Linear Advance (LA) ist eine Technologie, die den Druckaufbau im Extruder vorhersagt, wenn mit höheren Geschwindigkeiten gedruckt wird. Die Firmware des Druckers verwendet diese Vorhersage, um die Menge des extrudierten Filamentes kurz vor dem Anhalten und Abbremsen zu verringern, wodurch Kleckse oder Artefakte an den scharfen Ecken vermieden werden. Was als 'K-Werte' bezeichnet wird, ist der Parameter, der bestimmt, wie viel Linearvorschub den Druck beeinflusst.
Mit der Firmware 3.9.0 führten wir Linear Advance 1.5 für die Original Prusa MK3S, MK3, MK2.5S und MK2.5 ein, das mit FW 3.9.1 weiter verbessert wurde und Druckartefakte in bestimmten Szenarien und Geometrien berücksichtigt. Linear Advance 1.5 ist auch abwärtskompatibel mit Version 1.0. Falls Sie einen G-Code mit Linear Advance 1.0 haben, wird der Drucker den Code analysieren und die Werte automatisch konvertieren.
Konfiguration
Diese Werte sind Teil unserer PrusaSlicer-Konfigurationen und Filament-Voreinstellungen. Wenn Sie diese verwenden, brauchen Sie sie nicht anzupassen. Wenn Sie jedoch nicht vorhandene Filamente verwenden oder damit experimentieren möchten, haben wir zusammen mit der Gemeinschaft einen K-Faktor-Kalibrierungsdruck entwickelt, um die perfekten K-Werte für Ihr Material und Ihre Drucktemperaturen zu finden. Diese basieren auf den verschiedenen Qualitäts- und Schichthöhenvorgaben im PrusaSlicer.
