Toto je zdaleka nejčastější problém 3D tisku a pravděpodobně první, s nímž se můžete setkat. První vrstva je velmi důležitá, protože je základem tištěného objektu. Pokud tedy není dokonalá, zvyšuje se pravděpodobnost selhání tisku. Mnoho běžných problémů s 3D tiskem pramení ze špatně přilnuté první vrstvy. Při tisku první vrstvy se může pokazit několik věcí, takže se podívejme, co lze udělat, abyste těmto problémům zabránili.
Aby se dosáhlo optimální kvality tisku a minimalizovala se šance na selhání výtisků, měla by být tisková plocha udržována. Jde o jednoduchý postup, takže se podívejte na naše tipy a doporučení.
Jak připravit povrch vaší tiskové plochy
Pokud se nedotýkáte tiskové plochy rukama nebo špinavými nástroji, nemusíte jej před každým tiskem čistit. Očistěte své nástroje stejným způsobem, jako čistíte podložku, a můžete ihned začít s dalším tiskem.
Isopropylalkohol – hladké, saténové, texturované tiskové pláty
Chcete-li dosáhnout co nejlepší přilnavosti k tiskové podložce, je nezbytné jí udržovat čistou. Nejlepší volbou při tisku z ABS, PLA a z mnoha dalších materiálů je 90% isopropylalkohol, který lze obvykle sehnat v drogeriích nebo v železářství. Je také možné použít denaturovaný alkohol. My ale doporučujeme používat vždy 90% IPA. Roztoky s nižší koncentrací mohou obsahovat nevhodné chemikálie a oleje.
Výjimkou jsou filamenty PETG, ABS, ASA, XT a CPH - jejich přilnavost může být příliš silná a váš PEI tiskový plát se může poškodit. Doporučujeme použít separační prostředek (např. lepicí tyčinku). Další informace o tom, jak s těmito materiály tisknout, najdete v našem Průvodci materiály.
Prostředek na nádobí a voda
Pokud se zdá, že se přilnavost časem snižuje i při použití IPA, můžete ocelový plát očistit několika kapkami mycího prostředku na nádobí a teplé vody (ne horké!). Nemělo by se to provádět často, také neponořujte plát do horké vody celý. Takto se rozpustí některé oleje a cukry, které se časem nahromadí a které IPA neodstraní. Dbejte na to, abyste používali pouze prostředek na nádobí, a před použitím plát důkladně osušte.
Aceton
PEI může ztratit svou přilnavost po několika stovkách hodin. Když si všimnete, že se modely pravidelně odlepují, důkladně otřete povrch acetonem, abyste obnovili přilnavost. Tento postup by měl být použit pouze pro hladký PEI plát a pouze zhruba jednou za měsíc. Nepoužívejte aceton nadměrně. Dlouhodobé používání činí povrch PEI plátu křehký. Také nepoužívejte aceton před tiskem z PETG.
Lepidlo
Lepidlo je skvělý, snadno použitelný nástroj pro zvýšení přilnavosti. Vytváří také ochrannou separační vrstvu. Pro 3D tisk není potřeba speciální lepidlo. Můžete použít základní lepicí tyčinku (na bázi PVA). Z našich zkušeností je to jen zřídka nutné, ale může to být vhodné při tisku:
- Polyamid (Nylon)
- PETG
- Polykarbonát (PC)
- Materiály založené na PET
- ABS
- ASA
- Ostatní exotičtější materiály
- Flexibilní materiály
Vyhlaďte povrch
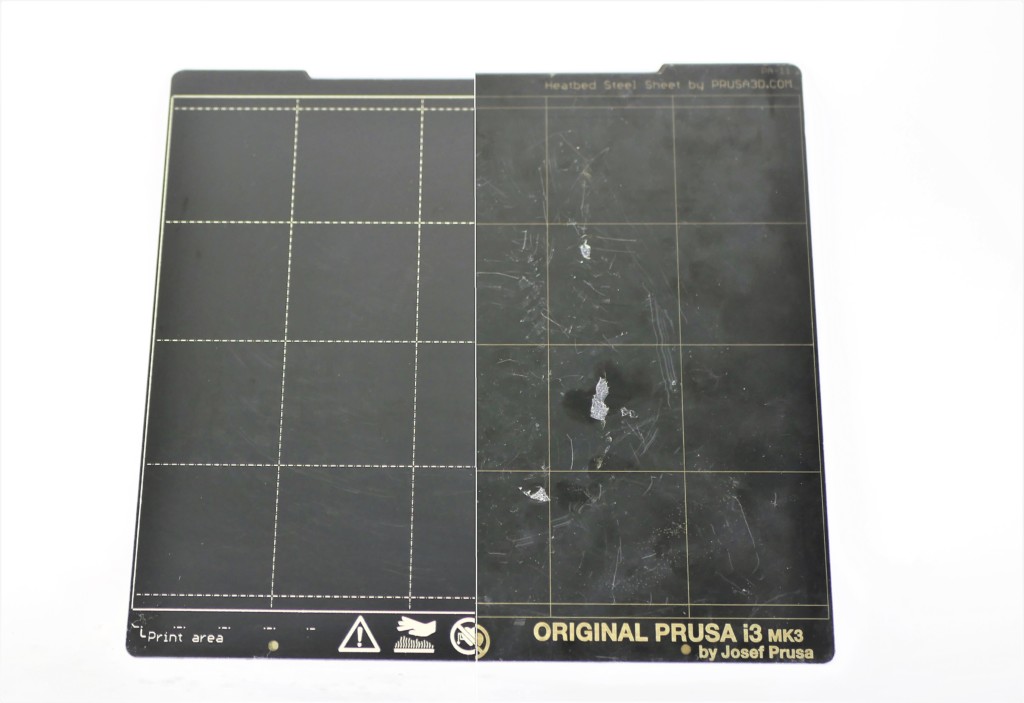
Může se stát, že tryska nebo některé nástroje zanechají na povrchu tisku malé stopy. Obvykle budou lesklejší než zbytek podložky. Nemá to vliv na funkčnost ani přilnavost. Pokud však chcete mít stejný vzhled povrchu na celé tiskové podložce, můžete ji vyhladit.
Nejjednodušší způsob je vzít drsnou stranu suché kuchyňské houbičky a jemně několikrát kruhovým pohybem otřít postiženou oblast. Další možností je použít brusný papír s jemnou zrnitostí (400-600) a lehkým třením vyhladit povrch podložky. Poté, co tak učiníte, vyčistěte ji isopropylalkoholem.
| Hladký PEI plát |
| Při tisku z flexu, PETG a z dalších materiálů na bázi PET, stejně tak z ABS a ASA, použijte lepidlo. IPA + PETG způsobí, že se výtisk velmi silně přichytí k podložce. Jeho odstranění může být extrémně obtížné. |
| Zrnitý tiskovýplát |
| Nikdy nepoužívejte aceton! |
| Saténový tiskový plát |
| Nikdy nepoužívejte aceton! |
Speciální tiskové pláty
U tiskových plátů, které NEJSOU hladké, saténové nebo texturované, se postup přípravy povrchu může lišit plát od plátu. Postupujte podle postupů popsaných v příslušných článcích.
