Nuestras impresoras Original Prusa MK2/2.5/3/S/+ vienen equipadas con una boquilla de latón estándar E3D V6 de 0.4mm, mientras que nuestras Original Prusa MINI/+ vienen equipadas con una boquilla estándar compatible con V6.
Nuestra Original Prusa MK4 y Original Prusa XL vienen con una boquilla Prusa de latón de cambio rápido. En estos modelos, es posible montar nuestro adaptador de boquilla Nextruder a V6, para hacerlo compatible con boquillas V6. Sin embargo, existe todo un ecosistema de boquillas con diferentes características en el mercado.
MK2.5S/MK3S/MK3S+
MINI
MK4/MK3.9
Adaptador de boquilla para MK4/MK3.9
XL de Un Cabezal, XL Multi-Cabezal
Adaptador de boquilla para XL Un Cabezal
Boquilla de latón 0.25/0.4/0.6/0.8
El latón tiene una excelente conductividad térmica y es lo bastante duro para imprimir la mayoría de filamentos "de todos los días". También es muy asequible y sencilla de fabricar, por eso posiblemente la mayoría de impresoras 3D vienen con unas boquillas de latón.
Además del diámetro habitual de 0.4 mm, proporcionamos configuraciones para 0.25 mm, 0.6 mm , y 0.8 de diámetro de boquilla. Además, tu puedes crear y personalizar tus propios perfiles. Para conseguir detalles más precisos puedes emplear la boquilla de 0.25 mm. Recomendamos su uso solo para piezas pequeñas, de unos pocos centímetros de longitud, ya que los tiempos de impresión son considerablemente mayores en comparación a la boquilla de 0.4 mm. Por el contrario, si quieres acelerar la impresión y los detalles no son tan importantes, puedes usar la boquilla de 0.6 o 0.8 mm.
