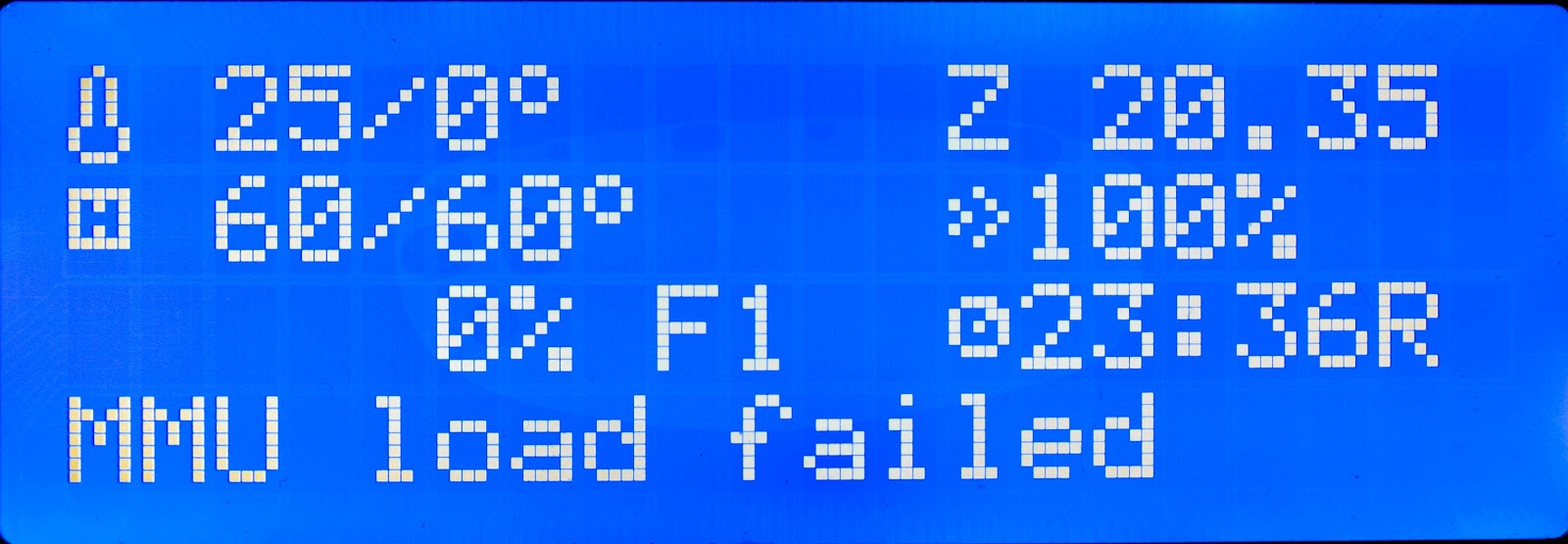
También puedes abrir el menú LCD ->Soporte ->Información del sensor y comprobar el valor FINDA. El sensor FINDA debe activarse, lo que significa que el valor debería de ser 1.
