Prusa FFF プリンタには真鍮ノズルが装備されています。この記事では、プリンタで使用できるノズルに関する主な情報について説明します。
真鍮は熱伝導率に優れており、ほとんどの「日常的な」フィラメントをプリントするのに十分な強度があります。また、製造も容易で手頃なため、多くの 3D プリンタに真鍮ノズルが付属していると考えられます。
標準の 0.4 mm の直径に加えて、0.25 mm、0.6 mm、および 0.8 mm のノズル直径の構成があります。Prusa CHT 真鍮ノズルの場合、0.4 mm、0.6 mm、および 0.8 mm を提供しています。さらに、いつでもプロファイルを作成してカスタマイズできます。細かいディテールを実現するには、0.25 mm ノズルを使用できます。プリント時間が 0.4 mm ノズルと比較して大幅に長くなるため、小型のオブジェクト、数センチメートルのサイズにのみ使用することをお勧めします。対照的に、プリントを高速化したい場合や、ディテールがあまり重要でない場合は、0.6 mm または 0.8 mm ノズルの使用を試すことができます。
| 標準ノズル | プリンタ |
|---|---|
| E3D 0.4 mm | MK2/S, MK2.5/S, MK3/S/+, MK3.5/S |
| E3D 互換真鍮ノズル 0.4 mm | MINI/+ |
| Prusa ノズル 0.4 mm | MK3.9, MK4, XL |
| Prusa ノズル 真鍮 CHT 0.4 mm | MK3.9S, MK4S, XL |
ノズルの交換または交換が必要な場合は、次のガイドを参照してください。
- MK2.5/S, MK3/S/+, MK3.5/S
- MINI/+
- MK4S, MK3.9S
- MK4, MK3.9
- MK4/MK3.9 用ノズルアダプター
- XL シングルツール、XL マルチツール
- XL シングルツール用ノズルアダプター
E3D ノズル
E3D (または E3D 互換) ノズルは、MK3/S/+ プリンターのホットエンド (およびそれ以前のすべての Prusa プリンタ) と MINI/+ ホットエンドに適合します。このノズルは、ホットエンドが加熱されている間に締め付ける必要があります。そうしないと、ノズルとヒートブレークの間に隙間ができ、フィラメントが漏れます。フィラメントは、PTFE チューブを通ってヒートブレークに導かれます。