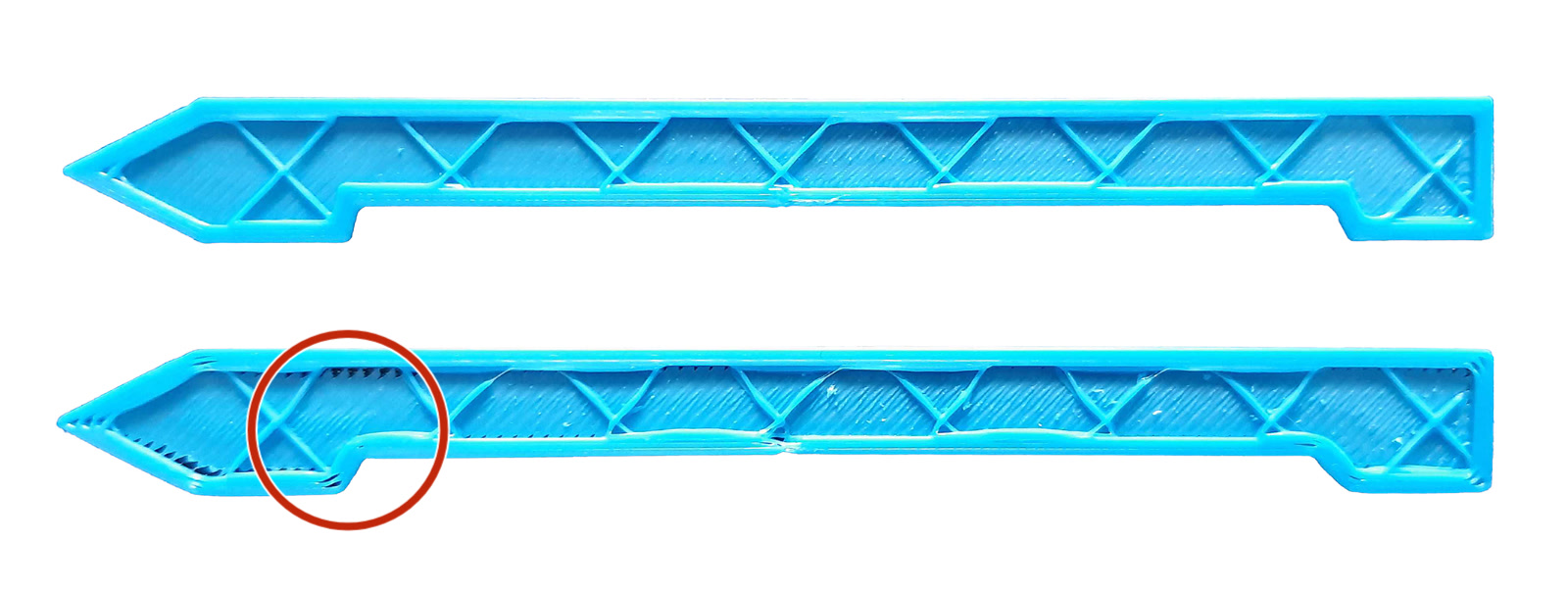
Es wird eine Reihe von Linien mit verschiedenen K-Werten gedruckt, die die Geschwindigkeit und den Fluss über die beschleunigte Strecke beeinflussen. Die Beispiele unten zeigen, wie die Linien durch ihren K-Wert beeinflusst werden. Die ersten und letzten 25 mm werden langsam gedruckt und zwischen den markierten Stellen (rote Quadrate) werden 100 mm schnell gedruckt. Sehen Sie sich den Übergang von langsam zu schnell und von schnell zu langsam genau an. Sie sehen, dass die Linie unregelmäßig bis vollständig gebrochen sein kann, wenn der Wert nicht optimal ist, am deutlichsten auf den oberen Linien sichtbar (rote Quadrate), aber auf allen außer denen mit dem optimalen K-Faktor vorhanden. Sie sehen auch große Unterschiede zwischen verschiedenen Materialien und wie viel Unterschied es machen kann, wenn man dies einstellt.
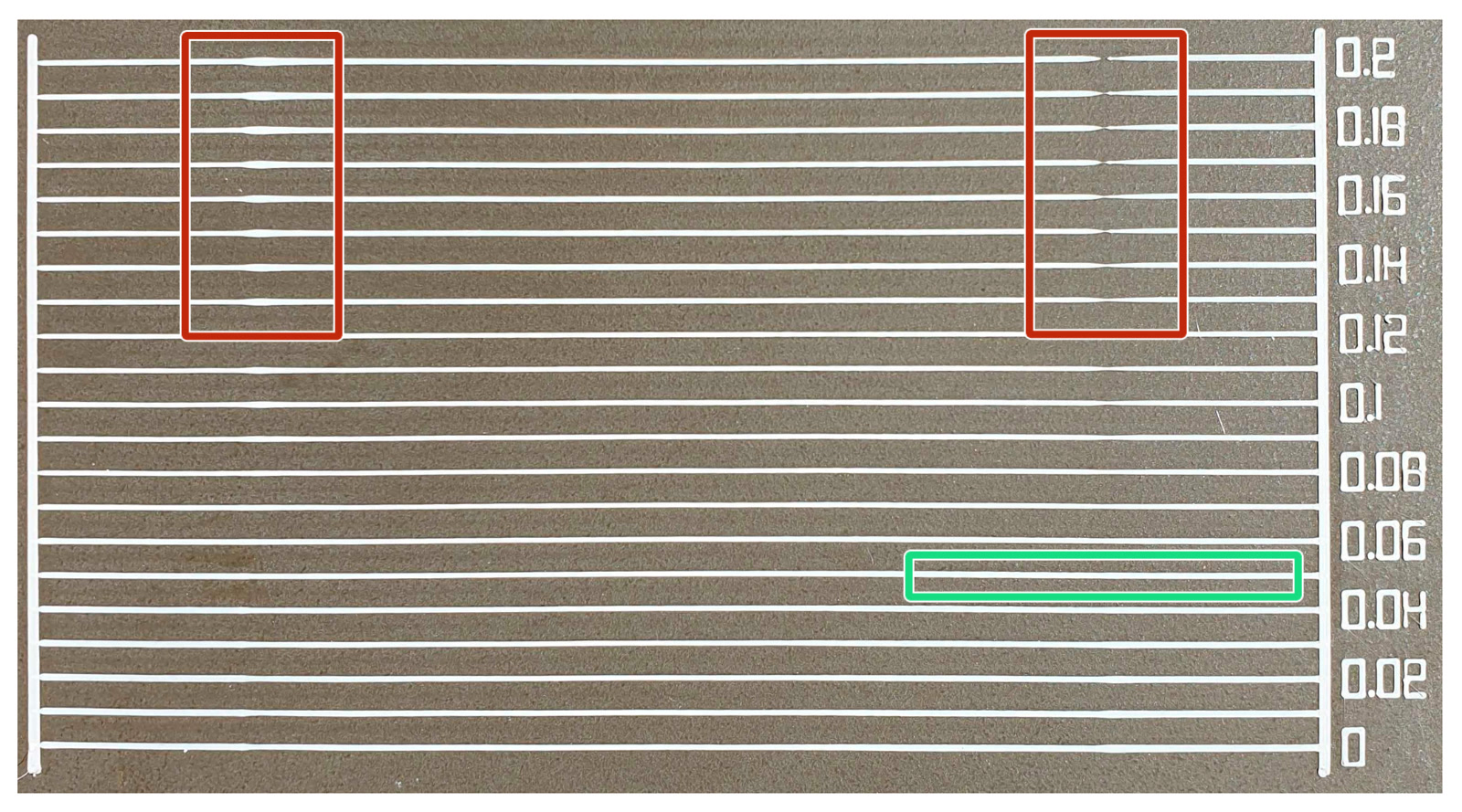
Kalibrierungs-G-Code, gedruckt mit PLA bei 215 °C. Konsistenteste Linie erreicht mit K-Wert 0,05 (grünes Quadrat).
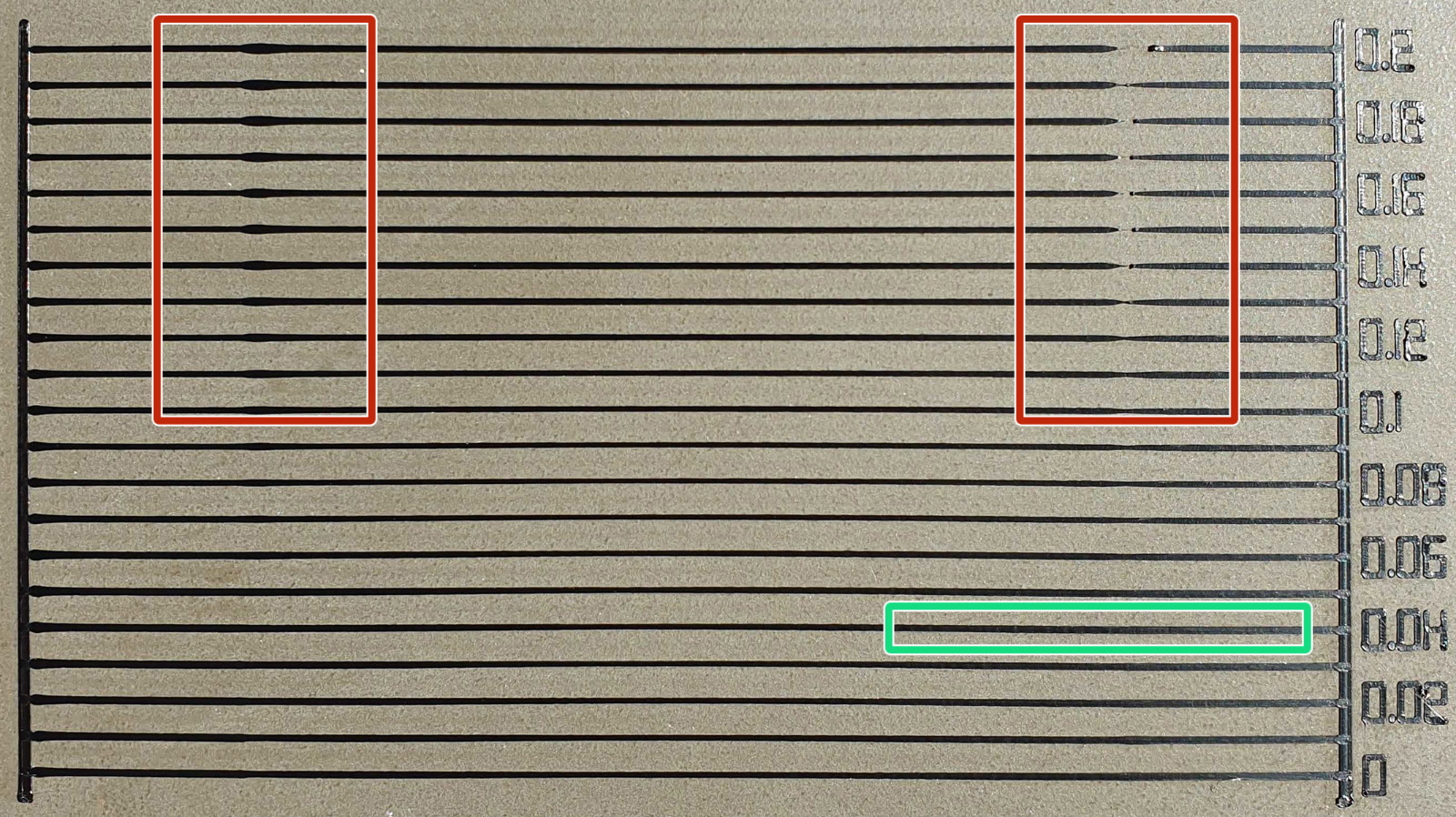
Kalibrierungs-G-Code mit ABS bei 255 °C gedruckt. Konsistenteste Linie erreicht mit K-Wert 0,04 (grünes Quadrat).
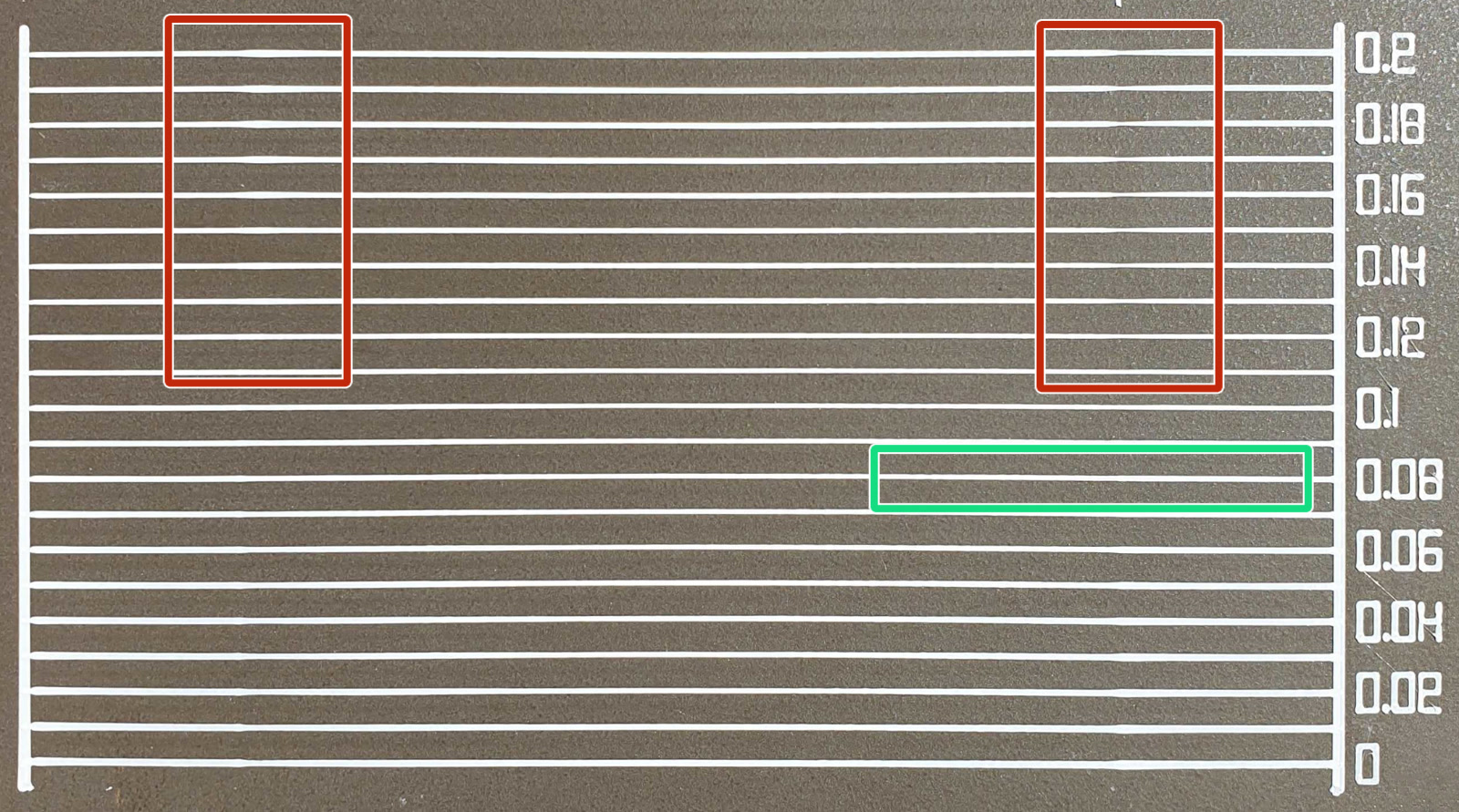
Kalibrierungs-G-Code, gedruckt mit PETG bei 240 °C. Konsistenteste Linie erreicht mit K-Wert 0,08 (grünes Quadrat).
