Po instalaci rozšíření INDX na vaši tiskárnu Prusa CORE One/+ zkontroluje selftest sestavení tiskárny, vedení kabelů i elektronické součástky. Je to první část Průvodce kalibrací, který se automaticky spustí, když poprvé zapnete tiskárnu nebo po návratu k továrnímu nastavení. Po dokončení úvodní kalibrace můžete jednotlivé kroky selftestu vyvolat v LCD Menu -> Ovládání -> Kalibrace a testy.
Vezměte na vědomí, že pokud je tiskárna umístěna na nestabilním povrchu nebo pokud vedle ní běží jiná 3D tiskárna, může to kalibraci negativně ovlivnit. Tiskárna by měla být umístěna na stabilním povrchu.
Kalibrace a testy
- Senzor dveří
- Test osy X
- Test osy Y
- Kalibrace zarovnání Z
- Ladění řemenů
- Kalibrace homingu
- Kalibrace doku
- Test Loadcellu
- Test osy Z
- Test ventilátorů
- Test vyhřívání
- Kalibrace offsetu nástrojů
- Kalibrace čističe trysky
- Kalibrace senzoru filamentu
- Kalibrace Phase Stepping
- Kalibrace Input Shaper
Senzor dveří
Pokud se senzor nechová podle očekávání, během kalibrace zkontrolujte, zda skutečně funguje. Přejděte menu LCD do Info -> Stav senzoru -> Senzor dveří. Poté zkuste otevřít a zavřít dvířka a zjistěte, zda se senzor spustí. Pokud dvířka senzor nespustí, zkuste to stisknutím západky prstem.
Pokud senzor ukazuje správný stav, vraťte se zpět ke kalibraci přechodem do Ovládání -> Kalibrace a testy -> Senzor dveří a postupujte podle pokynů k dotažení nebo uvolnění šroubů.

V poslední části kalibrace vás tiskárna vyzve k umístění prstů mezi dvířka a rám. Toto má zabránit zranění. Pokud je s tímto testem problém, můžete nechat dvířka zcela otevřená, abyste testem prošli.