このノズルは、Prusa Adapter を使用して Nextruder に取り付けることができます。これも、熱いうちに締める必要があります。
 Prusa ノズル 真鍮
Prusa ノズル 真鍮
Prusa ノズルも真鍮製で、先端は E3D スタイルのノズルと同じ内部形状をしています。ただし、このノズルでは、ヒートブレークがノズルに取り付けられているため、ノズルを取り付けるためにホットエンドを加熱する必要はありません。また、フィラメントをノズルに導くための PTFE チューブも必要ありません。

Prusa ノズル 真鍮 CHT
Bondtech CHT (Core Heating Technology) ノズルは、3D プリントの効率を向上させ、従来のノズルの制限、特にフィラメントの流れを克服するように設計されています。内部設計には、ノズル内でフィラメントを 3 つの流れに分割する分割コアが含まれています。その結果、熱にさらされる表面積が指数関数的に増加し、より高速な加熱とフィラメント幅全体のより均一な温度につながります。
この強化された加熱プロセスにより、出力の一貫性と品質を維持しながら、より高いプリント速度が可能になります。ノズルは、熱がより均等かつ迅速に分散されるため、従来のノズルよりも低い温度でも効果的に動作できます。
これは、大きなオブジェクトをプリントしたり、高い融解温度を必要とする材料を使用したりする場合に特に有利です。温度とフィラメントの流れをより適切に制御することで、プリントされたオブジェクトのより細かいディテールとより高品質の表面仕上げにもつながり、複雑なディテールを持つモデルをプリントする場合に役立ちます。

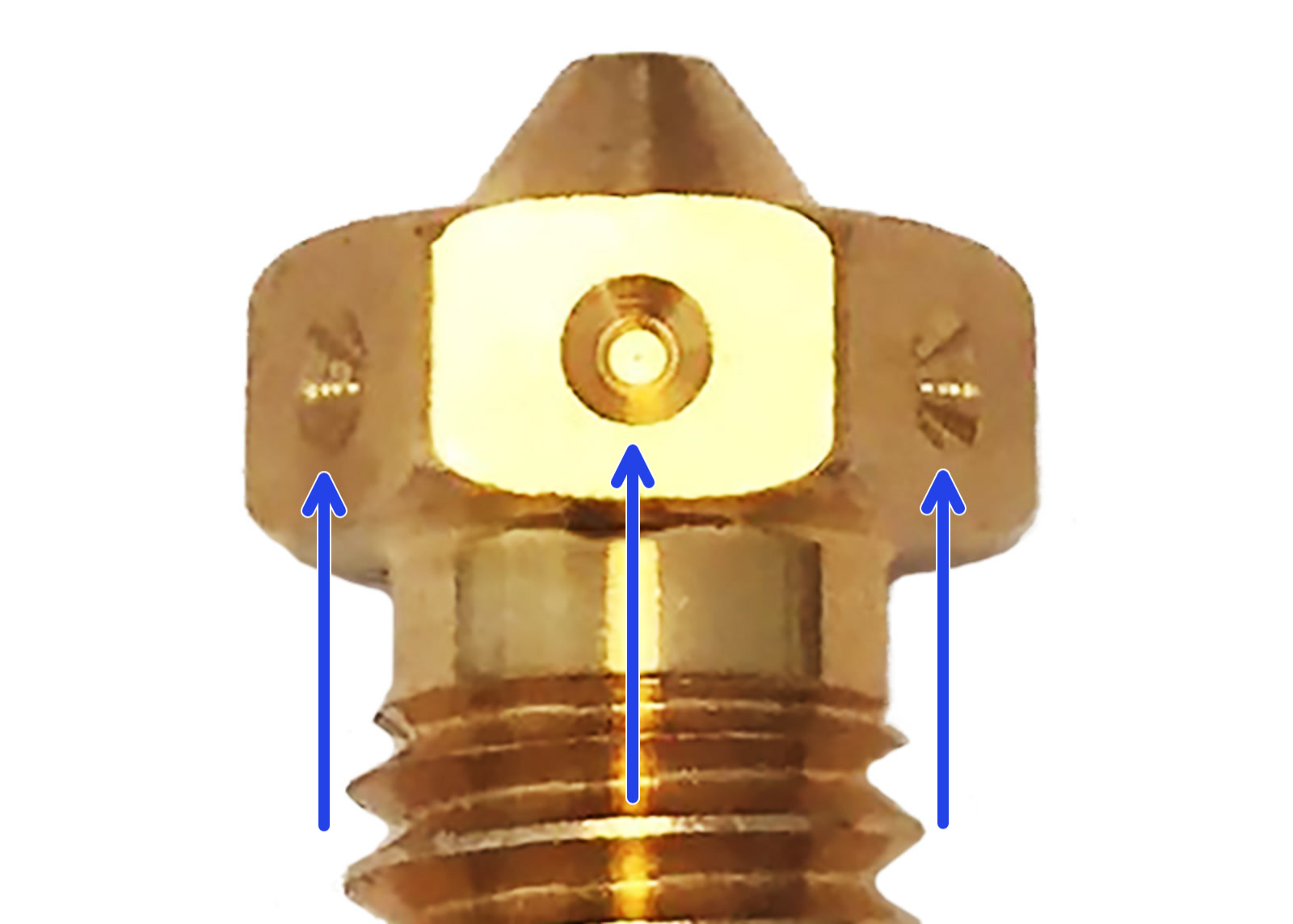
ノズルサイズの識別
ノズルの直径は、ノズルの縁の周りのドットで識別できます。 たとえば、Original Prusa MK3S+ に付属の E3D 0.4 mm ノズルには、3 つのドット (青い矢印) があります。
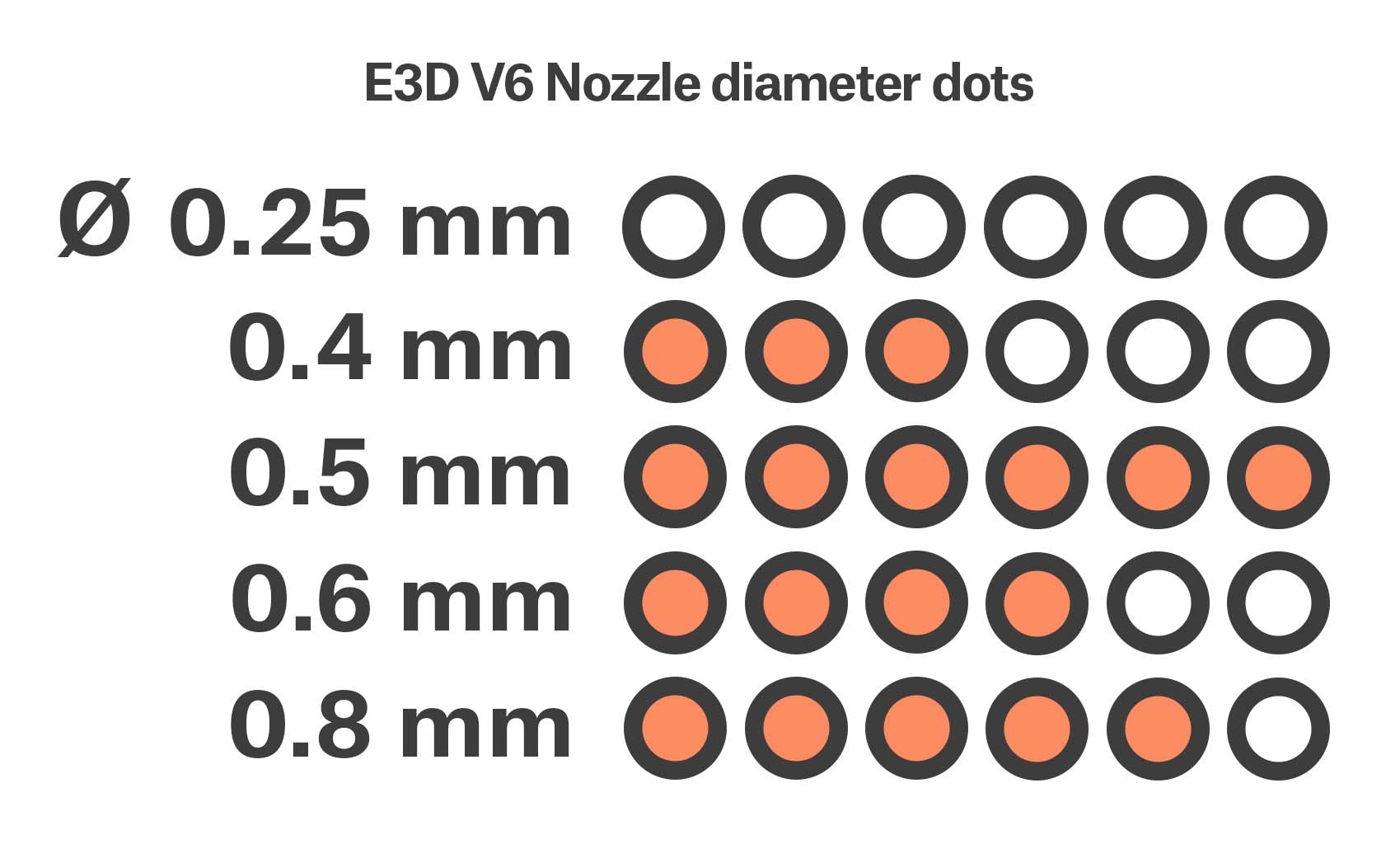