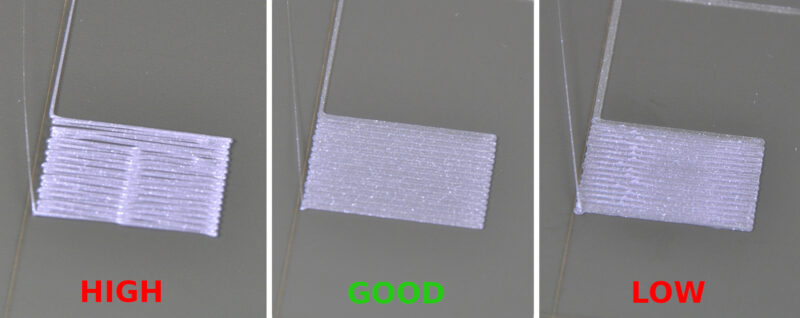
Tryska je příliš blízko/daleko od tiskového plátu (MK2/S, MK2.5/S, MK3/S/+, MK3.5/S)
Je-li je tryska příliš blízko k tiskové podložce, nezůstane dostatek místa, aby plast vytekl z extruderu. Pokud budete mít trysku příliš blízko k tiskové ploše, budete v podstatě blokovat její otvor, takže nebude možné extrudovat žádný plast. Tento problém můžete snadno rozpoznat, když tiskárna neextruduje plast při první nebo druhé vrstvě. Pomocí funkce Doladění Z a Kalibrace první vrstvy (i3) vyladíte výšku trysky. Proveďte kalibraci první vrstvy z LCD Menu -> Kalibrace -> Kalibrace první vrstvy. Další informace o tomto postupu naleznete v příslušném článku Kalibrace první vrstvy (i3).
Rychlost a teplota
Snižte rychlost tisku
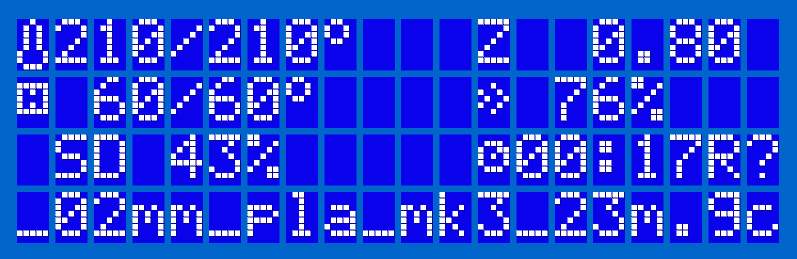
Pokud výše uvedené kroky nepomohly, pak zkuste snížit rychlost tisku. Nejjednodušší způsob jak to udělat je otáčením tlačítka během tisku, čímž se sníží procento. Proti směru hodinových ručiček = snížení rychlosti, S pohybem hodinových ručiček = zvýšení rychlosti. Pro první tři vrstvy doporučujeme snížit rychlost na přibližně 75%, pak se vraťte na normální rychlost.
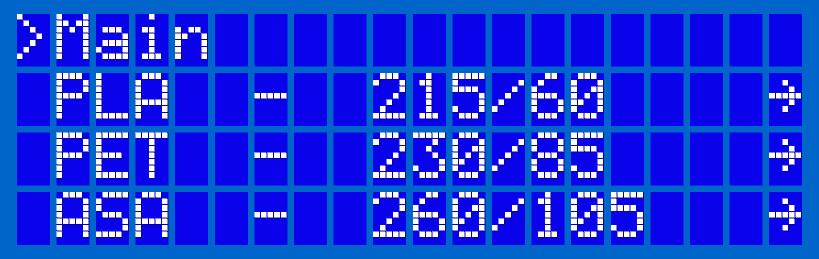
Používejte při tisku doporučené teploty
Nezapomeňte používat doporučenou teplotu trysky a vyhřívané podložky. PrusaSlicer je správně nakonfiguruje podle vybraného materiálu, takže nemusíte manuálně upravovat teploty na samotné tiskárně. Pokud experimentujete s novými materiály, které dobře nepřilnout, můžete se pokusit zvýšit teplotu vyhřívané podložky o 5–10 ° C. Tímto způsobem plast lépe přilne.
Úplné nebo částečné ucpání
Extruder by mohl být ucpaný.. K tomu může dojít buď, když se v trysce zasekne nadměrné množství úlomků, když se horký plast udržuje uvnitř extruderu příliš dlouho, nebo když chlazení extruderu není dostatečné a filament začne měknout mimo požadovanou zónu tavení. Viz náš specializovaný článek Ucpaná tryska/hotend (MK3.5/S, MK3S+, MK2.5S).
Nerovný povrch
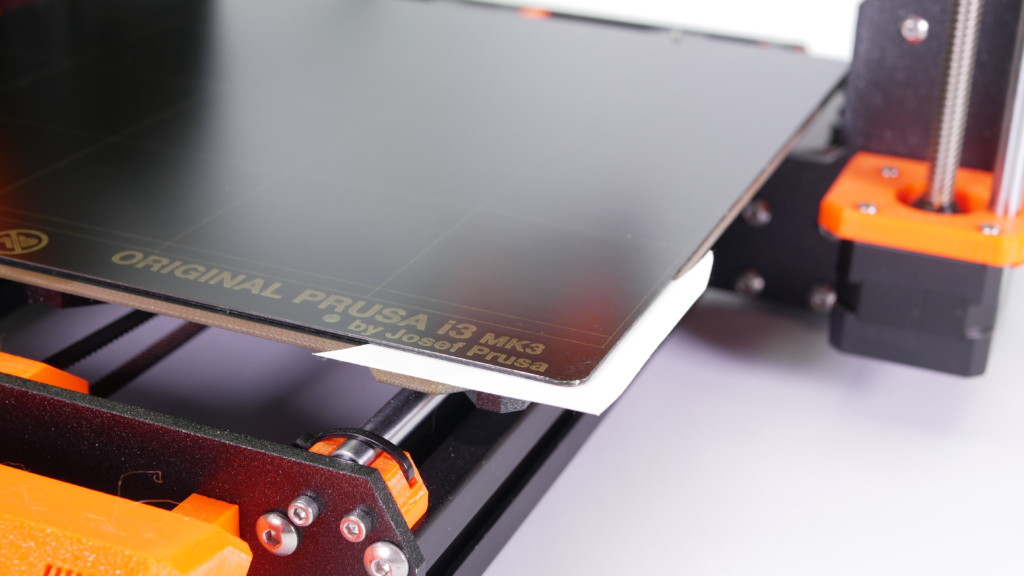
Pokud není váš povrch tisku rovný a mesh bed leveling nepomůže k dosažení rovného tiskového povrchu, dočasné řešení je přidat kus papíru pod nerovnou oblast ocelového plátu. Trvalejším řešením by byla úprava firmwaru Korekce podložky.