Cómo lo arreglo
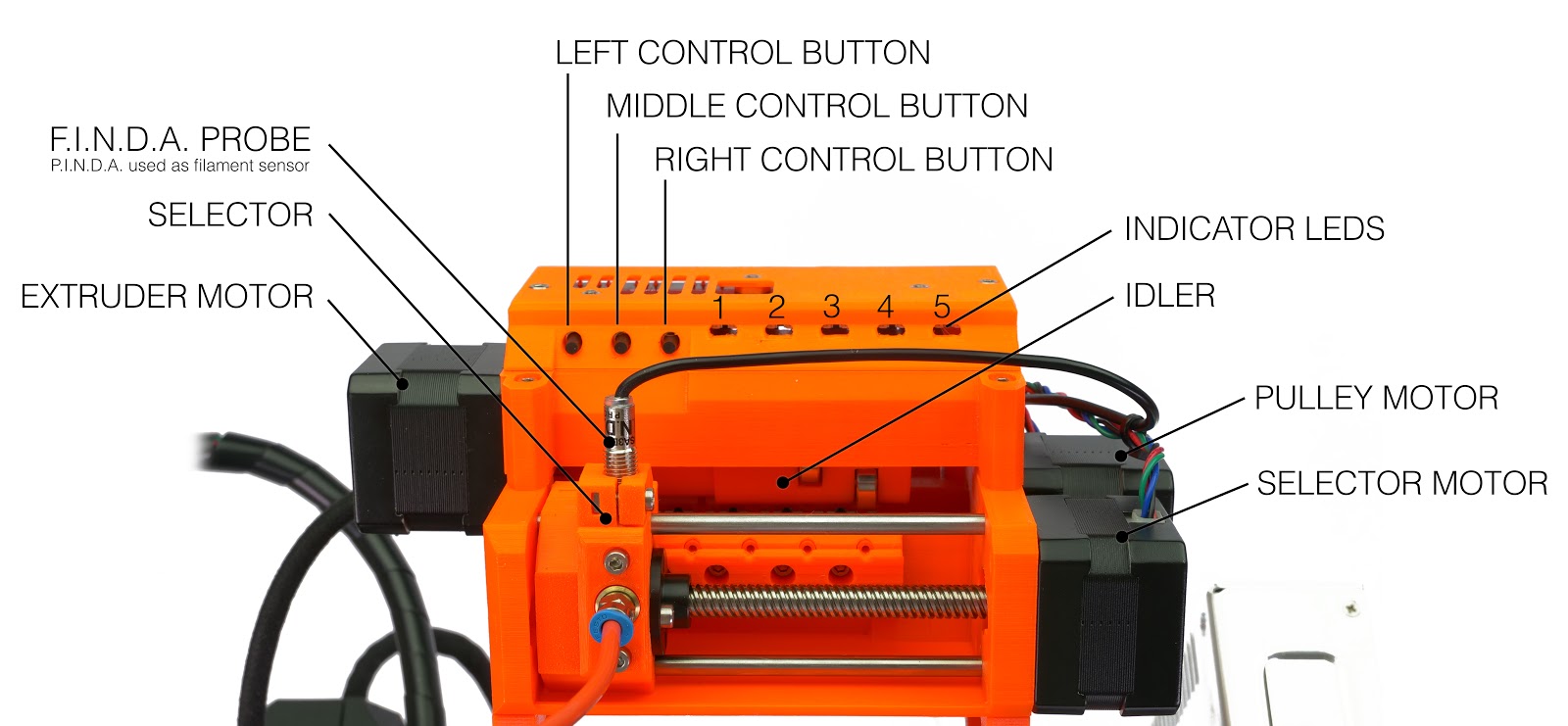
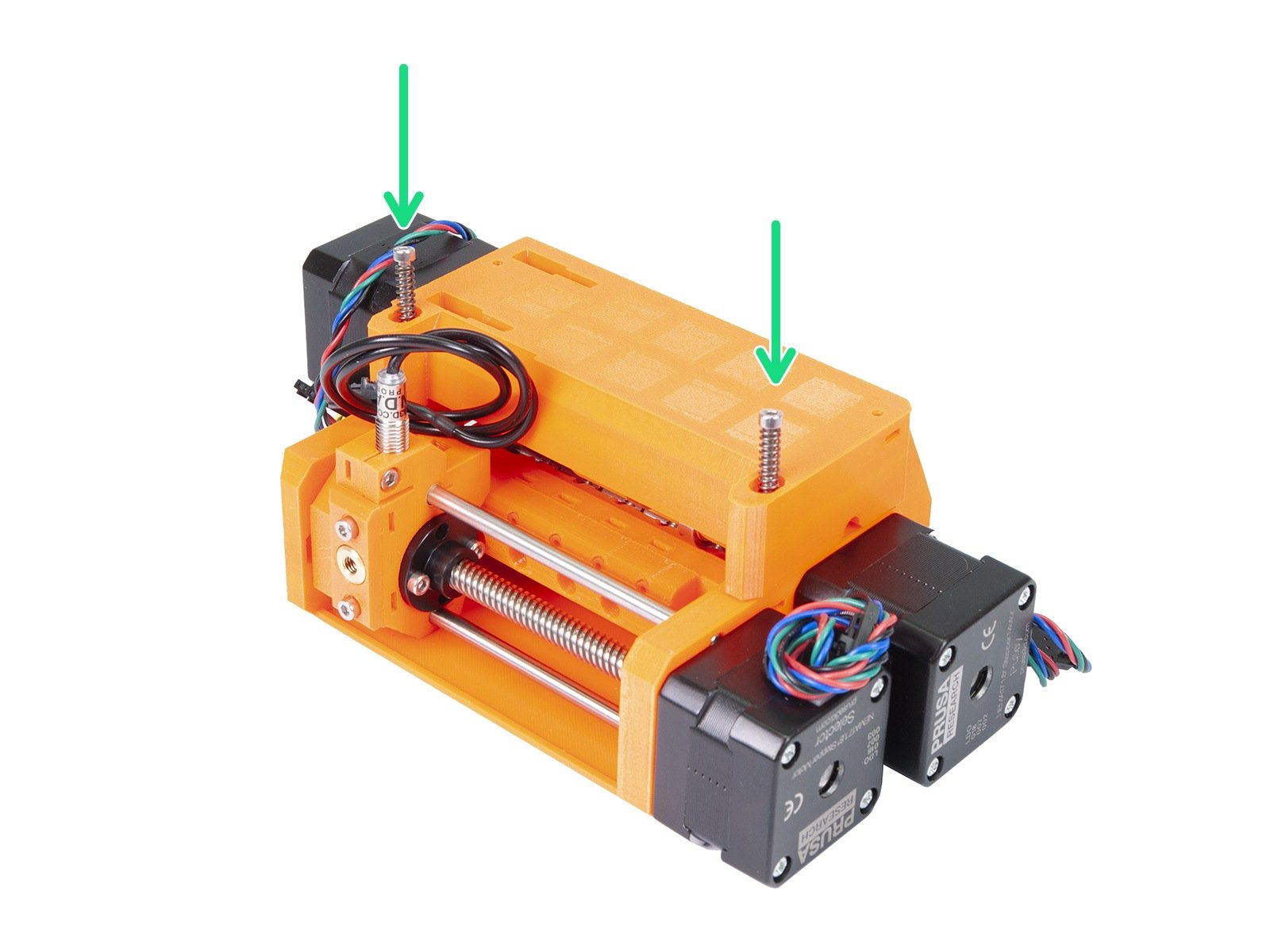
Para referencia futura, mira la imagen a continuación y recuerda el nombre de cada pieza de la unidad MMU. También encontrarás esta información en tu manual impreso de la MMU.
Existen múltiples causas para pase esto. Vamos a repasarlas todas en orden de probabilidad.
Bobinas de filamento
En primer lugar, comprueba las bobinas de filamento. ¿Se enrollan en los portabobinas sin problema? El filamento no debe enredarse, ni en el carrete ni en el espacio entre el pulidor y los portacarretes.
El sensor de infrarrojos no se activa correctamente
Comprueba que el sensor de infrarrojos funcione correctamente y esté calibrado correctamente. Abre el menú LCD ->Soporte ->Información del sensor y verás el valor de IR. Si el filamento no está cargado, el valor debe ser "0". Si el filamento se carga entre los engranajes Bondtech, deberías ver un “1” fijo. Cualquier parpadeo en cualquier momento causará problemas. Consulta el artículo sobre cómo realizar el .
