Linear Advance (LA) is a technology that predicts the pressure build-up in the extruder when printing at higher speeds. The firmware of the printer uses that prediction to decrease the amount of filament extruded just before stopping and decelerating, which prevents blobs or artifacts at the sharp corners. What is referred to as 'K-values' are the parameters determining how much Linear Advance affects the print.
With firmware 3.9.0, we introduced Linear Advance 1.5 for the Original Prusa MK3S, MK3, MK2.5S, and MK2.5, which was further improved upon with FW 3.9.1, addressing print artifacts found in specific scenarios and geometries. Linear Advance 1.5 is also backward compatible with version 1.0. In case you have a G-code with Linear Advance 1.0, the printer will analyze the code and convert the values automatically.
Configuration
These values are part of our PrusaSlicer configurations and filament presets. No need to adjust if you are using these. However, if you are using filaments not present or wish to play around with the presets, we have developed a K-factor calibration print together with the community, to find the perfect K-values for your material and printing temperatures. These are based on the various quality and layer height presets found in PrusaSlicer.
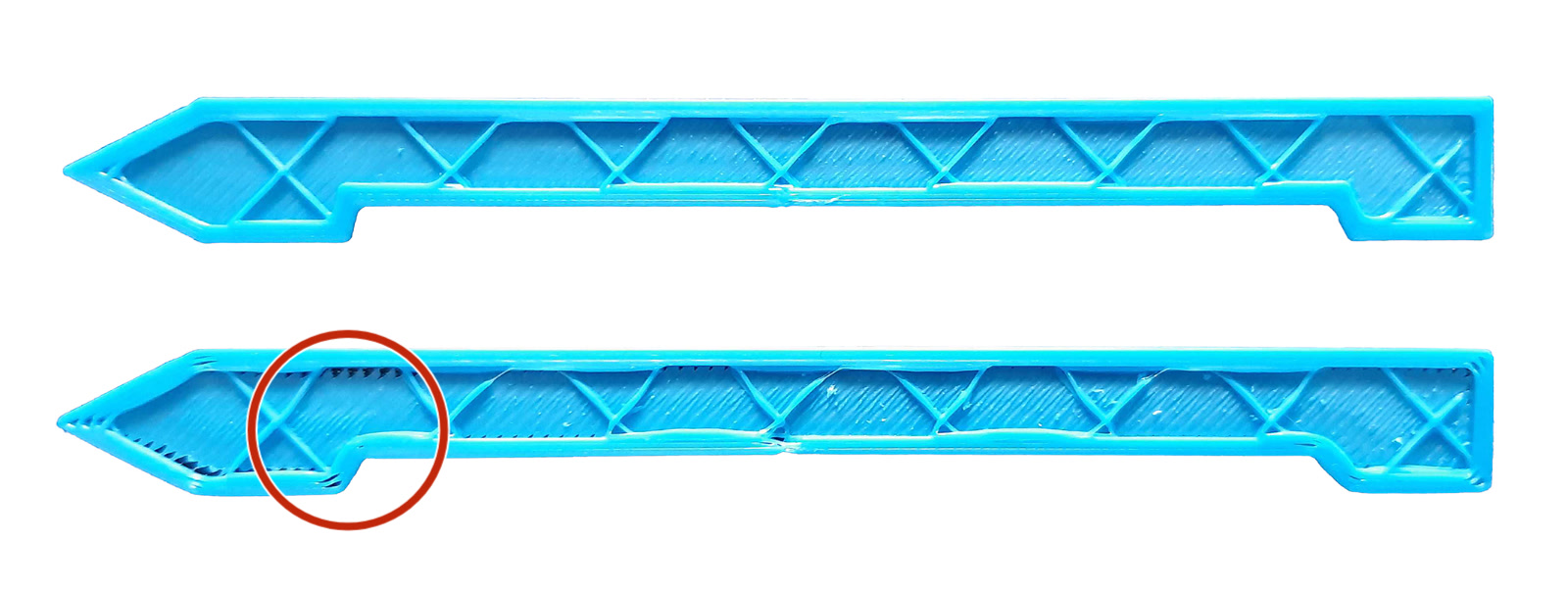
It will print a series of lines with different K-values affecting the speed and flow across the accelerated distance. The examples below show how the lines are affected by their K-value. The first and last 25 mm are printed slowly, and between the marked locations (red squares) 100mm is printed fast. Look closely at the transition from slow to fast and fast to slow. You see the line can be irregular to broken entirely when the value is not optimal, most visible on the top lines (red squares), but present on all except those with the optimal K-factor. You also see big differences between different materials and how much difference it can make to have this dialed in.