Správně umístěný plát
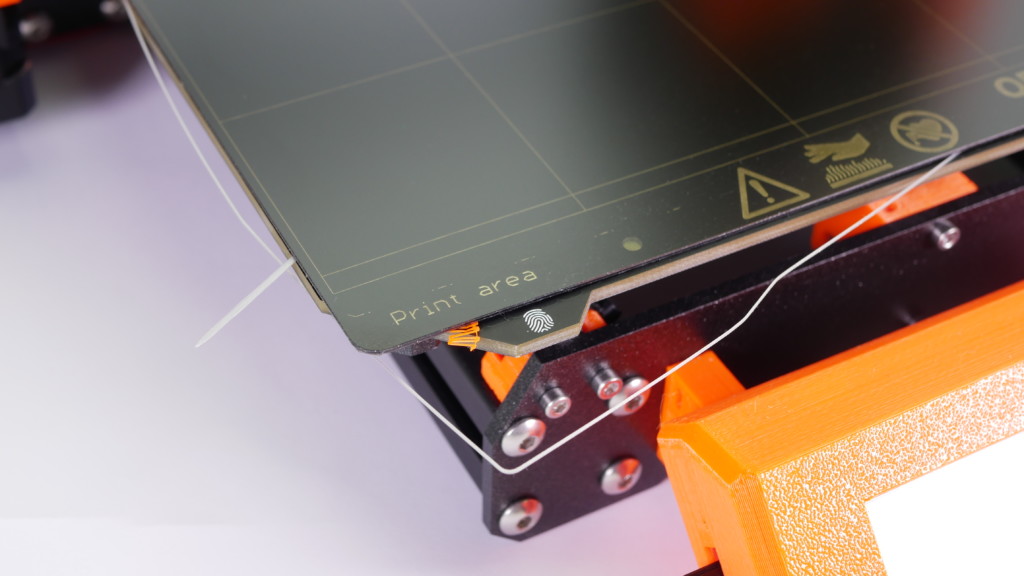
Před tiskem se ujistěte, že máte správně nainstalovaný tiskový plát, a že z předchozího tisku nezůstaly žádné zbytky nebo kousek volného filamentu, které by mohly ovlivnit polohu plátu. Rovněž se ujistěte, že je plát rovný a není ohnutý nebo poškozený.
Límec
Než začnete uvažovat o nanesení dalších adhezivních materiálů na podložku, zvažte použití nabídky Límec v programu PrusaSlicer, která zvětší povrch první vrstvy. Viz náš specializovaný článek Obrys a límec.
Dilatační podložky (CORE One, MK4/S, MK3.9/S, MK3.5/S)
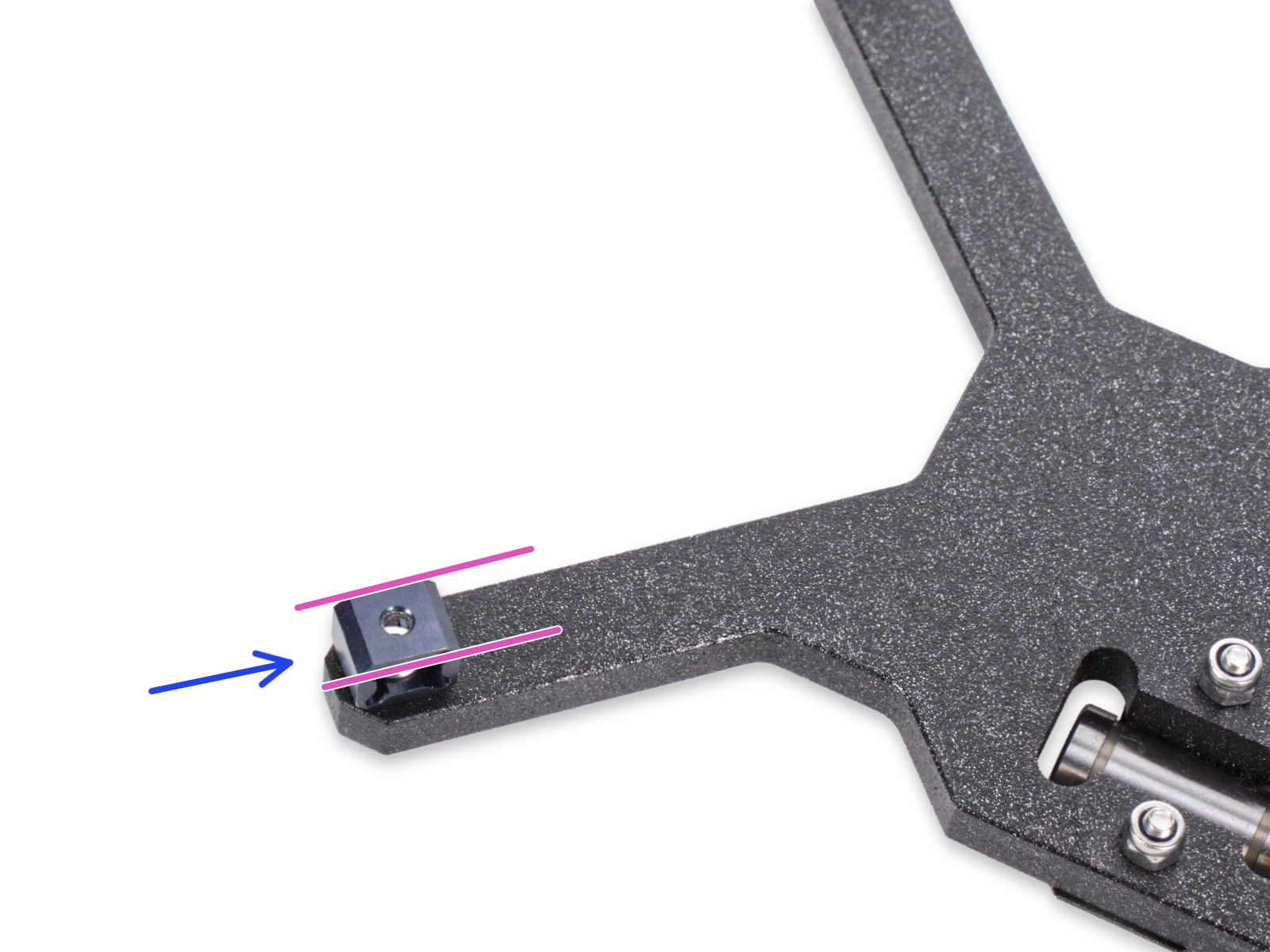
Pokud jsou dilatační podložky špatně natočené, může to vést až k nerovnoměrné první vrstvě. Ujistěte se tedy, že všechny podložky mají plnou stranu směřující do středu pojezdu.