Filamento atascado en el tubo de Teflón
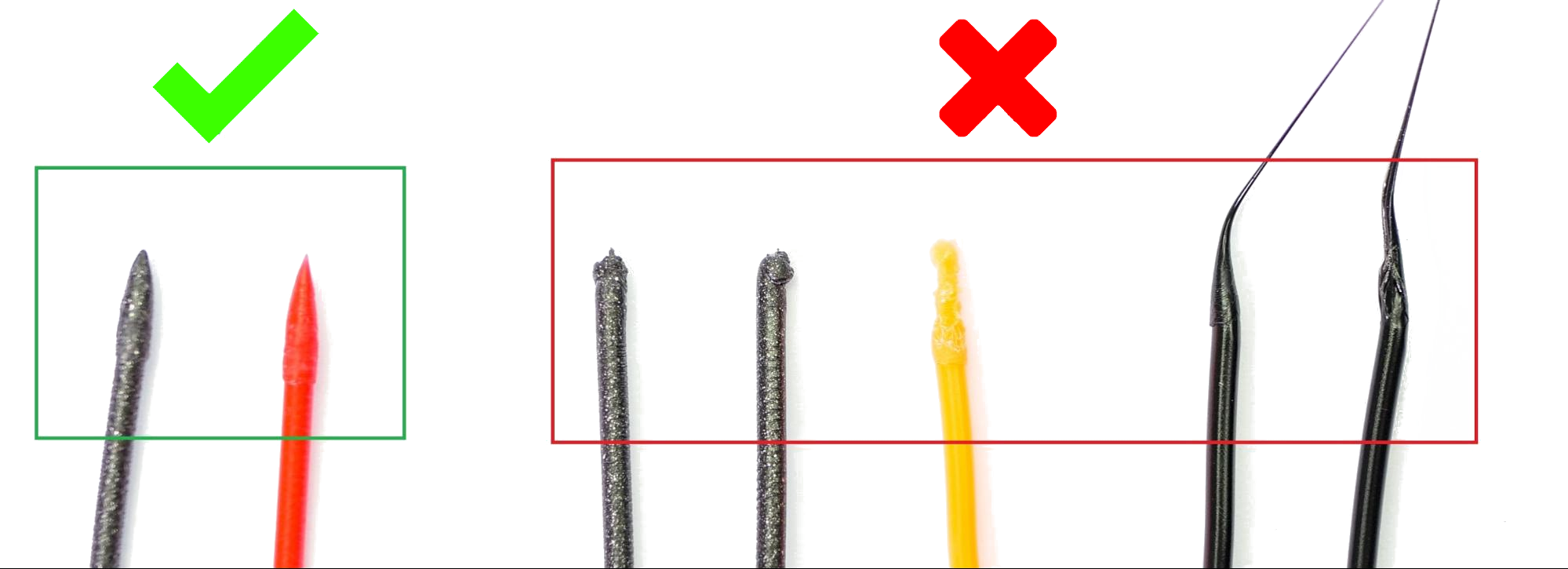
En la mayoría de los casos, se debe a los hilillos de filamentos o a que el filamento se retrae con un extremo más grueso. La forma de la punta del filamento es muy importante para una impresión MMU correcta. La punta debe ser puntiaguda, pero no debe haber ningún bulto o hilillo. El diámetro de la punta puede ser un poco más grande que el resto del filamento, pero no demasiado.
Para resolver esto rápidamente, desenrosca las dos fijaciones Festo del tubo largo de Teflón que conecta la MMU2S y el extrusor de la impresora. El trozo de filamento probablemente sobresaldrá de la unidad MMU2S. Retira aproximadamente 20 cm de filamento de la unidad y córtalo (es probable que los engranajes MMU2S hayan dañado parte de ese trozo, por lo que es mejor quitarlo). Asegúrate de que el filamento pueda pasar libremente a través del tubo y que el interior del tubo esté limpio. Vuelve a montarlo todo y reanuda la impresión. Comprueba también el tubo corto de Teflón que está dentro del fusor de la impresora. Si su boca está deformada, cámbialo por uno nuevo.
En general, si tu filamento sale con un hilillo largo es porque se descargó a una temperatura demasiado alta. Si se descarga con un extremo romo, la temperatura es demasiado baja.