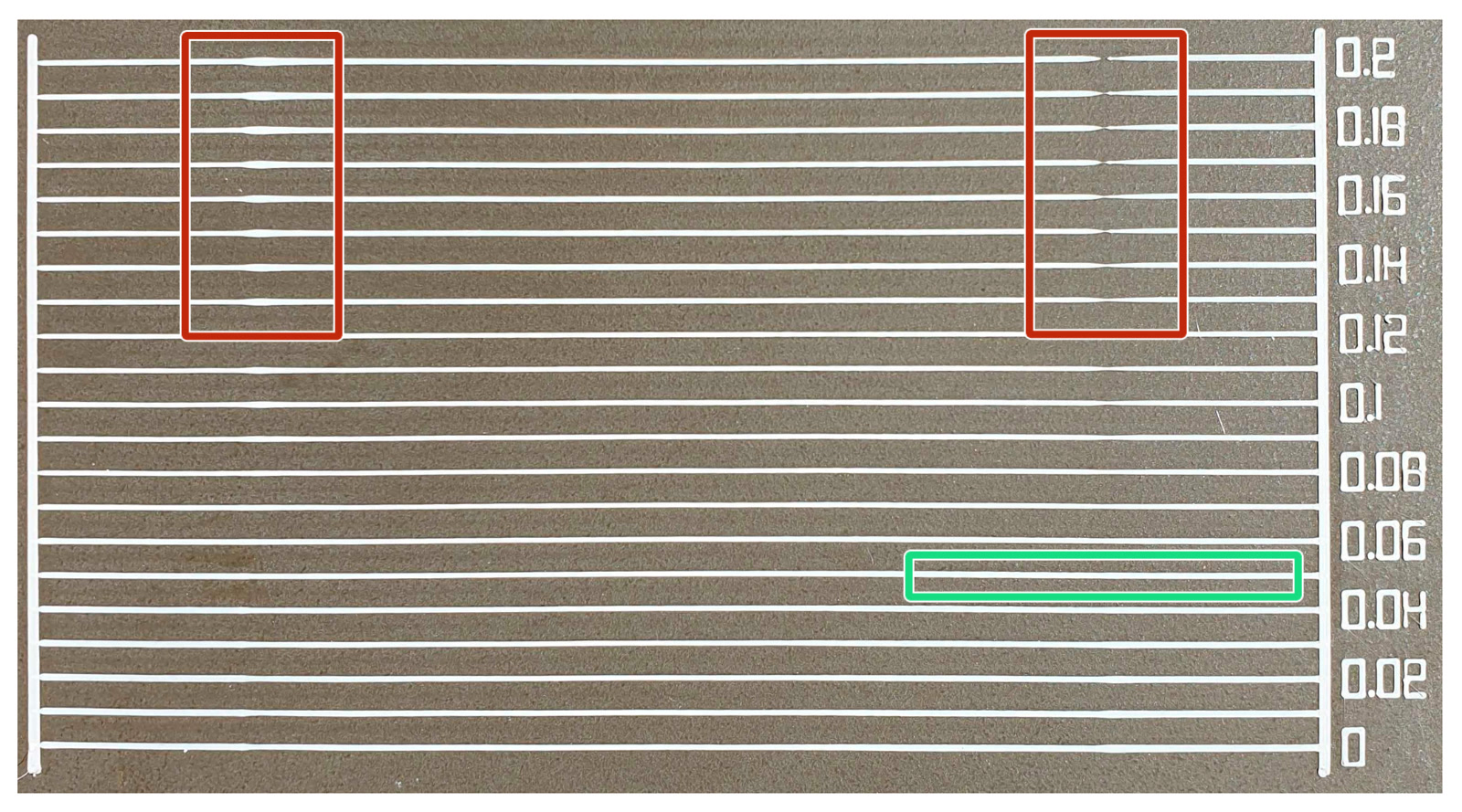
Calibration G-code printed with PLA at 215 °C. Most consistent line achieved with K-value 0.05 (green square).