Stav trysky (CORE One, MK4/S, MK3.9/S)
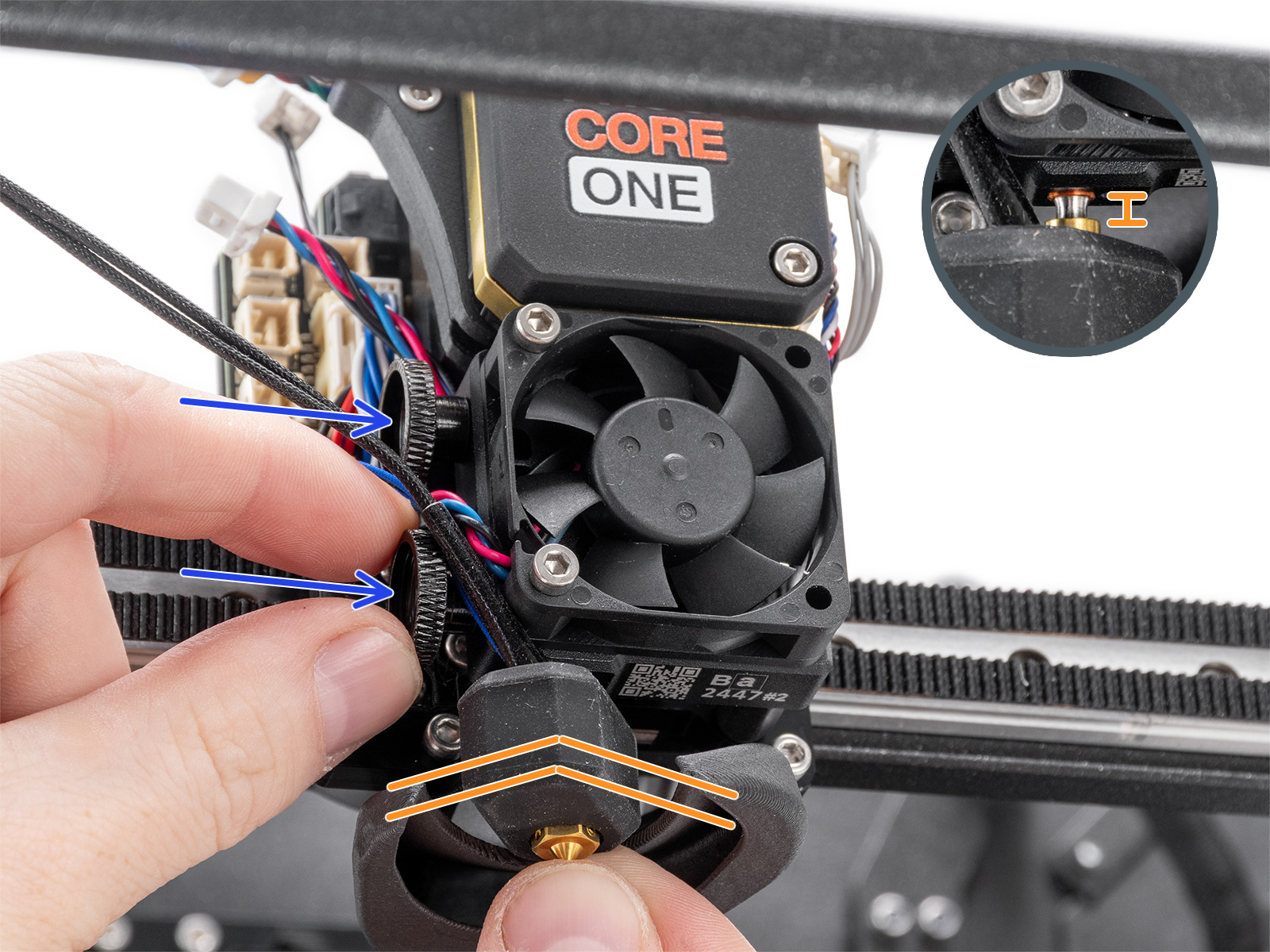
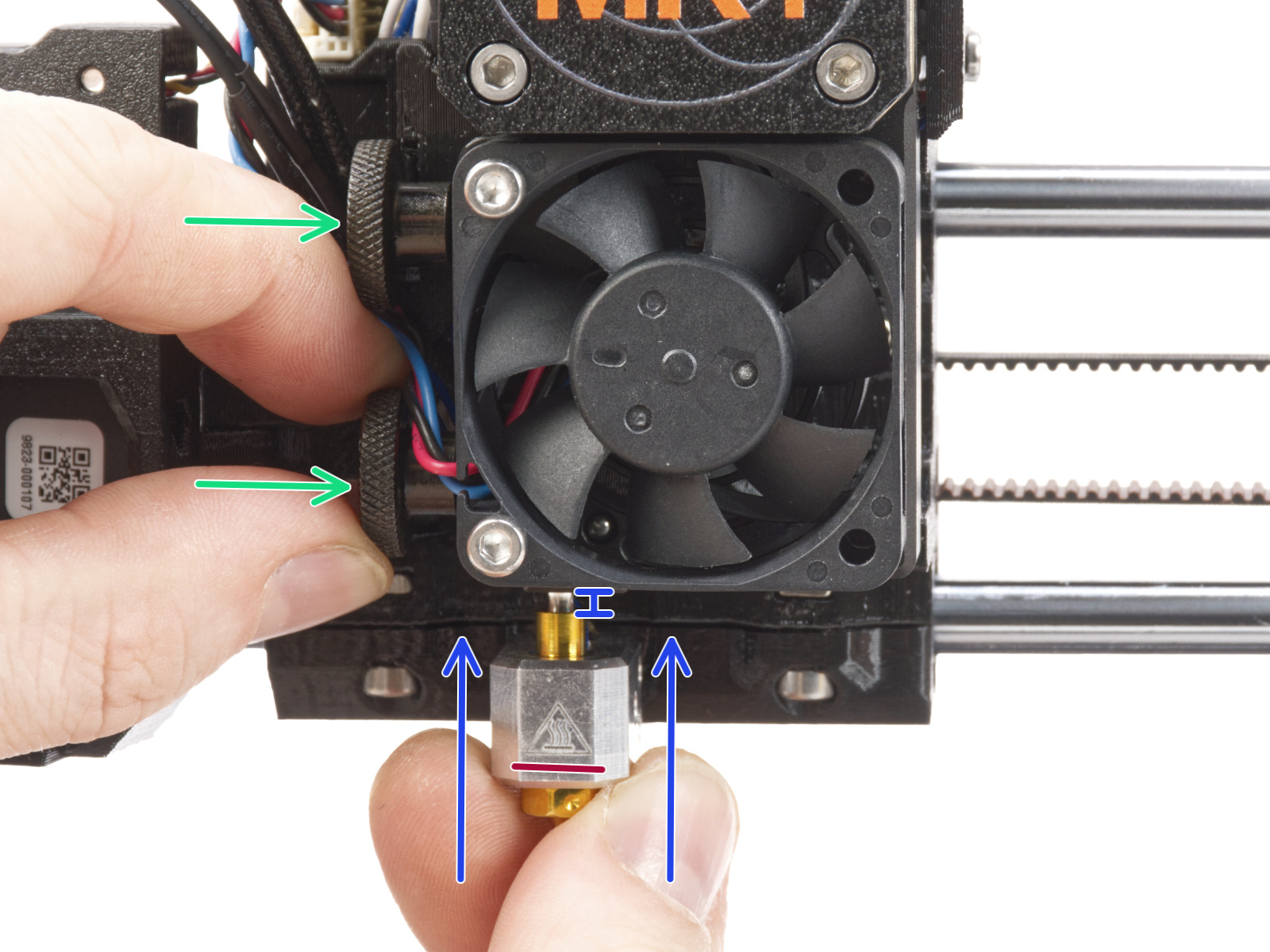
Tryska na Nextruderu musí být ve správné výšce. Pokud si nejste jisti, zda je výška správná, povolte šrouby na boku heatbreaku a zatlačte trysku nahoru. Šrouby utáhněte pouze rukou, nepoužívejte žádné nástroje.