Movimientos de enfriamiento
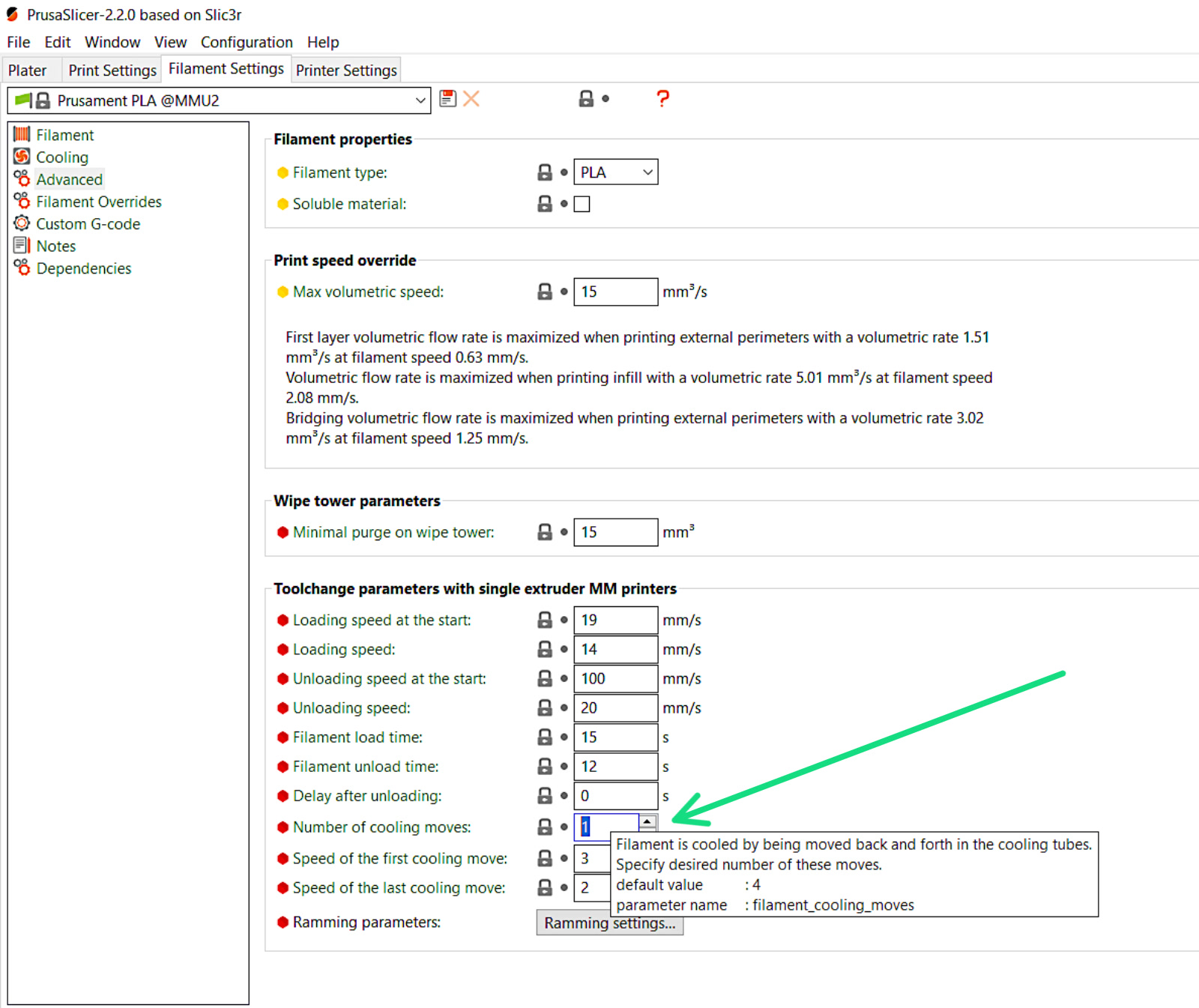
Una buena configuración consiste en aumentar el número de "movimientos de enfriamiento" en PrusaSlicer. Esto moverá el filamento hacia adelante y hacia atrás en el tubo de enfriamiento un número determinado de veces antes de la retracción, lo que puede mejorar la punta del filamento. La configuración se encuentra en 'Confguración de filamento' , en Avanzado (imagen a continuación). Comienza aumentando el número de movimientos de enfriamiento a 2-3. Más movimientos de enfriamiento aumentarán el tiempo de impresión.
Comprobación del sensor FINDA
Mira si el sensor FINDA está calibrado correctamente como se describe en . Ten en cuenta siempre que el selector debe estar libre de filamentos y restos en polvo. Si tienes problemas con el selector porque no se mueve, consulta .