E3D V6 0.25 mm ノズルにはドットがなく、Original Prusa MINI/+ に付属の E3D 互換 0.4 mm ノズルとほぼ同じように見えることに注意してください。
マーキングは、すべての E3D V6 ノズルタイプ (真鍮、硬化、X)、Prusa ノズル、および Prusa ノズル真鍮 CHT に適用されます。他のメーカーのノズルには、同じマーキングがない場合があります。
 |  |
研磨材用ノズル
一部のフィラメントには、研磨性を高める粒子が添加されています。通常の真鍮ノズルは、これらをプリントするとすぐに劣化し、特性を失います。それらをプリントするには、別の材料で作られたノズルを使用する必要があります。
ほとんどの研磨材は、添加剤を含む複合材とプラスチックです。例としては、ColorFabb XT CF20、ColorFabb Bronzefill、ColorFabb SteelFill、および一部の光るフィラメントがあります。フィラメントの要件が不明な場合は、必ずフィラメントベンダーにお問い合わせください。硬化鋼ノズルのわずかな欠点は、ABS などの一部の標準材料を通常のノズルほど速くプリントできないことです。硬化鋼ノズルの熱特性が真鍮ノズルと異なるため、プリントするときにノズル温度を上げる必要がある場合があります。
Prusa ノズル ObXidian
ObXidian ノズルは、研磨材や高温でのプリント用に特別に設計された高品質のノズルです。耐食性コーティングを施した硬化鋼で作られており、卓越した耐久性と長寿命を保証します。
これらのノズルは、炭素繊維などの研磨材を使用したプリントに特に適しており、高温でも硬度を維持するため、優れた性能を発揮し、ノズルの寿命を延ばします。

E3D 製の硬化鋼ノズル
英国に拠点を置く E3D は、Original Prusa i3 プリンター用のホットエンドを供給しており、アップグレードとアドオンのエコシステム全体を持っています。硬化鋼ノズルを含め、その一部をサポートしています。

E3D 製の Nozzle X
Nozzle X は、硬化鋼ノズルの熱的制限と、メッキされた銅または真鍮ノズルの低い耐摩耗性に対処するように設計されたノズルです。WS2 (ポリフォビックコーティング) でコーティングされており、ノズルの内側に付着するプラスチックの量を減らします。このため、Nozzle X は、硬化鋼または銅ノズルと同じ方法でメンテナンスしないでください。