Identificar el tamaño de la boquilla
Boquillas E3D V6
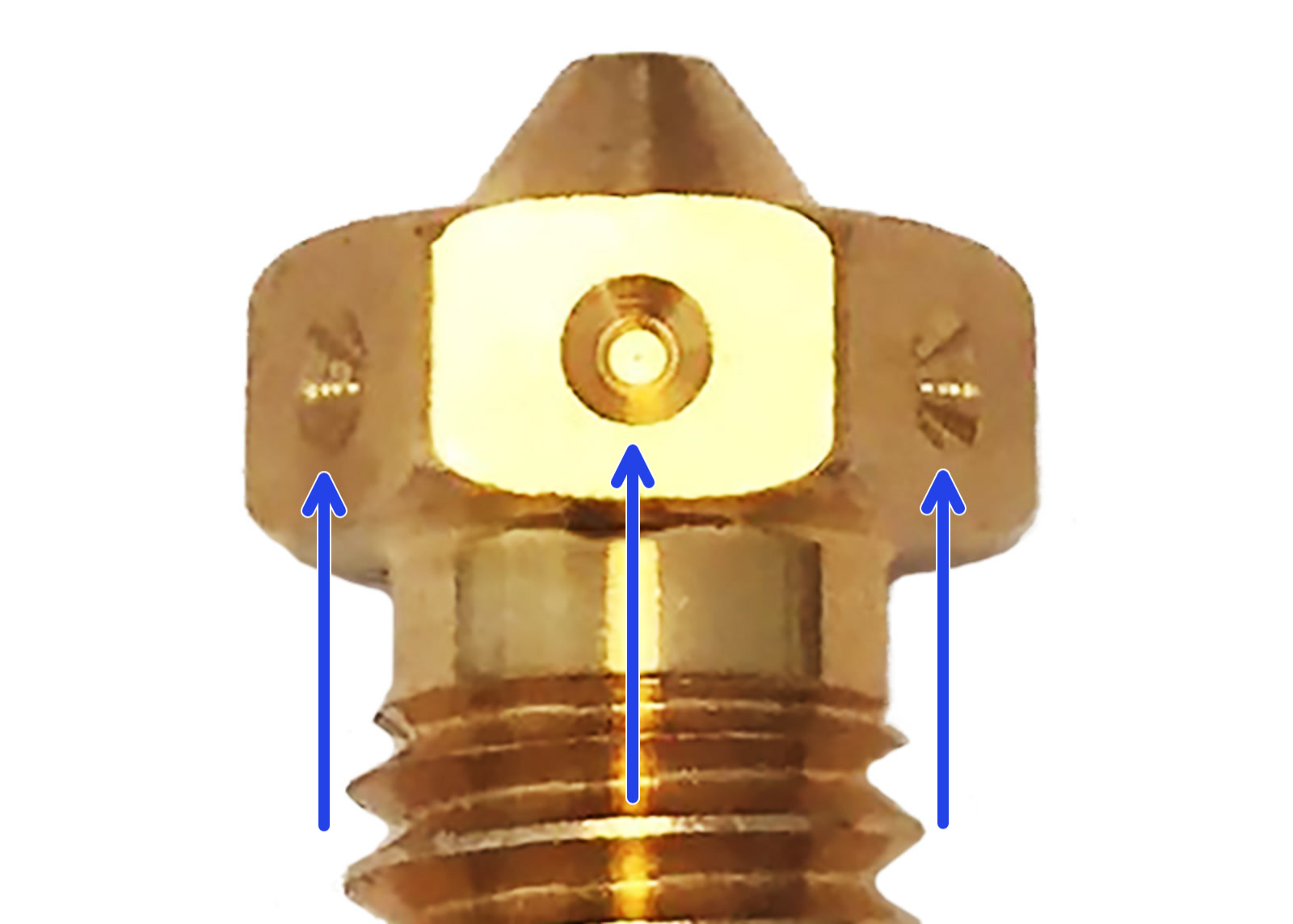
En las boquillas E3D V6 y las boquillas Prusa, puedes identificar el diámetro de la boquilla por los puntos alrededor del borde de la boquilla. Por ejemplo, la E3D de 0.4 mm enviada con las Original Prusa MK3S+ tiene tres puntos (flechas azules).
Ten en cuenta que la boquilla E3D V6 de 0.25mm no tiene puntos y se ve casi igual que la boquilla de 0.4 mm compatible de E3D que se envía con la Original Prusa MINI/+.