Pokud senzor dveří nefunguje, zkontrolujte, zda není poškozen kabel nebo zda je správně zapojen.
Test os X a Y
Tato část selftestu měří délku os a zatížení motorů.
V případě problému na osách X nebo Y se ujistěte, že pohybu nebrání žádná překážka, a znovu upravte napětí řemenů.
Také otestujte pohyb tiskové hlavy s dočasně vypnutými krokovými motory (Menu LCD -> Ovládání -> Vypnout motory), a to pohybem podél obou diagonál XY.
Pokud problém přetrvává, podívejte se skrz otvory v plastových částech pod motory CoreXY. Uvidíte motorové řemeničky. Ujistěte se, že mají správnou orientaci, že jsou pevně dotaženy oba stavěcí šrouby a že jeden z nich je dotažen proti ploché části hřídele motoru.
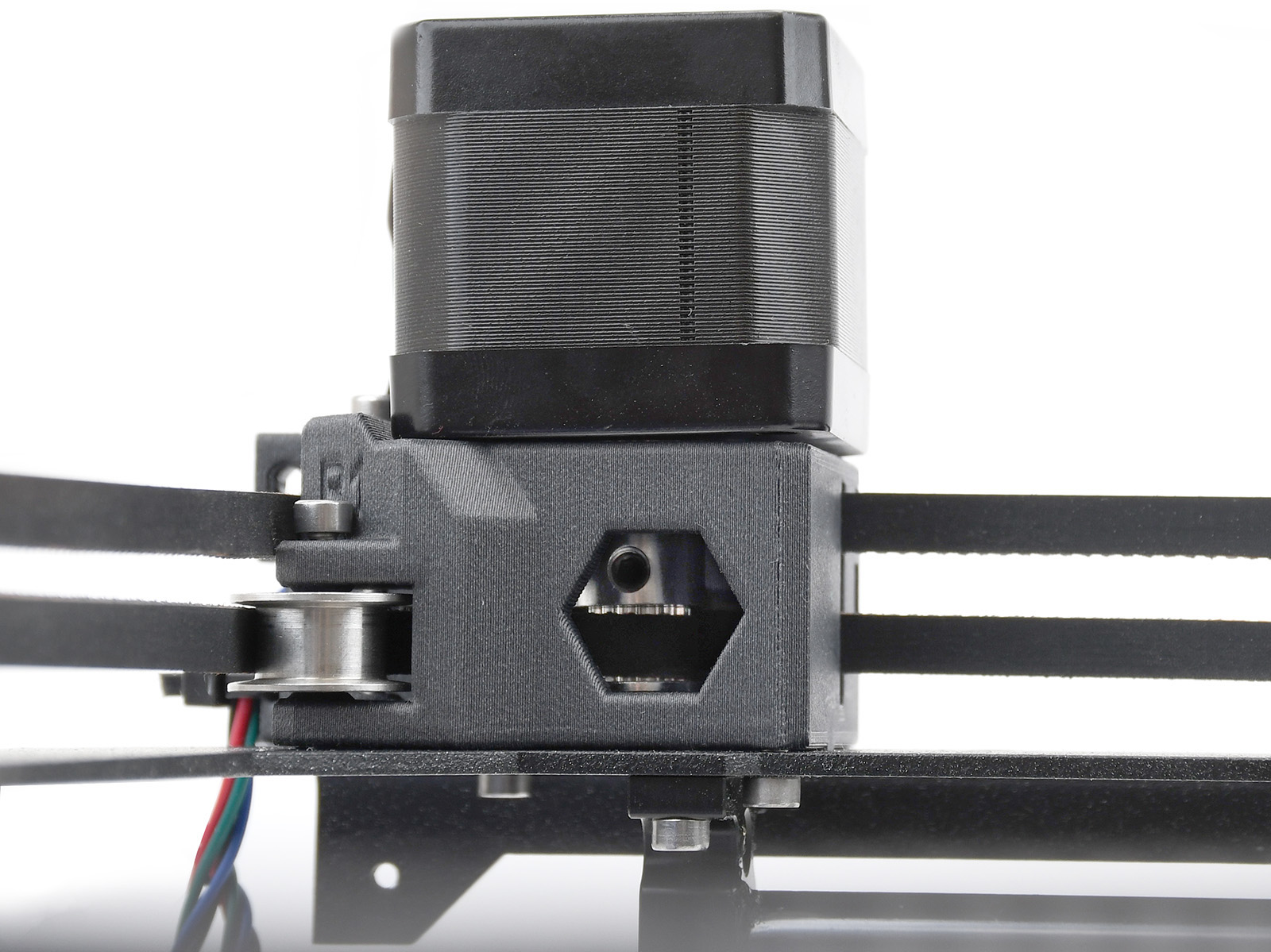 | 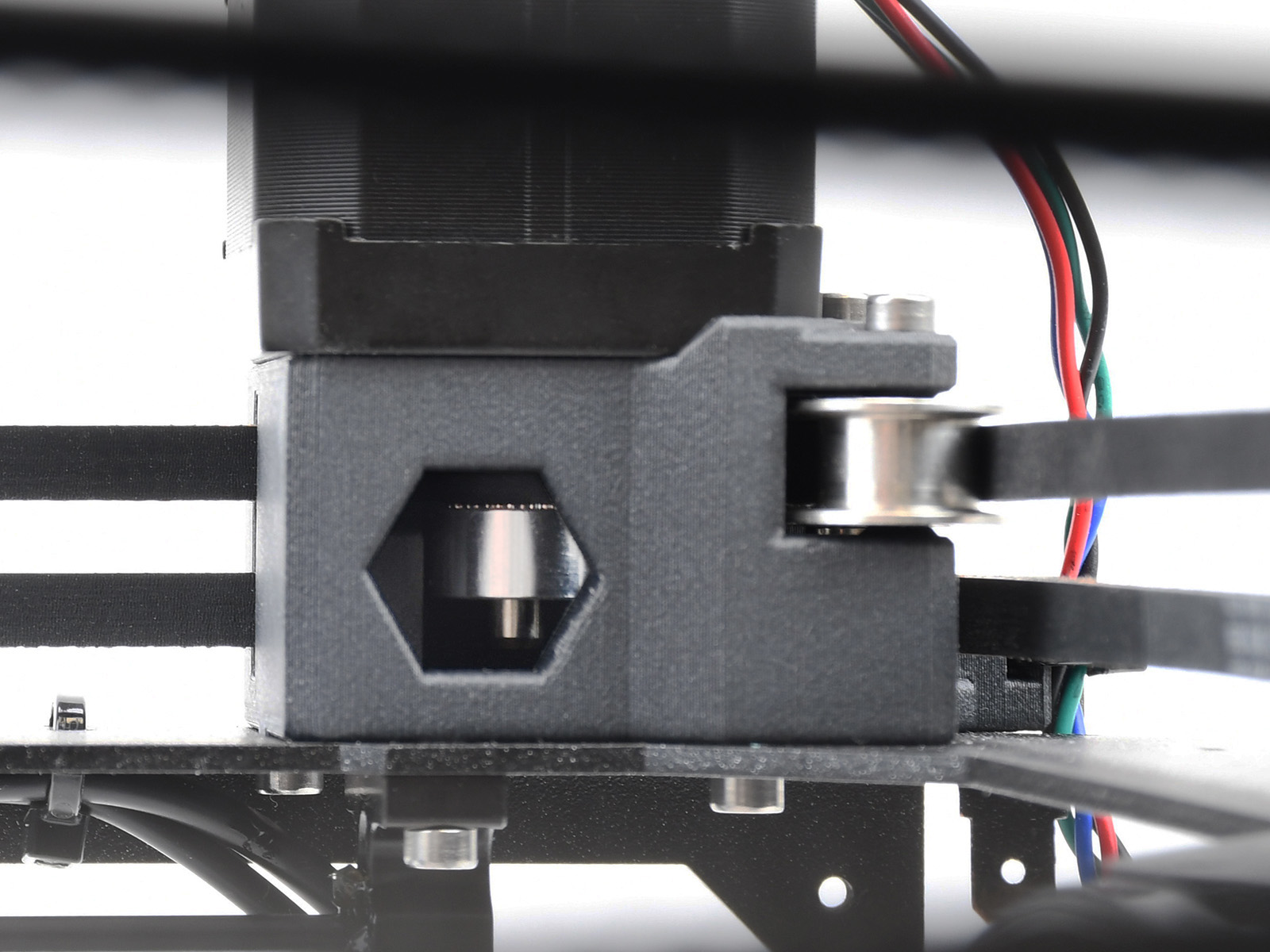 |
| Motorová řemenička Y | Motorová řemenička X |