Pokud máte adaptér trysky, znovu zkontrolujte instalaci, abyste se ujistili, že se tryska po instalaci tohoto adaptéru nesnížila.
 Prusa CORE One
Prusa CORE One
 |  |
| Original Prusa MK4S, MK3.9S | Original Prusa MK4, MK3.9 |
Stav trysky (XL)
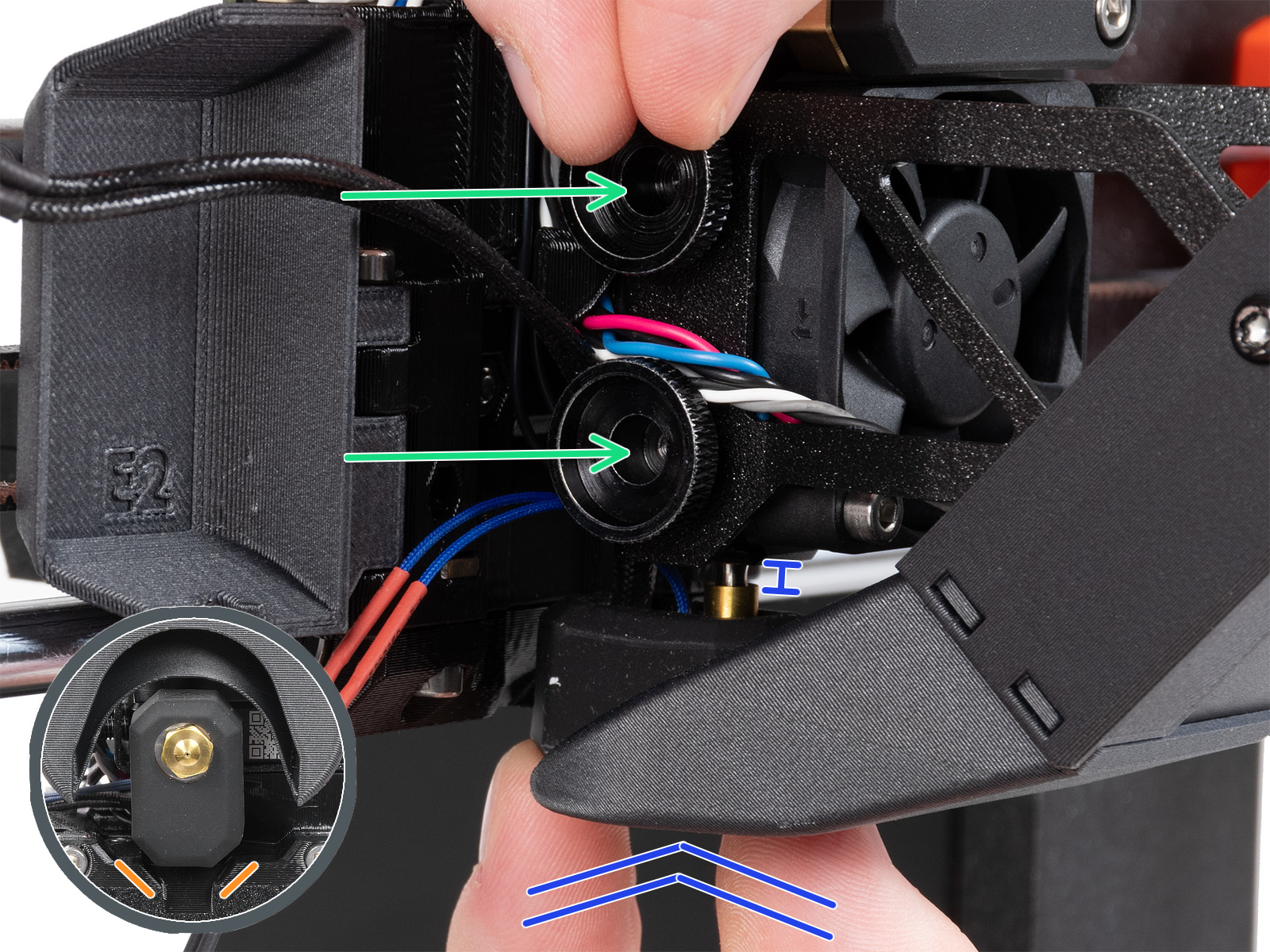
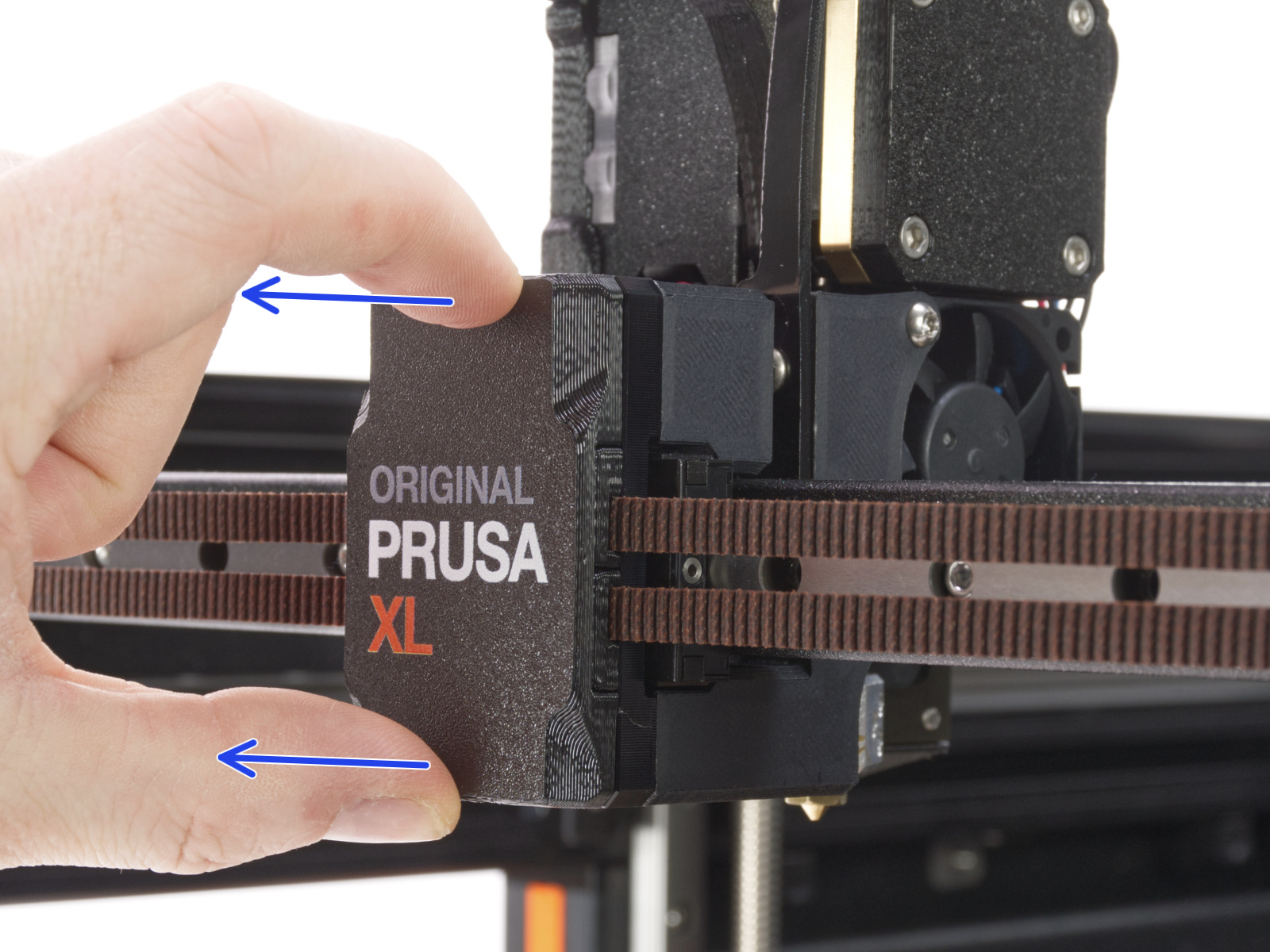
Na XL s jednou nástrojovou hlavou přidržte po sundání dílu x-carraige cover topné těleso (ujistěte se, že tryska není horká!) a pomocí klíče Torx TX8, jak je znázorněno na obrázku, utáhněte stavěcí šroub. Při utahování nepoužívejte nadměrnou sílu, mohlo by dojít k poškození heatendu. Tryska musí být přibližně pod úhlem 35°-40°, aby nedošlo k poškození kabelů heatendu.
 | 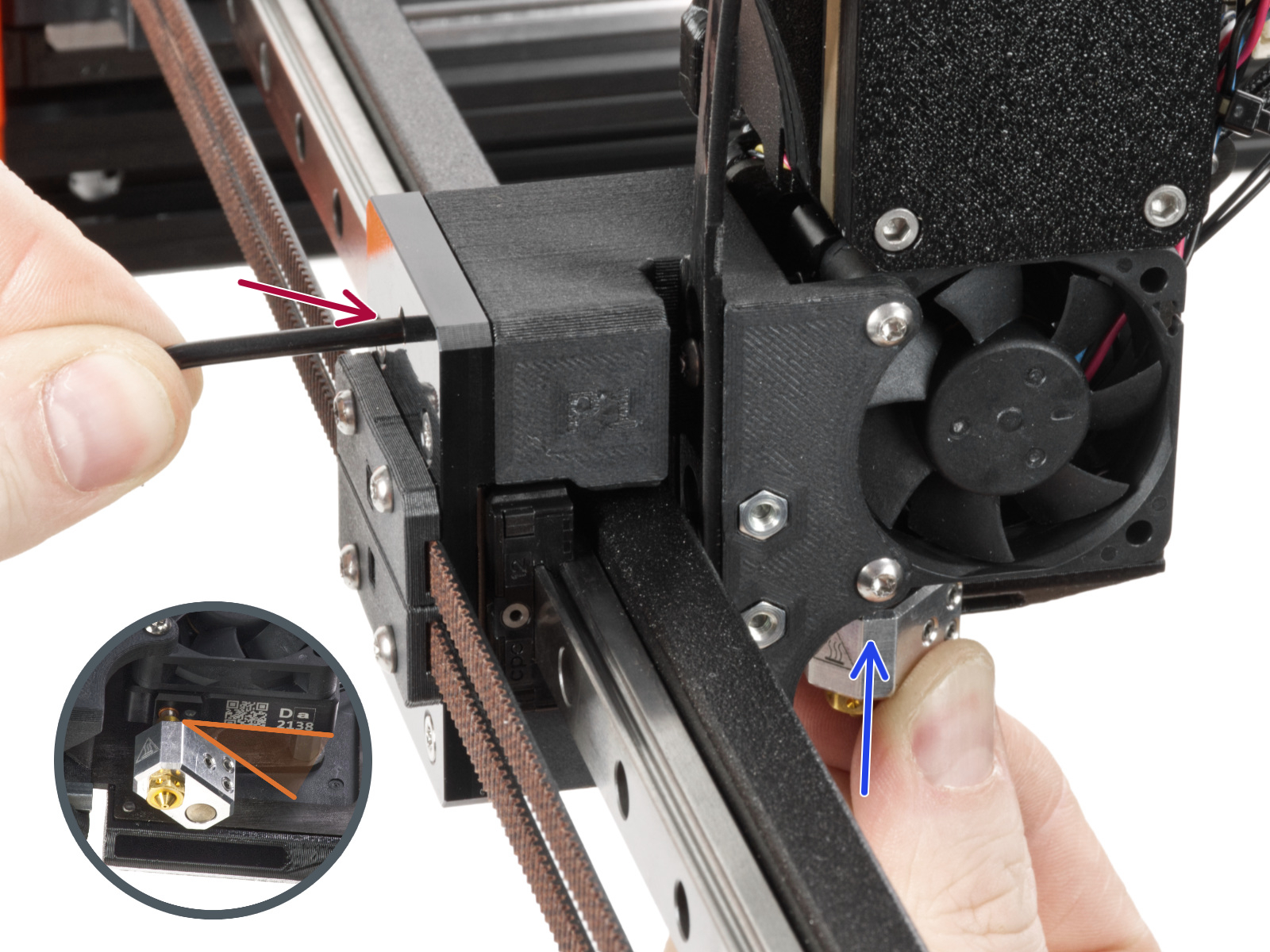 |
Na XL se dvěma či pěti nástrojovými hlavami najděte tu, jejíž trysku je notné zkontrolovat, a zaparkujte ji. Přidržte topné těleso (ujistěte se, že tryska není horká!) a pomocí klíče Torx TX8 v části zobrazené na obrázku utáhněte stavěcí šroub. Neutahujte silou, mohli byste poškodit trubici hotendu. Tryska musí být přibližně pod úhlem 35°-40°, aby nedošlo k poškození kabelů hotendu.

Kontrola LoadCellu (CORE One, MK4/S, MK3.9, XL)
Pokud je filament zaveden už ve chvíli, kdy tiskárna provádí vyrovnávání na začátku tisku, zkontrolujte, zda extruder nestahuje filament dolů povolením cívky s filamentem. Pokud je filament veden pomocí PTFE trubičky, ujistěte se, že trubička není krátká.
Po předchozích kontrolách přejděte v menu tiskárny do Ovládání -> Kalibrace a testy -> Test LoadCellu a proveďte jej dle pokynů na obrazovce.