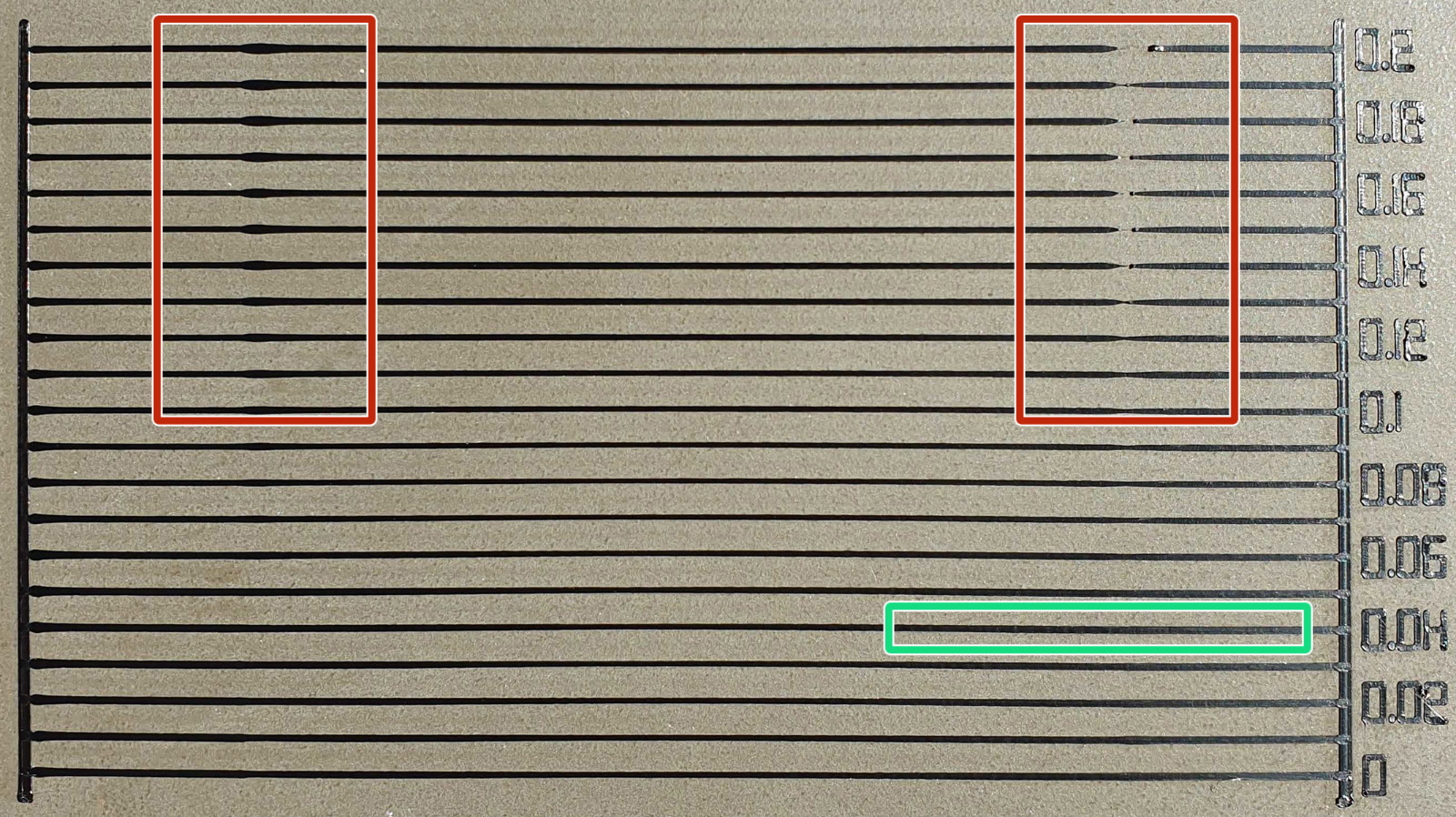
Calibration G-code printed with ABS at 255 °C. Most consistent line achieved with K-value 0.04 (green square).