Kalibrierung G-Code herunterladen
Sie können den K-Faktor-Kalibrierung G-Code aus unserem Druckarchiv oder direkt aus der untenstehenden Tabelle herunterladen. Diese sind für eine 0,4 mm Messingdüse. Laden Sie den richtigen Filamenttyp für den G-Code und starten Sie den Druck wie jeden anderen.
| Material | Schichthöhe | Schnellste Geschwindigkeit | PrusaSlicer-Profil | ||
|---|---|---|---|
| 0,2mm | 45mm/s QUALITY | 0,2mm | 60mm/s SPEED | 0,3mm | 50mm/s DRAFT | |
| PLA | Download | Download | Download |
| PETG | Download | Download | Download |
| ASA | Download | Download | Download |
| PC | Download | Download | Download |
| NYLON | Download | Download | Download |
| ABS | Download | Download | Download |
| HIPS | Download | Download | Download |
Diese Dateien haben voreingestellte Temperaturen (z.B. PLA 215°C). Wenn Ihr Filament eine andere Temperatur erfordert, müssen Sie den G-Code manuell bearbeiten.
Um dies zu tun, öffnen Sie den G-Code in einem Texteditor. Verwenden Sie im Texteditor die Funktion Finden (z.B. Strg+F), um den Befehlsblock zu finden, der mit M104 beginnt, ähnlich wie im unten stehenden Beispiel. Das folgende Beispiel stammt aus einem vordefinierten PLA G-Code.
Ändern Sie bei Bedarf die „S“-Werte, die die Temperatur in Celsius angeben:
| M104 S215 ; Düsentemperatur einstellen (ohne Wartezeit) M140 S60 ; Betttemperatur einstellen M190 S60 ; warte auf Betttemperatur M109 S215 ; Warten auf Düsentemperatur |
Optimale K-Werte und wie man sie einstellt
Die optimalen Werte, die wir in unseren Tests gefunden haben, sind in den folgenden Tabellen aufgeführt. Diese können in jeden Slicer implementiert werden. Bitte beachten Sie, dass verschiedene Marken und Farben desselben Materials einen leicht unterschiedlichen K-Wert erfordern können, wenn mit extremen Geschwindigkeiten gedruckt wird, unsere Voreinstellungen sollten jedoch für alle in Ordnung sein.