Mechanické kontroly (XL)
Core XY
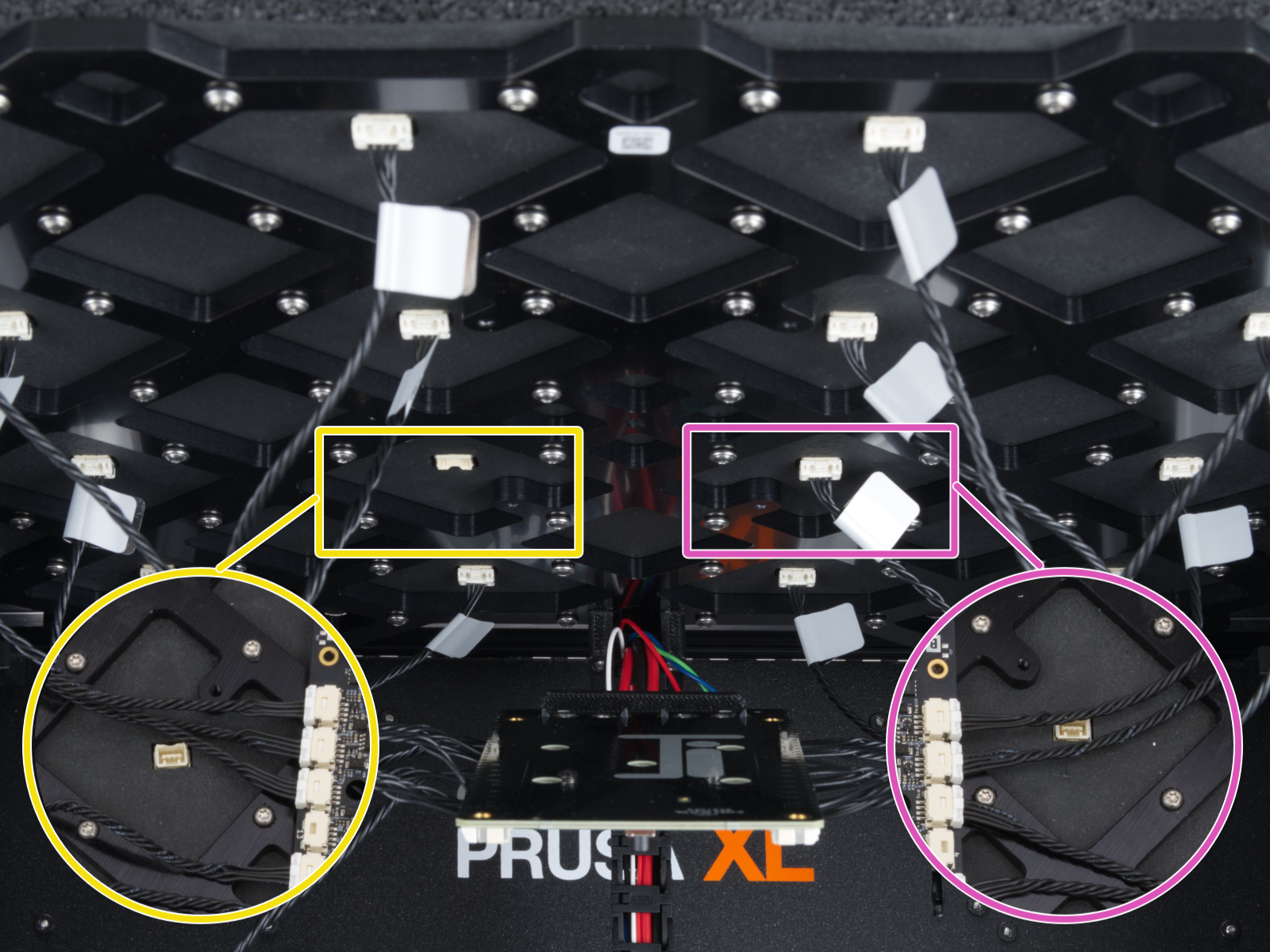
Pokud na tiskárně Original Prusa XL pozorujete, že je jedna část první vrstvy vyšší než ostatní, zkontrolujte rám tiskárny a ujistěte se, že jsou šrouby spojující jádro se čtyřmi nosníky pevně dotažené. Také použijte indikátor utažení šroubů, který si můžete vytisknout ze záložky XL Printable Parts na Printables, konkrétně ve složce Others.
 |  |
Dlaždice vyhřívané podložky
Zkontrolujte, zda jsou všechny šrouby pod dlaždicemi vyhřívané podložky pevně dotažené. Můžete se podívat do průvodce výměnou dlaždic vyhřívané podložky, kde najdete postup pro přístup k dílům a jejich kontrolu.
 |  |
| Dlaždice kromě 4., 5., 12. a 13. lze zkontrolovat bez rozebrání. | Pro dlaždice 4, 5, 12 a 13 je nutné odstranit modulární desku podložky nebo její kryt, abyste se dostali ke šroubům. |
Pouzdro ložiska osy Z
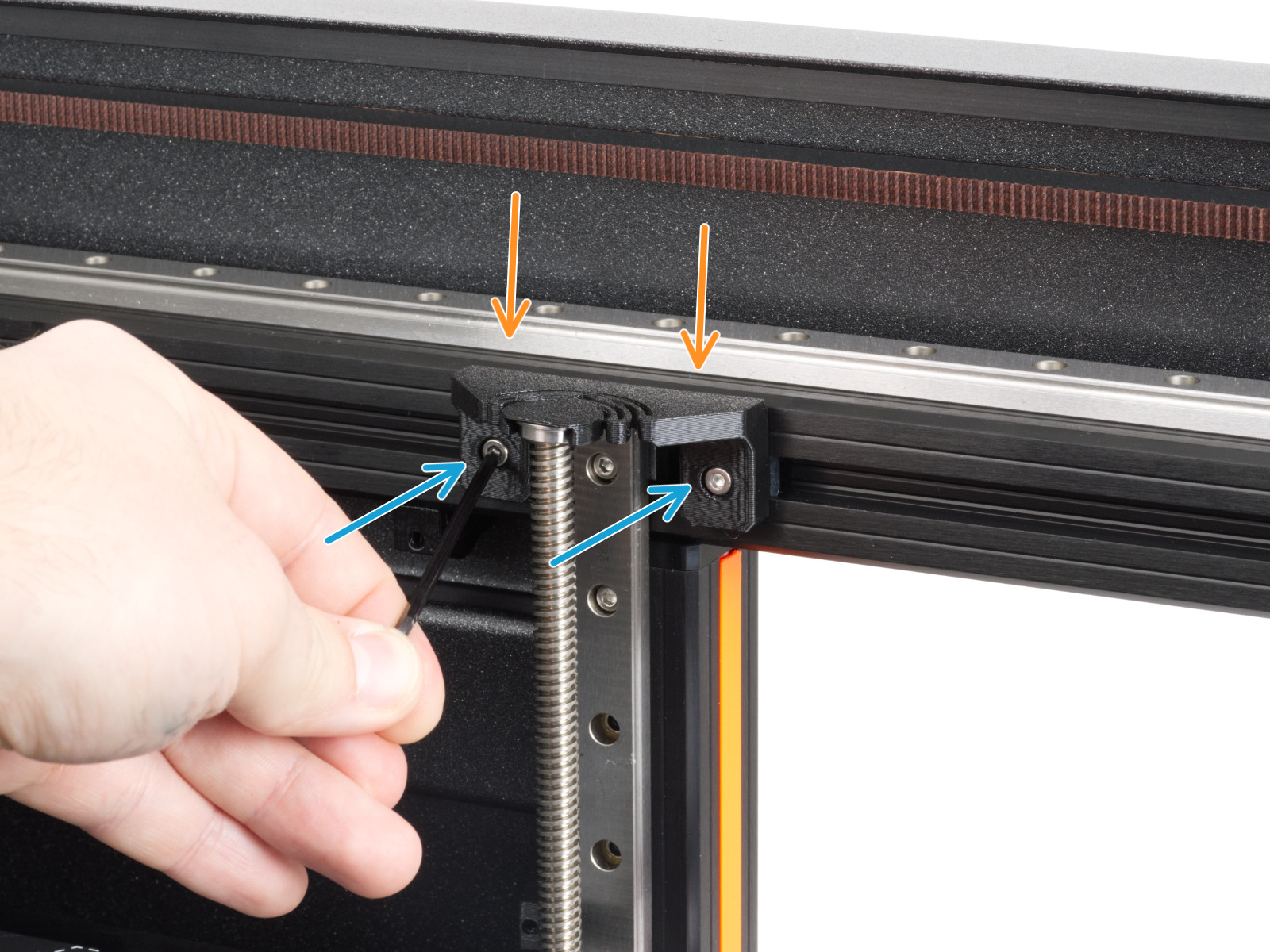
Pouzdra pro ložiska osy Z jsou koncovým dorazem této osy. Je důležité ponechat malou vůli mezi pouzdry osy Z a rámem vyhřívané podložky, když je tiskárna v horní poloze.