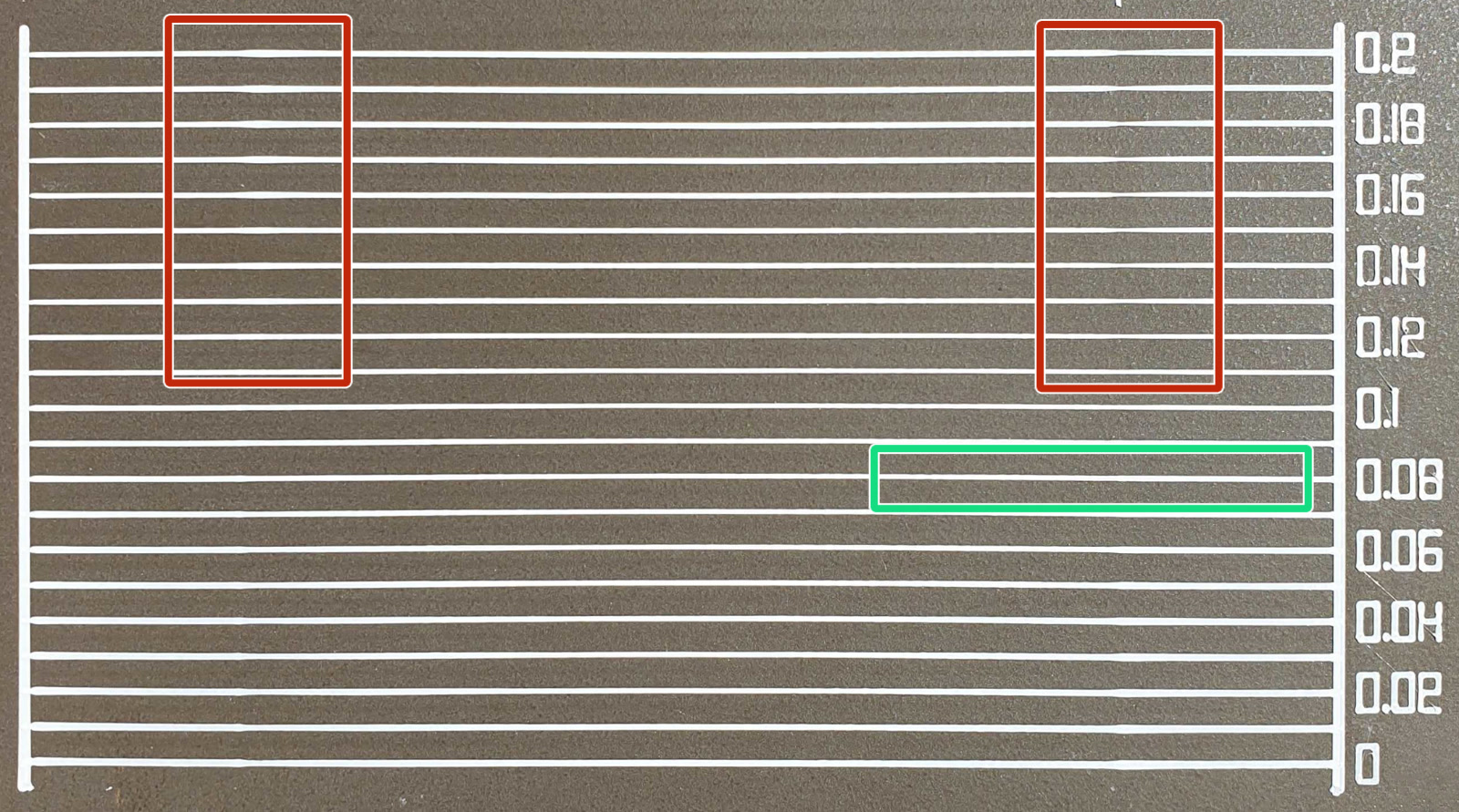
Calibration G-code printed with PETG at 240 °C. Most consistent line achieved with K-value 0.08 (green square).