ガラス、ケブラー、または炭素強化材などの研磨性フィラーで使用できますが、炭化ホウ素、ホウ素、窒化ホウ素、タングステン、または炭化タングステンなどのより研磨性の高いフィラーはサポートしていません。

推奨されるクリーニング方法:
- 外部用には、非研磨性の布/ぼろきれ。
- 内部用には、クリーニングフィラメント。
推奨されないクリーニング方法:
- 鍼治療針または真鍮ブラシは、コーティングを損傷する可能性があります。
- コールドプル。WS2 コーティングを剥がす可能性があります。
The Olsson Ruby nozzle
硬化スチールノズルと同様に、The Olsson Rubyは非常に研磨性の高い材料をプリントするように設計されています。 ほとんどが真鍮でできているため、標準の真鍮ノズルの優れた熱伝導性とスループットを維持していますが、先端には非常に硬い宝石が使用されています。 ルビーの宝石は耐摩耗性が高いですが、脆くもあります。 Live Z adjustの値が正しく設定されていない場合、またはPINDAセンサーが正しい距離に設定されておらず、ノズルが取り外し可能なスチールシートに当たると、ノズルが破損する可能性があります。 取り付けについては、official 3DVERKSTAN instructionsを参照してください。取り付けは少し複雑です。
その他のノズル径
...
すでに述べたものとは異なる直径のノズルを使用する場合は、PrusaSlicerでプロファイルをを手動で作成する必要があります。 標準の0.4 mmノズルから始めて、プリンター設定でノズル径と押し出し幅(パーセント単位)を変更する必要があります。 最大レイヤー高さは常にノズル径の約80%であることを念頭に置いてください。 詳細については、Creating profiles for different nozzlesを参照してください。
0.1 mmノズルは実験的なものと見なすことができます。 その小さい直径はすべてのフィラメントで機能するわけではなく、製造に必要な公差を保証することは難しく、必要な過度のプリント時間は妥当性を超える可能性があります。 これらの微細な解像度については、SLA printingを検討することをお勧めします。
PrusaSlicerの設定
...