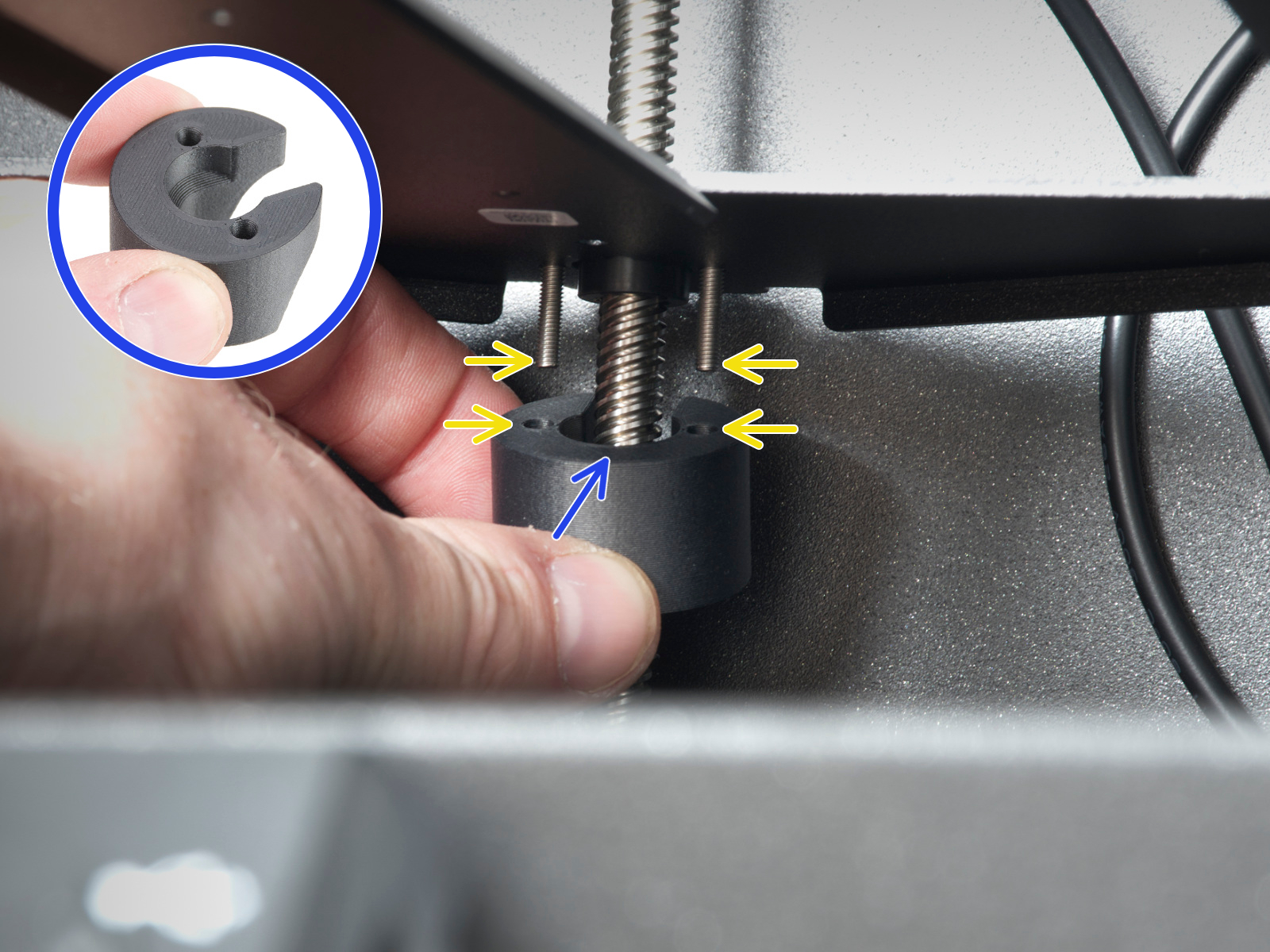
Kalibrace zarovnání Z
Tato část kalibrace zajistí zarovnání tří motorů na ose Z tak, aby byla vyhřívaná podložka v rovině. V případě jakýchkoli chyb v tomto testu zkontrolujte trapézové matice na závitových tyčích motorů. Za tímto účelem sjeďte s podložkou úplně dolů buď pomocí Menu LCD v Ovládání -> Pohyb osy -> Osa Z, nebo otáčením závitových tyčí. Odšroubujte a odstraňte šrouby vyznačené na obrázku níže. Posouvejte matici podél závitové tyče, abyste zjistili, zda pohybu nic nepřekáží. Když je trapézová matice stále volná, zkuste ručně pohnout závitovou tyčí motoru (tiskárna musí být vypnutá) a zjistěte, zda se s ní dá snadno otáčet.
 | 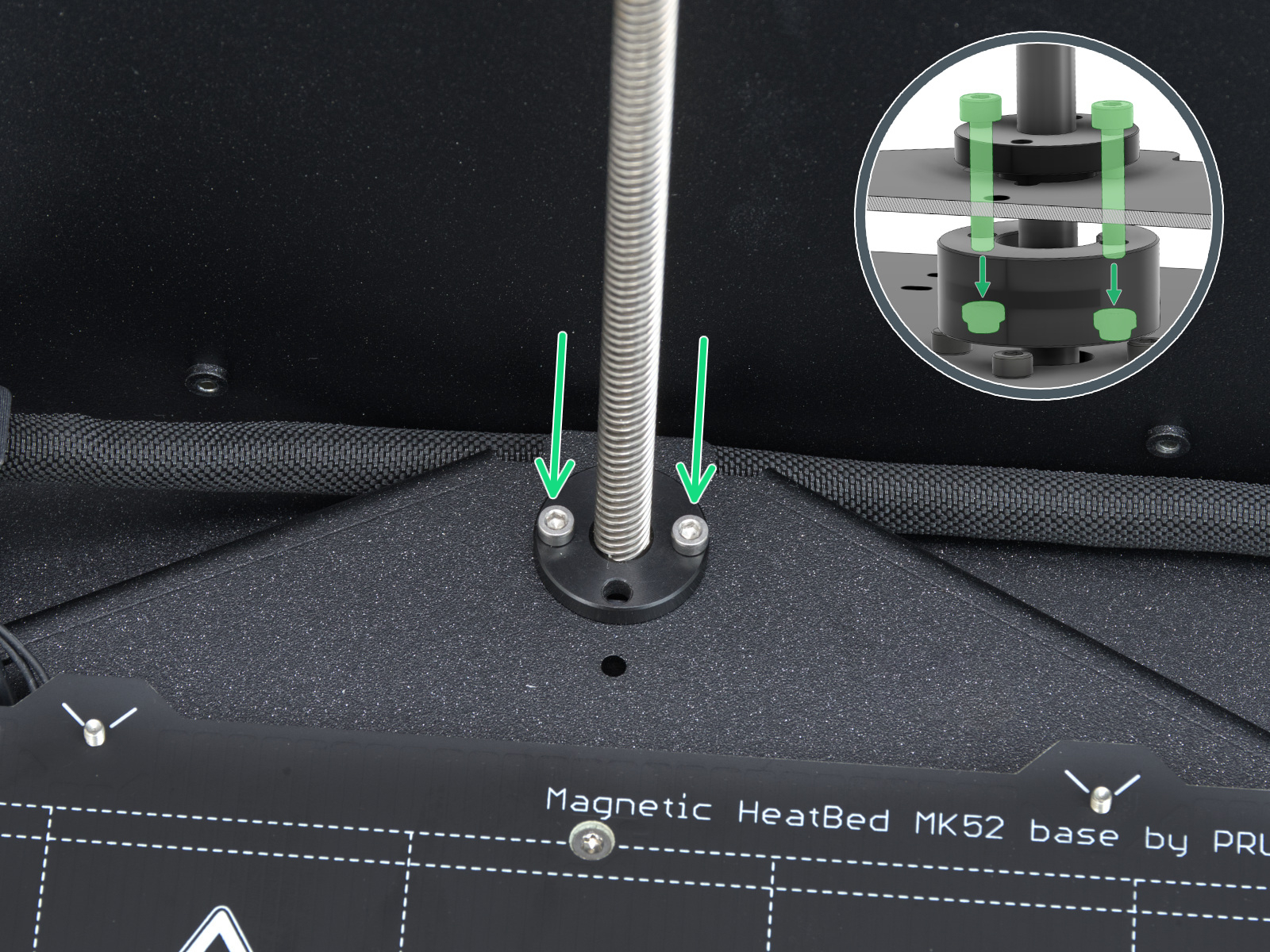 |  |
| Trapézová matice na levé straně | Trapézová matice zadního motoru | Trapézová matice na pravé straně |