 | 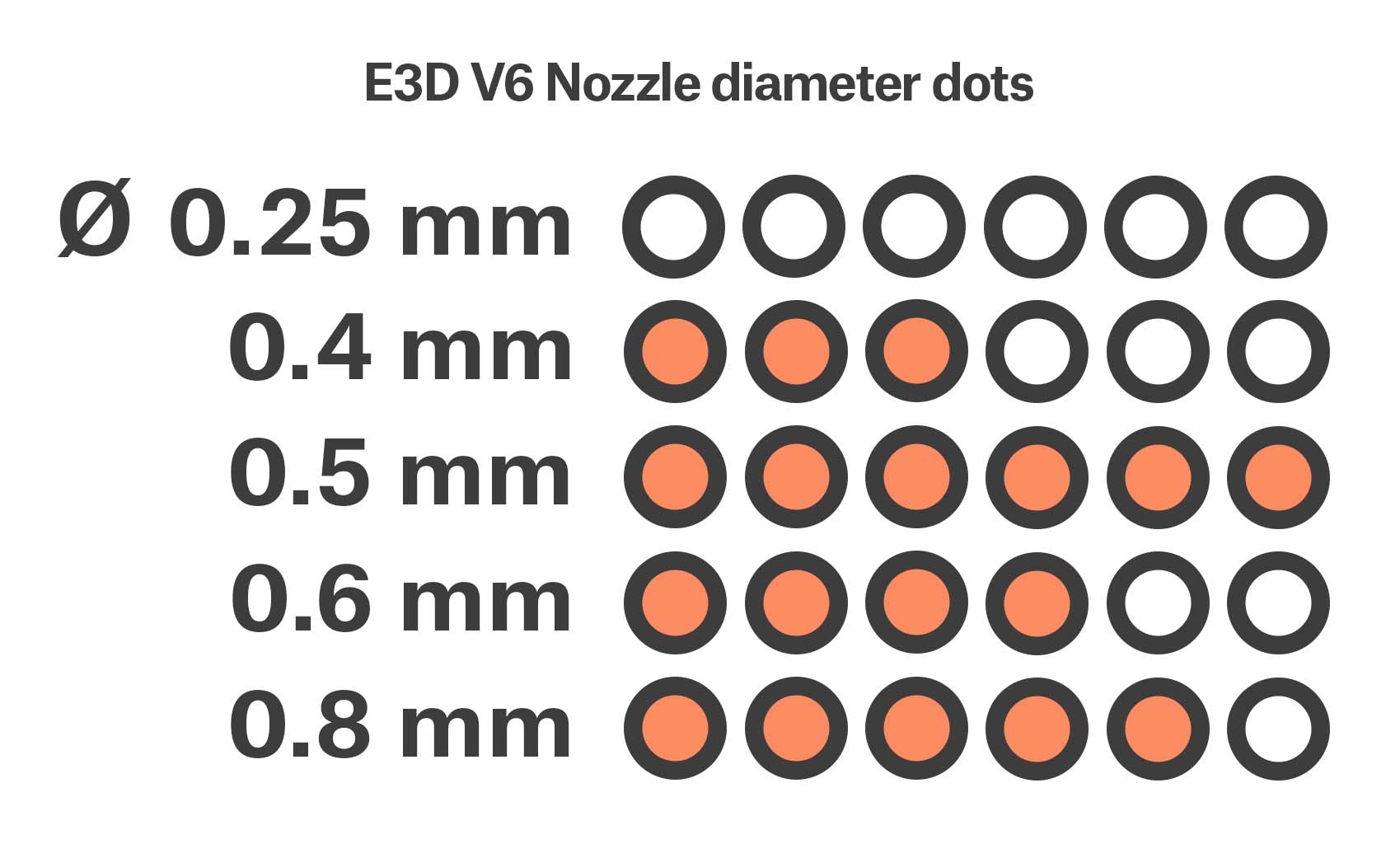 |
Marcas aplicadas a todos los tipos de boquilla E3D V6 (latón, endurecida, X).
 | 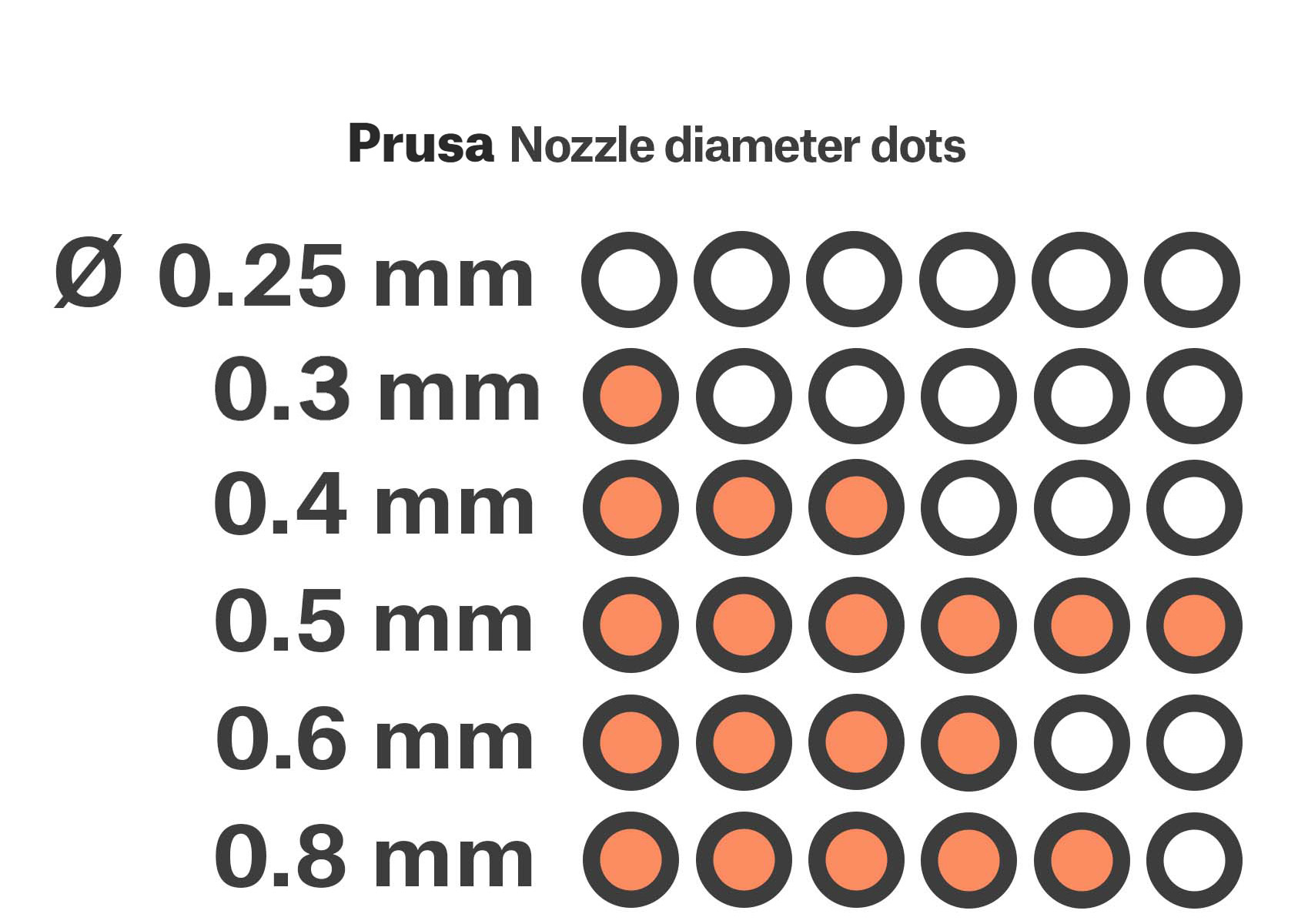 |
Marcas aplicadas a las boquillas Prusa
Configuración de PrusaSlicer
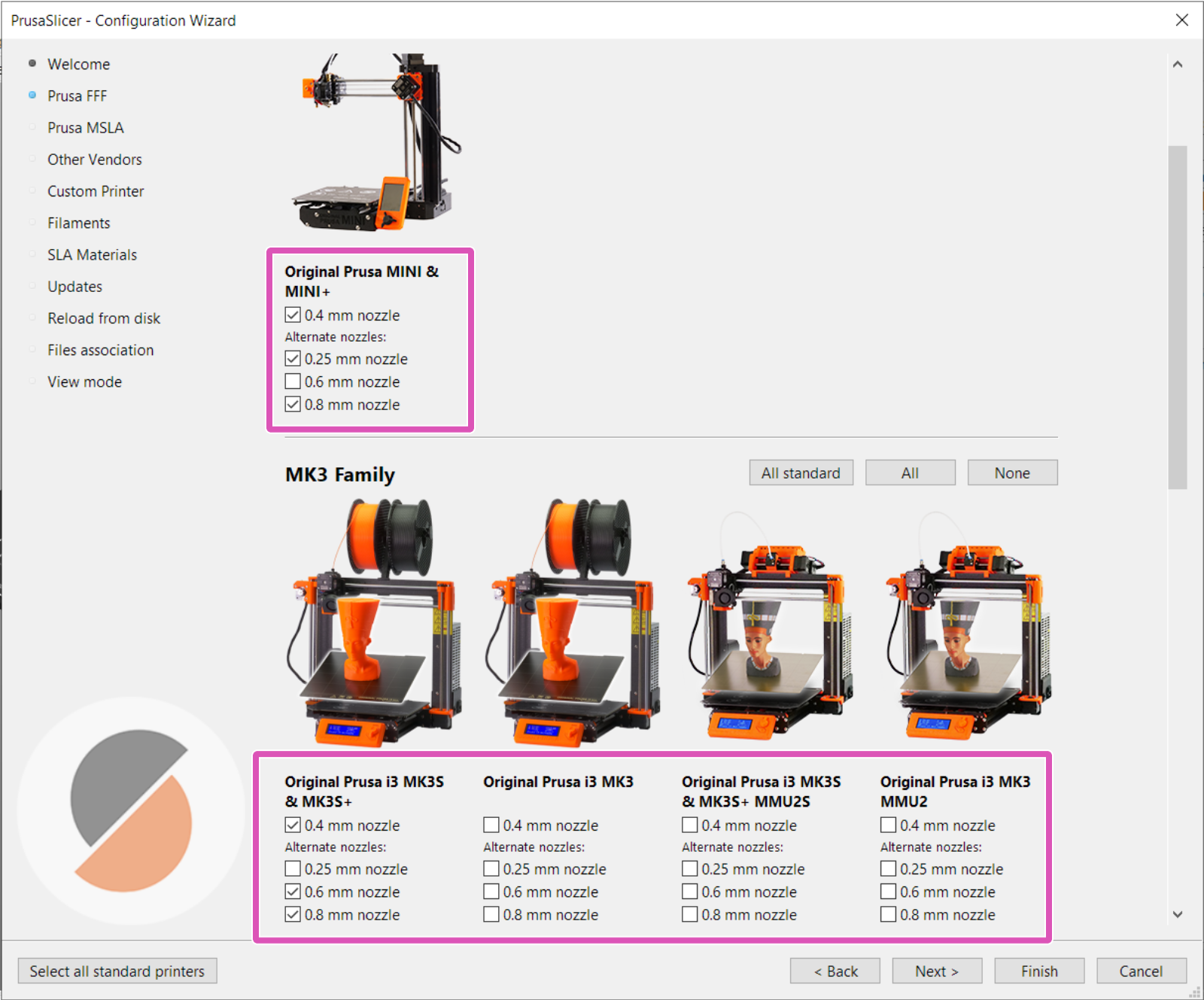
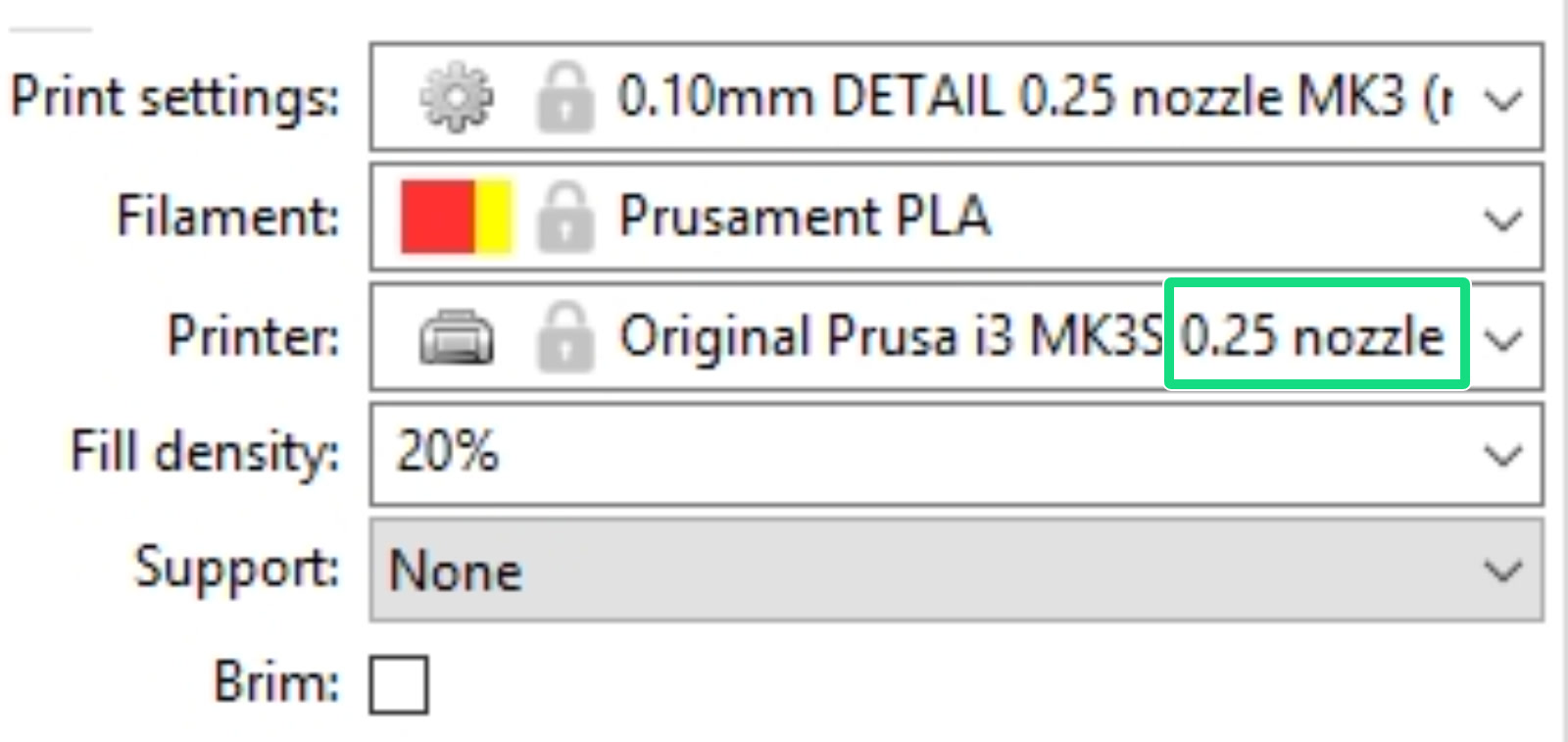
Para ajustar la configuración en PrusaSlicer, ve a Configuración-> Asistente de configuración y selecciona el modelo de impresora que tienes así como el diámetro que estás usando (cuadrados morados).