Download calibration G-code
You can download the K-factor calibration G-code from our print depository or directly from the table below. These are for a 0.4 mm brass nozzle. Load the correct filament type for the G-code and start the print as any other.
| Material | Layer height | Fastest speed | PrusaSlicer profile | ||
|---|---|---|---|
| 0.2mm | 45mm/s QUALITY | 0.2mm | 60mm/s SPEED | 0.3mm | 50mm/s DRAFT | |
| PLA | Download | Download | Download |
| PETG | Download | Download | Download |
| ASA | Download | Download | Download |
| PC | Download | Download | Download |
| NYLON | Download | Download | Download |
| ABS | Download | Download | Download |
| HIPS | Download | Download | Download |
These files have pre-set temperatures (e.g., PLA 215°C). If your filament requires a different temperature, it is necessary to edit the G-code manually.
To do so, open the G-Code in a text editor. Inside the text editor, use the find function (e.g., CTLR+F) to find the block of commands, similar to the one shown in the example below, that starts with M104. The example below is taken from a pre-set PLA G-code.
Where needed, change the "S" values, which represent the temperature in Celsius:
| M104 S215 ; Set nozzle temperature (no wait) M140 S60 ; set bed temp M190 S60 ; wait for bed temp M109 S215 ; Wait for nozzle temp |
Optimal K-values and how to adjust
The optimal values we found in our testing are listed in the tables below. These can be implemented into any slicer. Please note that different brands and colors of the same material may require a slightly different K value when printing at extreme speeds, however, our presets should be fine with all of them.
0.4 mm nozzle
| PLA | 0.05 |
| PETG | 0.08 |
| CPE | 0.07 |
| PC Blend | 0.07 |
| ASA/ABS | 0.04 |
| HIPS | 0.04 (some brands may need a higher K-value) |
| Nylon Taulman | 0.08 |
| Nylon FX256 | 0.1 |
0.6 mm nozzle
| PLA | 0.04 |
| PETG | 0.04 - 0.05 |
| PC Blend | 0.04 |
| ASA/ABS | 0.02 - 0.03 |
| HIPS | 0.03 (some brands may need a higher K-value) |
PrusaSlicer
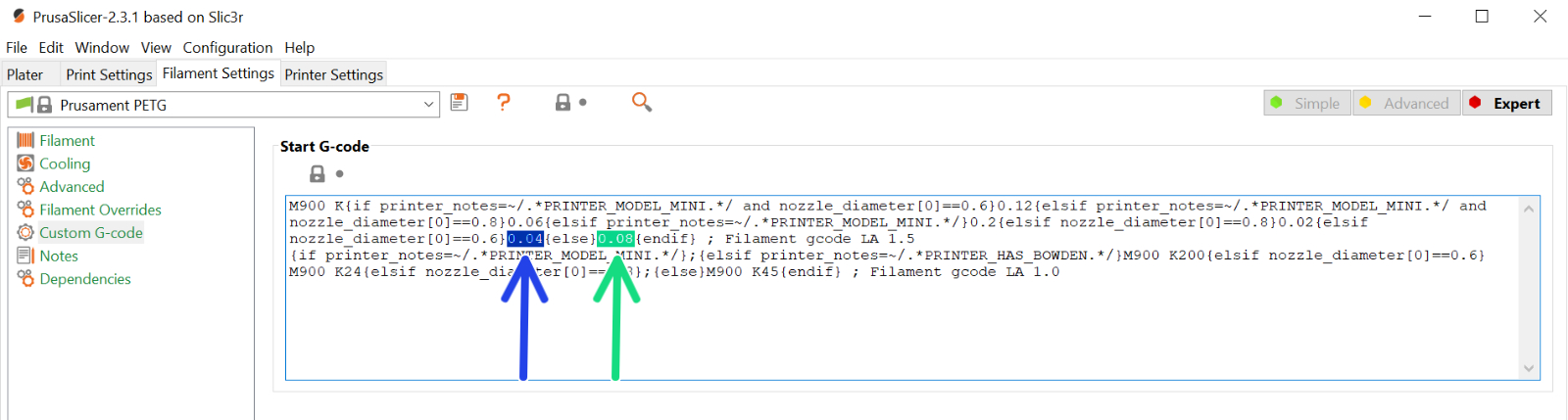
As mentioned, the K-values for all filaments are already implemented into PrusaSlicer's presets. If you need to adjust these settings due to some exotic filament or a specific application, the K-value is set in the custom G-code section in the Filament Settings tab, NOT under the printer-specific custom G-code.