Zkontrolujte také, zda jsou správně nainstalovány distanční podložky.
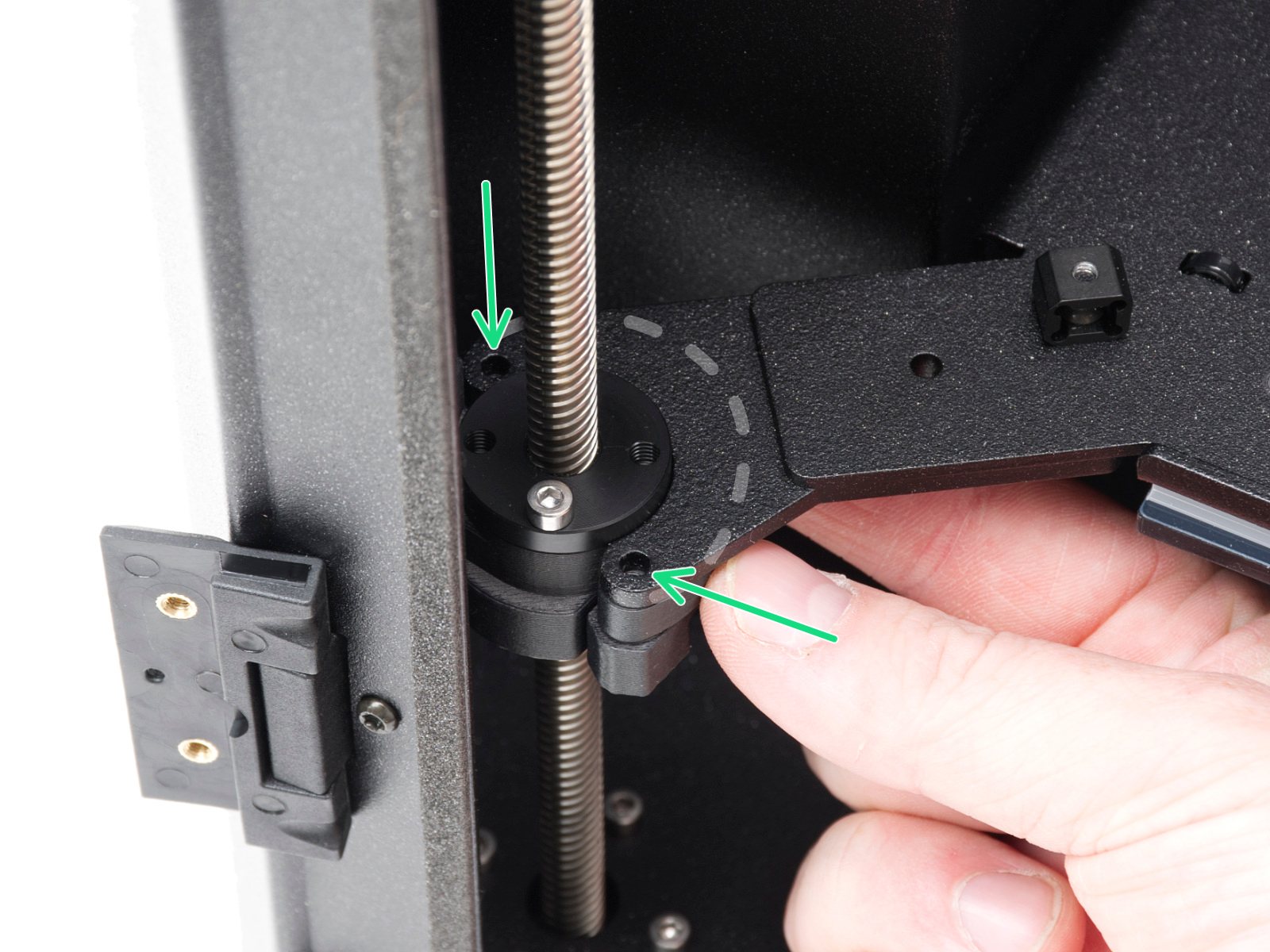 |  |  |
| Levá distanční podložka | Zadní distanční podložka | Pravá distanční podložka |
Ladění řemenů
Menu LCD vás provede Průvodcem ladění řemenů. Pokud je na některé straně mezera, postupujte následovně:
- Zcela povolte řemeny. Buďte opatrní, aby čtvercové matky při demontáži nevypadly z plastových částí.

- Zkontrolujte, která strana doléhá na zadní konec (napnutá strana) a kterou k němu musíte ručně přitlačit, aby se ho dotkla (volná strana).
- Vložte univerzální klíč nebo cokoli s podobnou tloušťkou mezi napnutou stranu a zadní konec. Mírně zatáhněte za volnou stranu, abyste korigovali zkosení.
- Znovu zkontrolujte vyrovnání a v případě potřeby postup opakujte. V případě, že se napnutá a volná strana vyměnily, zopakujte proces z druhé strany, ale vyvíjejte menší tlak.
- Znovu utáhněte řemeny.
- Ručně pohybujte toolchangerem po osách Y a X, abyste vyrovnali napětí řemenu.
Kalibrace homingu
Pokud se vyskytnou problémy s kalibrací homingu, zkontrolujte osy X a Y a kalibraci znovu spusťte.
Kalibrace doku
Tato kalibrace otestuje každý dok. Pokud konkrétní dok selže, zkuste následující:
- Více utáhnout šrouby doku.
- Ujistěte se, že je toolchanger plně zasunutý do doku ve chvíli, kdy jste k tomu vyzvání.
- Znovu proveďte ladění řemenů a kalibraci homingu.
Test Loadcell
Fungující senzor Loadcell je zásadní jednak pro zjištění, zda je tryska dostatečně blízko k tiskovému plátu, a jednak aby se zabránilo jeho poškození, které by bylo způsobeno přílišným zanořením trysky do povrchu plátu.