Poleas de los filamento
Es muy importante que las cinco poleas dentadas de filamento estén alineadas con el filamento y aseguradas en el lado plano del eje del motor que las impulsa.

Modo silencioso
A veces, al cambiar la MMU2S al modo Silencioso puede mejorar. En este modo, los motores funcionan más lentamente y, por lo tanto, el movimiento del filamento es más lento. Puedes habilitar el modo Silencioso enMenú LCD ->Configuración ->Modo MMU []/[Silencioso].
Tornillos de presión y rodillos de presión
Tornillos de presión
En la parte superior de las unidades MMU2S hay dos tornillos de tensión, con resortes, que aplican presión al filamento al cargar/descargar. Deben estar ligeramente por debajo de la superficie de la pieza de plástico (aproximadamente 1 milímetro).
Rodillo de presión que aprieta el eje del motor
En primer lugar, asegúrate de que el motor a la izquierda de la unidad MMU (llamado Extrusora) esté asentado correctamente y en contacto directo con el soporte. El agujero en el centro del cilindro no es completamente redondo, hay una parte plana que coincide con la forma del eje del motor . Cuando el cilindro está en el eje, debe apretarse con dos tornillos M3x10.
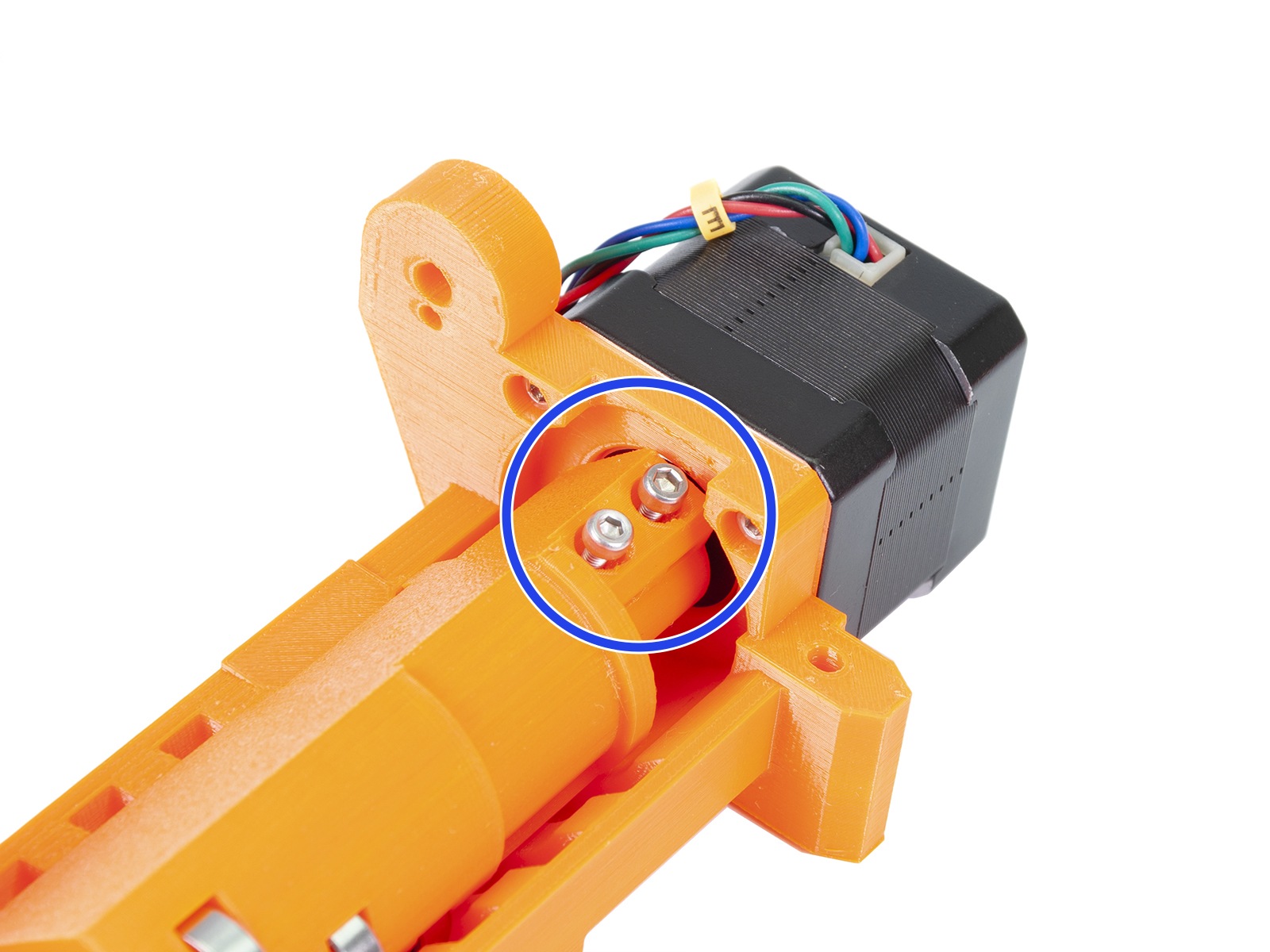
Estos tornillos no deben apretarse ni demasiado ni demasiado poco. Si los tornillos se aprietan demasiado, la pieza de plástico se agrietará, en el caso contrario, la polea tensora no estará fija en el eje del motor.
Asegúrate de que haya un pequeño espacio entre el cilindro y el soporte. Estas dos partes no deben rozar entre sí.
Soporte de Teflón trasero demasiado apretado o demasiado flojo
Comprueba los 5 tubos largos de Teflón que llevan el filamento hasta la unidad MMU. Asegúrate de que el soporte de Teflón trasero mmu2 no esté demasiado apretado: empuja manualmente el filamento hacia adelante y hacia atrás a través de esta sección, debe pasar sin resistencia. También puede estar demasiado flojo, en cuyo caso los tubos de Teflón podrían salirse accidentalmente.

Calibración individual de la longitud del filamento