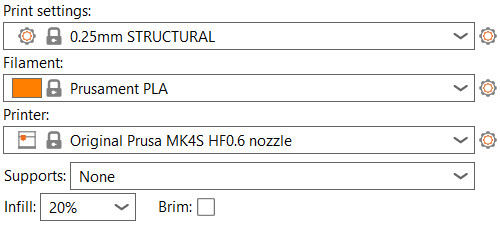
PrusaSlicerでプリセット設定を調整するには、メニュー -> 設定 -> 設定ウィザード -> Prusa Researchに移動し、お持ちのプリンターモデルと現在使用しているノズル径(紫色の四角)を選択します。

プリセットが混乱しないように、他のすべてのモデルとノズル径のチェックを外します。 ウィザードを再度実行して、設定を変更することもできます。 プリンターで異なるノズルサイズを設定するには、HW setup (MK2.5/S & MK3/S/+)を参照してください。
MINI/+, MK4/S, XLでは、メニュー -> 設定 -> ハードウェアに移動します。
...
標準の0.4ノズルのプリセットを除き、他のすべてのノズル構成では、プロファイルの名前に直径が記載されます。 プロファイルの名前に「0.25 nozzle」、「0.6 nozzle」、または「0.8 nozzle」という単語がない場合(緑色の四角)、プリセットは0.4 mmノズル用です。
他のノズルの初回レイヤーキャリブレーション
...
ファームウェア3.13.0以降、First Layer calibrationは複数のノズルサイズで機能します。 ノズルサイズは、設定 -> HW setup -> Nozzle d. [0.25|0.40|0.60|0.80]で変更できます。 0.4 mmノズルがデフォルトです。
...
Live Adjust Z値のリセット:
- Original Prusa MK3S+/MK3S/MK2.5S - LCDメニュー -> 設定 -> Live Adjust ZからLive Adjust Z値をリセットし、値がゼロになるまでセレクターノブを時計回りにスクロールします。