Tímto způsobem, během automatické kalibrace podložky a automatického homingu, může dojít k ideálnímu drobnému kontaktu mezi tryskou a tiskovou podložkou.
Příliš malá vůle může způsobit Chybu čištění trysky. V takovém případě, abyste dosáhli ideální vůle, mírně povolte šrouby držící pouzdra ložisek na místě.
Pokud se varovná zpráva stále zobrazuje, znovu mírně povolte zmíněné šrouby, přičemž nezapomeňte, že stále držíte pouzdra ložisek Z osy musí být pevně utažené a držet na místě.
Jakmile najdete ideální utažení šroubů, které bude vyhovovat a drží pouzdra ložisek na Z ose na místě, ponechte tuto změnu trvalou.
12 komentářů
Měl bych dotaz, jak posunou místo pro čištění trysky před každým tiskem. Výchozí místo začíná být nerovné. Mam tiskárnu MK4S
chtěl jsem se zeptat. Jak je to prosím u MK4s a první vrstvou. Měsíc zpet sestra koupila použitou tisrkánu. Má natištěno zhruba 650m filamentu. Tiskne to první vrstvu moc krásně. Takže super.
Jenže jsem nenašel nikde návod jak v případě že změním podložku a nebo se něco stane, třeba vyměním trysku za jinou. Tak jak udělám kalibraci první vrstvy? A nebo to je tak že MK4s už není potřeba nastavovat osu "Z" ? = tisk první vrstvy bude vždy nádherný...? Zkoušel jsem včera po prvné nějaké první testovací nízké výtisky typu klíčenka, a záložky do knížek a první vrstva byla fakt parádní. Jak na originál PEI plátu, tak i na zrnitém. Tak nevím :-)
Dobrý den. Tiskárna MK4S má automatickou kalibraci první vrstvy a díky loadcell senzoru bude první vrstva vždy skvělá ať už použijete jakýkoliv tiskový plát. Můžete k tomuto tématu kouknout i na naše video kde zkoušíme tisknout i na nejrůznější materiály: https://www.youtube.com/watch?v=zx1mGmPVU3U
Ať dělám co dělám. Tak se mi pořád odlepujou rohy při tisku PLA na hladkou PEI (Prusa MK4).
https://drive.google.com/file/d/1PBp0RUsoISR2pJNgfmLUdolg1kaWgtA2/view?usp=sharing
Odmaštěno Jarem a před každým tiskem ješte IPA...
Na PE podložce s 3DLac to drží bezva.
Nějaké doporučení
PS: Po tisku, v místech kde výtisk drží se po odloupnutí vytvoří na podložce jakoby bubliny (jako odlepená PEI vrstva od podložky).
Dobrý den. Podle fotky nemáte dostatečně zasunutou trysku do heatsinku. Heaterblock lehce přesahuje spodek tiskového ventilátoru. Měl by být zároveň, nebo lehce nad. Povolte ruční šrouby na straně, dotlačte sestavu trysky s heaterblockem nahoru co to jde - a v této poloze znova utáhněte boční šrouby.
Kroucení výtisku (odlepující se rohy) u PLA jsou všeobecně způsobeny nedostatečným chlazením tisku, případně zamaštěnou podložkou, či nevhodným nastavením teplot. Některé materiály vyžadují lehce odlišné teploty. Ideální teploty se mohou lišit i u stejného typu materiálu od jiných výrobců, či dokonce u stejného materiálu v jiné barvě. Lehce vyšší teploty mohou pomoci lépe udržet tisk na podložce. Drobné promáčkliny a bubliny v PEI podložce po tisku jsou normální a po nějaké době zas samy zmizí.
Tryska víc zasunout nejde, je na doraz ale heatblock přesahuje spodek ofuku o cca 1-1,5mm.
https://drive.google.com/file/d/1PabN-Purpwm4se6BxKptrX-vVgYly-Eq/view?usp=drive_link
Zkusím spustit tisk s jinou barvou a uvidí se.
Dobrý den. Tryska musí jít zasunout ještě o kousek více. Měděný váleček na heatbreaku musí být celý plně zasunut do heatsinku. Ještě to, prosím, zkuste. Tiskárna jinak nebude fungovat na 100%. Možná se tryska opírá uvnitř extruderu o tisknutelný díl Main-plate, případně Idler. Zkuste otevřít dvířka idleru a kouknout i tam.
https://drive.google.com/drive/folders/1ALSomucePiqxGI_iyVVu3K6CIj0I00CK?usp=sharing
Dobrý den. V tom případě se omlouvám a děkuji za kontrolu. Pravděpodobně se jedná o souhru nějakých výrobních tolerancí. Na tiskárnách, se kterými jsem to porovnával, je heaterblock zároveň se spodní plochou fan-shroudu, ale většina dílů v prodávaných tiskárnách již prošla několika revizemi...
Alespon jsem si nacvičil výměnu trysky :-)
Jinak jsem zkusil tisk z PLA od jiného výrobce a výtisk vypadá líp. Asi se bude chtít pohrát s teplotami..