En la MINI/+, MK4, XL, navega al Menú -> Ajustes -> Hardware.
Excepto los ajustes preestablecidos para la boquilla de serie de 0.4, todas las demás configuraciones de boquillas tendrán el diámetro se espeficica en el nombre del perfil. Si no tiene las palabras"0.25 nozzle", "0.6 nozzle" o "0.8 nozzle" en el nombre del perfil (cuadro verde), el ajuste es para una boquilla de 0.4 mm.
Prusa Nozzle ObXidian
La boquilla ObXidian es una boquilla de alta calidad diseñada específicamente para materiales abrasivos y para imprimir a altas temperaturas. Está fabricada en acero endurecido con un revestimiento resistente a la corrosión, lo que garantiza una durabilidad y longevidad excepcionales.
Estas boquillas son especialmente adecuadas para imprimir con materiales abrasivos como la fibra de carbono, ya que mantienen su dureza incluso a temperaturas más elevadas, ofreciendo un excelente rendimiento y prolongando la vida útil de su boquilla.
Boquilla de acero endurecido de E3D
E3D, una empresa con sede en el Reino Unido, que suministra fusores para las impresoras Original Prusa i3, tiene todo un ecosistema de actualizaciones y complementos. Apoyamos algunos de ellos, incluida la boquilla de acero templado.
Las boquillas de acero endurecido son imprescindibles para materiales altamente abrasivos. Una boquilla de latón normal se degradará muy rápidamente y perderá sus propiedades al imprimir con estos materiales. Ten en cuenta que no es lo mismo una boquilla de acero endurecido que una boquilla de acero inoxidable.
La mayoría de los materiales abrasivos son compuestos, plásticos con aditivos. Algunos ejemplos son ColorFabb XT CF20, ColorFabb Bronzefill, ColorFabb SteelFill, y algunos filamentos que brillan en la oscuridad. Pregunte siempre a su proveedor de filamento si no está seguro de los requisitos del filamento. Una pequeña desventaja de la boquilla de acero endurecido es que algunos materiales estándar como el ABS no se pueden imprimir tan rápido como con una boquilla normal. Debido a las diferentes propiedades térmicas de una boquilla de acero endurecido en comparación con una boquilla de latón, es posible que tenga que aumentar la temperatura de la boquilla al imprimir.
Nozzle X de E3D
Nozzle X es una boquilla diseñada para abordar las limitaciones térmicas de una boquilla de acero endurecido y la mala resistencia a la abrasión de las boquillas de cobre o latón chapadas. Está recubierto con WS2, un recubrimiento polifóbico, que reduce la cantidad de plástico que se adhiere al interior de la boquilla. Por esta razón, Nozzle X no se debe cuidada de la misma manera que las boquillas de cobre o acero endurecido.
Se puede utilizar con rellenos abrasivos como vidrio, kevlar o refuerzo de carbono, pero no admite rellenos más abrasivos, como carburo de boro, boro, nitruro de boro, tungsteno o carburo de tungsteno.
Métodos de limpieza recomendados:
- Paño/trapo no abrasivo para uso externo.
- Filamento de limpieza para uso interno.
Métodos de limpieza no recomendados:
- Una aguja de acupuntura o un cepillo de latón pueden dañar el revestimiento.
- Tirones en frío. Puede arrancar el revestimiento WS2.
La boquilla Olsson Ruby
De manera similar a la boquilla de acero endurecido, la Olsson Ruby está diseñada para imprimir materiales altamente abrasivos. Dado que está hecha principalmente de latón, conserva la excelente conductividad térmica y el rendimiento de la boquilla de latón original. Aunque la piedra preciosa rubí es muy resistente al desgaste, también es frágil. Si tienes el valor de ajuste de Live Z configurado incorrectamente, o si tu sensor PINDA no está configurado a una distancia correcta y la boquilla toca la lámina de acero flexible, la boquilla puede romperse. Para la instalación, consulta las instrucciones oficiales de 3DVERKSTAN.
Diferentes diámetros de boquilla
Si quieres usar una boquilla con un diámetro diferente de los ya mencionados, tendrás que crear un perfil en PrusaSlicer manualmente. Comenzando a partir del estándar de la boquilla de 0.4 mm, tendrás que cambiar el diámetro de la boquilla en la Configuración de impresora y el ancho de la extrusión (en porcentaje). Ten en cuenta que la máxima altura de capa es alrededor del 80% del diámetro de la boquilla. Para más información consulta Creando perfiles para diferentes boquillas.