En la actualización MMU2S, ambos sensores de filamento (FINDA y el sensor de infrarrojos) trabajan juntos, por lo que ya no hay razón para realizar esta calibración. La longitud del filamento se mide automáticamente gracias al nuevo mecanismo del sensor de filamento IR.
Sin embargo, si ha cambiado la longitud del tubo de Teflón Bowden entre la extrusora y la unidad MMU2S, deberías realizar esta calibración. Consulta .
Reanudar la impresión después de la reparación
Hay dos maneras de hacerlo:
- Selecciona Reanudar impresión en la pantalla LCD. La impresora precalentará automáticamente la boquilla, intentará cargar el filamento y, si tiene éxito, continuará.
- Presiona el botón central en la MMU2S y repetirá la última operación fallida, para probar si el problema está resuelto. Si la reparación tuvo éxito, el LED parpadeará en rojo y verde alternativamente. Una vez que esté listo, presiona el botón Derecha para reanudar la impresión.
Si el problema no se resolvió, verás el LED rojo aún encendido y tendrás que intentar resolver el problema nuevamente.
2 comentarios
En la Pantalla de la impressora me sale F? y no se como hacer para que se mueva y vuelva a saber en que filamento esta su posicion.
El motor seguro que funciona (ayer empece a imprimir pero me daba prlemas con la carga y hoy la he vuelto a ajustar.), no esta nada atascado y hasta he retablecido los valores de fabrica de la placa de la mmu2s y he vuelto a flashear el firmware.
https://help.prusa3d.com/article/customer-support_2287
Un saludo,
He revisado todas las opciones que indica en esta página y todo está correcto, pero continúa igual.
He hecho un video que me gustaría pudieran ver por si detectan el problema que yo no veo.
Hola. Por la descripción parece un problema con el sensor FINDA, pero podría también ser otras cosas. https://help.prusa3d.com/es/article/configuracion-y-resolucion-de-problemas-de-finda_2250Contáctanos por LiveChat o email con el video y te ayudaremos a solucionarlo. https://help.prusa3d.com/es/article/atencion-al-cliente_2287Un saludo