- The blue arrow and box show the number to change for a 0.6 mm nozzle.
- The green arrow and box show the number to change for a 0.4mm nozzle.
Other slicers
If you are using a different slicer than our PrusaSlicer, you must manually change the settings in the G-code script of your slicer.
Simplify3D, Cura, etc. users just need to add “M900 Kxx” into the starting G-code script. Keep in mind you need to manually change that for different filament materials. Only PrusaSlicer has a custom G-code for each filament preset and therefore the K value is changed automatically. Set the desired speed and print something (large enough for speed to show up). If sharp corners have blobs, increase the K value. If you see missing filament, decrease the K value.
33 comments
https://www.printables.com/model/641490-prusa-slicer-pressure-advance-test
Hi! Original Prusa XL uses Pressure Advance instead of Linear Advance feature.
If you wish to calibrate Pressure Advance, for example to use an exotic type of filament, you might want to have a look at this page:
https://garethky.github.io/PrusaSlicerPressureAdvanceCalibration/
thank you for the link. Helped me a lot to adjust my XL. It would be great to have this tool integrated in the slicer software.
The settings for PLA (M572) in Slicer 2.8.1 had to be adjusted for better results with my printer.
For 0,4 mm nozzle: 0,045 (old value: 0,036)
For 0,6 mm HF nozzle: 0,03 (old value: 0,02)
In the Amazon About this item, it says "【Printing Settings】 - Nozzle: 210˚C, Bed: 50˚C, Speed: 60 mm/s. Selected diameter: PolyTerra PLA filament 1.75mm Brown ( PLA filament Chocolate Brown )"
So I used 215˚C for the First Layer and Other Layers 210˚C. For the bed I used 50˚C
1. Do you think read the Amazon Item text correctly with 1st 215˚C and the other 210˚C?
2. I don't see a first lay and other layer in the K-factor calibration G-code
So for my test of PolyTerra PLA I should change these lines in the K-factor calibration G-code to
; Nozzle Temperature = 210 °C
M104 S210 ; Set nozzle temperature
M104 S210 ; Set nozzle temperature
And
; Bed Temperature = 50 °C
M140 S60 ; set bed temp
M190 S60 ; wait for bed temp
While I'm here. Anyone who used "Polymaker Matte PLA Filament" that has some suggested setting? I have a stock MK3S+, and I'm using 0.2mm QUALITY