Calibración de la primera capa de otras boquillas
A partir del firmware 3.13.0, la Calibración de la primera capa funciona para varios tamaños de boquilla. El tamaño de la boquilla se puede cambiar en Ajustes -> Configuración HW -> D. boquilla [0.25|0.40|0.60|0.80]. La boquilla de 0.4 mm es la predeterminada.
Restablecer el valor de Ajuste de Live Z:
- Original Prusa MK3S+ / MK3S / MK2.5S - Restablezca el valor de Live Adjust Z desde el menú LCD -> Configuración -> Live Adjust Z , luego mueva la perilla selectora en el sentido de las agujas del reloj hasta que el valor llegue a cero.
- Original Prusa MINI : restablezca el valor de Live Adjust Z desde el menú LCD -> Calibración -> Live Adjust Z , luego mueva la perilla selectora en el sentido de las agujas del reloj hasta que el valor llegue a cero.
- Original Prusa MK4, XL - Estos modelos están equipados con una Célula de carga. Si se ajusta algún valor de Ajuste en vivo Z, éste se restablece automáticamente después de realizar la siguiente impresión.
Después de esto, inicia tu código G y 'Ajuste Live Z' mientras imprimes:
- Presiona el dial después de que haya comenzado a extruir y localiza 'Ajustar Live Z' .
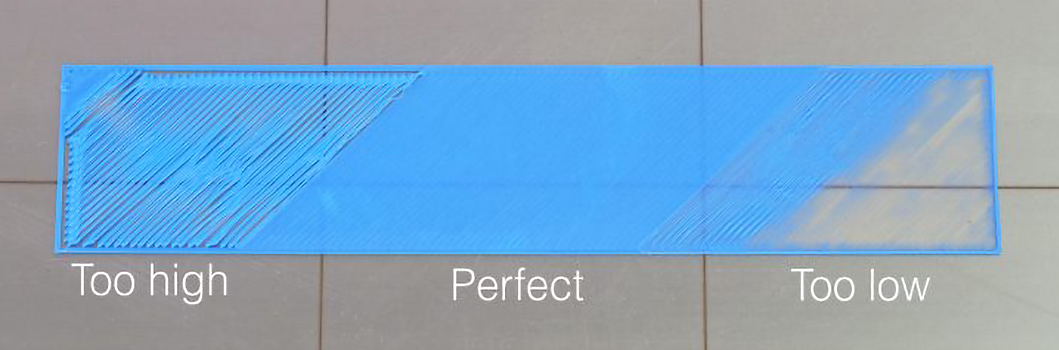
- Selecciónalo y gira el dial en el sentido de las agujas del reloj hasta que la línea quede aplanada, pero no aplastada. Debe tener una superficie lisa. Cuando realice un relleno superior sólido, asegúrate de que no haya espacios entre las líneas (demasiado lejos) ni crestas entre las líneas (demasiado cerca). Consulta First Layer Calibration (i3) or Calibración Primera Capa (MINI/MINI+) for examples.
- Vuelve a pulsar el dial selector para almacenar el valor.
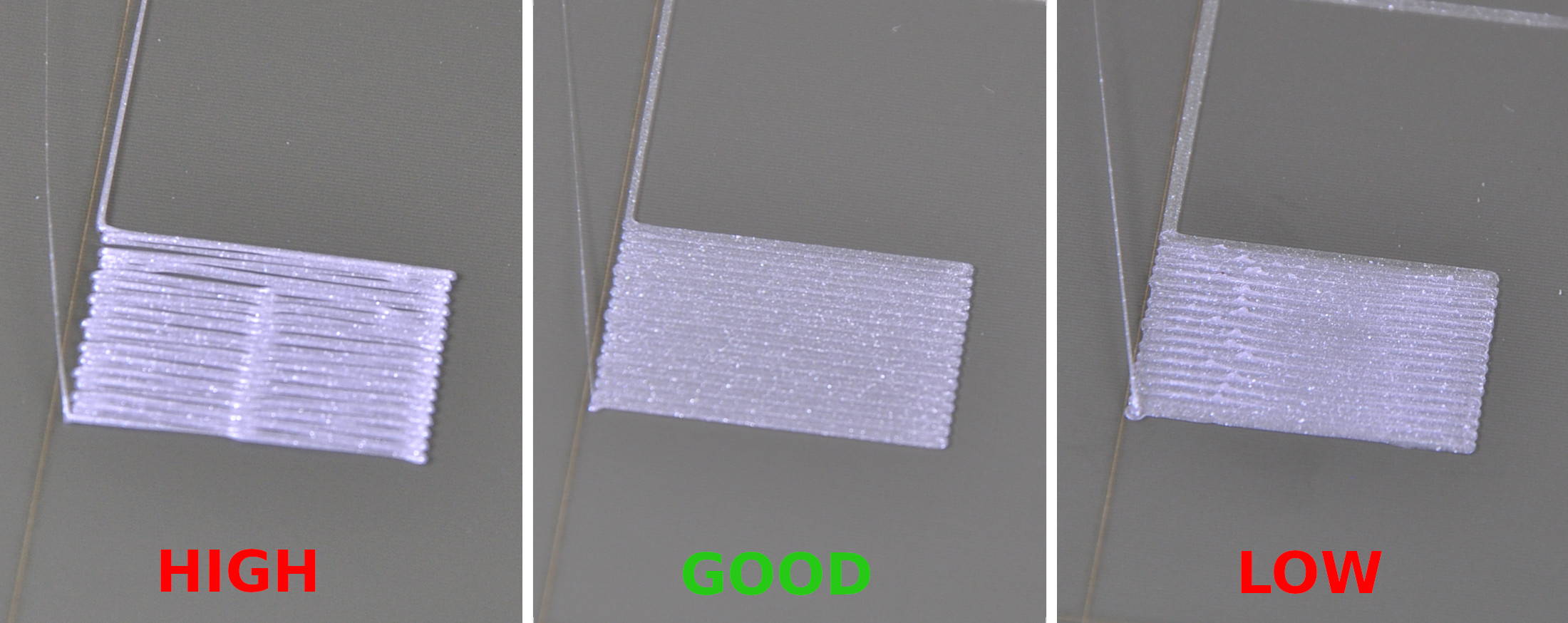
The image depicts the first layer of a 0.4 mm nozzle. The line can be almost half the width of what is depicted.
Otras Consideraciones
Diámetros más pequeños (~0.25 mm)