0,4 mm Düse
| PLA | 0.05 |
| PETG | 0.08 |
| CPE | 0.07 |
| PC Blend | 0.07 |
| ASA/ABS | 0.04 |
| HIPS | 0.04 (einige Marken benötigen möglicherweise einen höheren K-Wert) |
| Nylon Taulman | 0.08 |
| Nylon FX256 | 0.1 |
0,6 mm Düse
| PLA | 0.04 |
| PETG | 0.04 - 0.05 |
| PC Blend | 0.04 |
| ASA/ABS | 0.02 - 0.03 |
| HIPS | 0.03 (einige Marken benötigen möglicherweise einen höheren K-Wert) |
PrusaSlicer
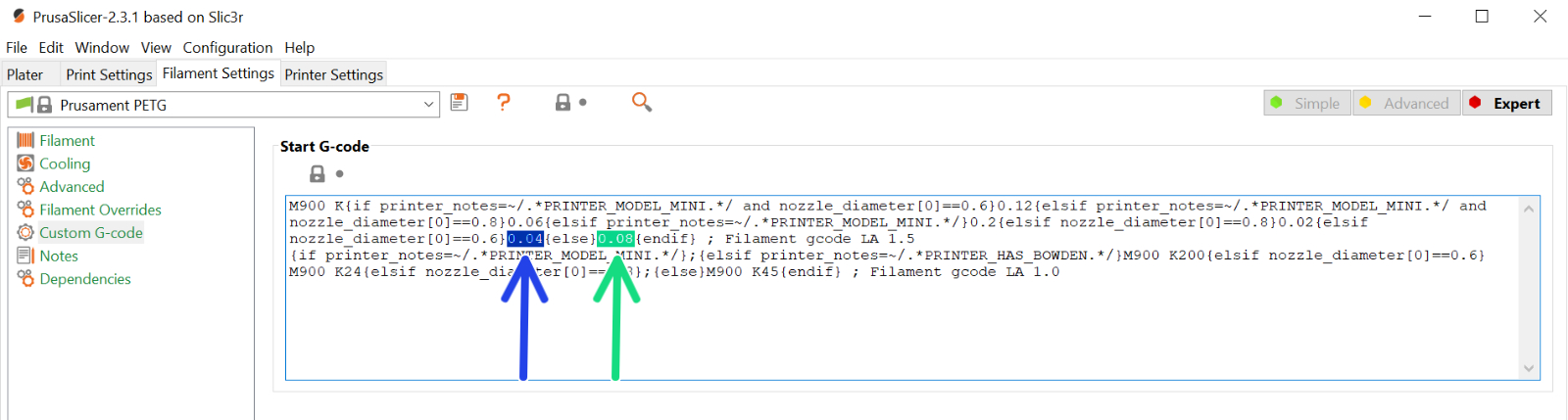
Wie erwähnt, sind die K-Werte für alle Filamente bereits in den Voreinstellungen des PrusaSlicers implementiert. Wenn Sie diese Einstellungen aufgrund eines exotischen Filamentes oder einer spezifischen Anwendung anpassen müssen, wird der K-Wert im Abschnitt "Benutzerdefinierter G-Code" unter dem Filamenteinstellungen-Tab eingestellt, NICHT unter dem druckerspezifischen benutzerdefinierten G-Code.
- Der blaue Pfeil und das Kästchen zeigen die zu ändernde Zahl für eine 0,6 mm Düse an.
- Der grüne Pfeil und das Kästchen zeigen die zu ändernde Zahl für eine 0,4 mm Düse an.
Andere Slicer
Wenn Sie einen anderen Slicer als unseren PrusaSlicer verwenden, müssen Sie die Einstellungen im G-Code-Skript Ihres Slicers manuell ändern.
Simplify3D, Cura, etc. Benutzer müssen nur "M900 Kxx" in das Startskript des G-Codes einfügen. Denken Sie daran, dass Sie dies für verschiedene Filamentmaterialien manuell ändern müssen. Nur PrusaSlicer hat einen benutzerdefinierten G-Code für jedes Filament voreingestellt und daher wird der K-Wert automatisch geändert. Stellen Sie die gewünschte Geschwindigkeit ein und drucken Sie etwas (groß genug, damit die Geschwindigkeit erreicht wird). Wenn scharfe Ecken Kleckse haben, K-Wert erhöhen. Wenn Sie fehlendes Filament sehen, verringern Sie den K-Wert.
8 Kommentare
EDIT: Retract auf 4mm statt 2,5 und Max travel auf 4 statt 1,5mm hat geholfen. Zusätzlich noch max jerk auf 15mm/s statt 10mm/s hat es erneut verbessert. Aber so einen krassen blob Effekt hatte ich noch nie. Vielleicht schaut ihr da mal rein. Alles mit vier versch. Filamenten inkl. Prusament PLA getestet.