Ujistěte se, že povrch, na kterém tiskárna stojí, je co nejstabilnější. Jakékoli vibrace přenášené na povrch pod tiskárnou nebo ne zcela stabilní povrch pod ní mohou mít za následek nesprávné měření Loadcellu, a tudíž i selhání tohoto testu.
Zkontrolujte také, zda je hlavní kabel správně připojen k toolchangeru.
Test osy Z
Zkontrolujte, zda něco neblokuje dráhu osy Z. Může to být něco zaseknutého v závitových tyčích nebo cokoliv na dně tiskové komory.
Test ventilátorů
Tato část otestuje všechny ventilátory v tiskárně. Aby test prošel, musí být hodnoty ot/min pro ventilátory v tomto rozmezí:
- Tiskový ventilátor: 4800 - 6799 ot/min
- Ventilátor doku: 4800 - 6799 ot/min
- Ventilátor hotendu: 12000 - 18000 ot/min
- Ventilátor komory: 7225 - 9775 ot/min
- Ventilátor filtrace: 2890 - 3910 ot/min (pro tiskárny s pokročilým filtračním systémem)
Pokud se zobrazí chyba, nejprve určete, který z ventilátorů má problém.
K ventilátoru hotendu se nemůžete dostat přímo. Chcete-li jej otestovat, přejděte v LCD menu do Ovládání -> Teplota -> Teplota trysky a nastavte trysku na jakoukoli teplotu nad 50 ºC. Zkontrolujte, zda uslyšíte, jak se ventilátor točí. Poté přejděte v LCD menu do Info - Stav senzoru - Informace o ventilátoru a zkontrolujte otáčky ventilátoru hotendu.
Pokud některý z ostatních ventilátorů neprojde testem, zkontrolujte následující:
- Zda neexistuje nějaká překážka, která by mohla bránit ventilátoru v otáčení. Zejména u tiskového ventilátoru zkontrolujte, zda se kabel nezamotal do lopatek.
- Ujistěte se, že jsou ventilátory správně připojeny k desce elektroniky.
- Přejděte do Menu LCD Ovládání -> Teplota a nastavte testovaný ventilátor na 100 %. Zkontrolujte, zda se ventilátor točí, nebo zda nevykazuje nějaké chyby.
Test vyhřívání
Selftest dokáže určit poruchu během ohřevu dílu a zasažený díl.
Spusťte ohřev součásti v Menu LCD -> Ovládání -> Teplota, u kterého selhal selftest, a podívejte se, zda se neobjeví nějaká chyba. Pokud ano, chyba by měla obsahovat QR kód, který vás přesměruje na článek popisující, jak problém odstranit.
Kalibrace offsetu nástrojů
Pokud kalibrace offsetu nástroje selže, zkontrolujte, zda jsou všechny trysky správně umístěny a zda jsou hroty trysek čisté.
Poté u senzoru offsetu zkontrolujte následující:
- Logo Prusa směřuje nahoru
- Kabel je správně připojen
- Hlavní deska je pevně zajištěna na místě.
Také zkuste znovu provést kalibraci homingu.
Kalibrace čističe trysky
Tato kalibrace probíhá ve formě měření a neměla by hlásit žádné chyby. V případě, že tiskárna nedokáže tyto testy dokončit, znovu zkontrolujte osy.
Kalibrace senzoru filamentu
INDX má boční senzory filamentu. Pokud kalibrace selže, zkontrolujte následující:
- Magnety 5x2 jsou vloženy a dotaženy
- Magnety 7x8 mají správnou orientaci
- V krytu čidla senzoru není žádný zbytek filamentu
Kalibrace Phase Stepping
Ujistěte se, že se během tohoto testu nedotýkáte tiskárny a že na stejném povrchu neběží žádné další tiskárny. Více si o tom můžete přečíst zde: Phase Stepping (CORE One).
Kalibrace Input Shaper
Po této kalibraci vám tiskárna zobrazí hodnoty frekvence Input Shaperu. Dolní limit je 35 Hz a horní limit je 70 Hz. Pokud je hodnota příliš nízká nebo příliš vysoká, zkontrolujte napětí řemenu a celkové sestavení.