Casi cualquier material compuesto está fuera de discusión. Las partículas que contiene pueden (y lo harán) rápidamente obstruir o arruinar tu boquilla. Sin embargo, los filamentos con brillo fino o "partículas brillantes" similares, como las que se encuentran en Prusament Galaxy Silver, no deberían ser un problema.
Los materiales flexibles también pueden ser problemáticos en una boquilla de diámetro más pequeño debido a la mayor presión requerida para la extrusión. Puede doblarse y enredarse alrededor de los rodillos de filamento con la presión más alta.
Velocidad lenta - la precisión requiere tiempo, prepárate para tiempos de impresión de 24 a 100 horas , incluso con las piezas más pequeñas. No solo cada línea es más delgada y más estrecha de lo habitual, lo que da como resultado más perímetros, sino que los movimientos del extrusor también se reducen en gran medida para adaptarse a la mayor precisión.
Al imprimir con una boquilla más pequeña, la calibración y la nivelación de la base se vuelven aún más importantes. Después de cambiar la boquilla, asegúrate de ejecutar al menos la calibración Z de la impresora antes de comenzar a imprimir.
Diámetros mayores (>0.6 mm)
El principal inconveniente es su resolución. Las líneas de capa más gruesas y altas imprimirán el objeto más rápido pero tendrán limitaciones en lo que respecta a los detalles finos. Por otro lado, las partes funcionales pueden resultar más fuertes ya que cada línea tiene una mayor cantidad de material sólido.
Además, gracias al mayor diámetro de boquilla habrá más material sólido para enfriarse que podrá aumentar la deformación. Esto podría ser un problema con materiales con mayor tendencia a deformarse como el ABS o el PC Blend.
| Tamaño / material de la boquilla | 0.25 mm | 0.4 mm | 0.6/0.8 mm |
| Materiales flexibles | ✖ | ✔ | ✔ |
| PLA | ✔ | ✔ | ✔ |
| ASA/ABS | ✔ | ✔ | ✔ |
| PETG | ✔ | ✔ | ✔ |
| madera/metal infundido | ✖ | ✔ * | ✔ |
| ABS infundido de CF/kevlar | ✖ | ✔ * | ✔ * |
| PC Blend | ✔ | ✔ | ✔ |
| Nylon | ✔ | ✔ | ✔ |
| PVA/BVOH | ✖ | ✔ | ✔ |
* Boquilla endurecida