- Original Prusa MINI - LCDメニュー -> キャリブレーション -> Live Adjust ZからLive Adjust Z値をリセットし、値がゼロになるまでセレクターノブを時計回りにスクロールします。
- Original Prusa MK4, XL - これらのモデルにはロードセルが搭載されています。 Live Adjust Z値が設定されている場合、これは次回のプリントが完了すると自動的にリセットされます。
...
この後、Gコードを開始し、プリント中に「Adjust Live Z」を調整します。
- 押し出しが開始されたらノブを押し、「Adjust Live Z」を探します。
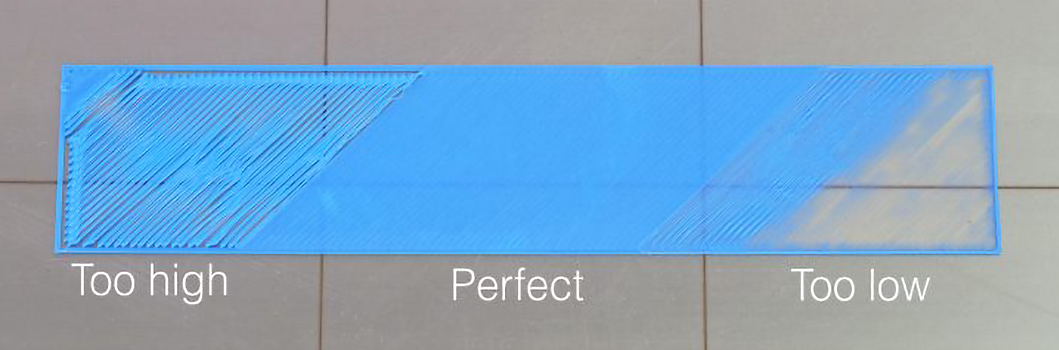
- 選択し、線が平らになるまでノブを時計回りに回しますが、押しつぶさないでください。上部が滑らかである必要があります。 上部の塗りつぶしがしっかりしている場合は、線間に隙間がなく(遠すぎる)、線間に隆起がない(近すぎる)ことを確認してください。 例については、First Layer Calibration (i3)または1層目のキャリブレーション(MINI/MINI+)を参照してください。
- セレクターノブをもう一度押して、値を保存します。
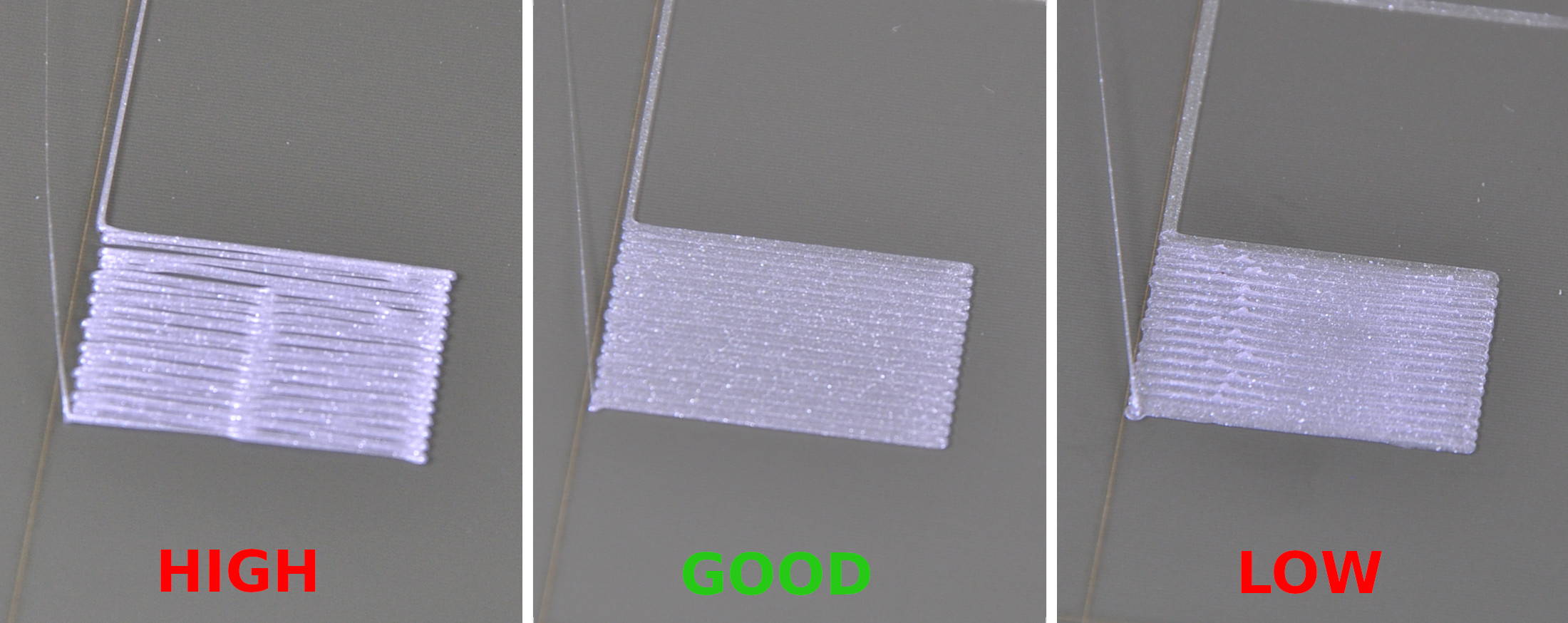
画像は0.4 mmノズルの最初のレイヤーを示しています。 線は、示されている幅のほぼ半分になる可能性があります。
その他の考慮事項
より小さい直径(〜0.25 mm)
...
ほとんどすべてのComposite materialは問題外です。 含まれている粒子は、ノズルをすぐに詰まらせたり、破損させたりする可能性があります。 ただし、Prusament Galaxy Silverにあるような、細かいグリッターや同様の「シャイン粒子」を含むフィラメントは問題ないはずです。
Flexible materialsは、押し出しに必要な圧力が高いため、直径の小さいノズルでは問題が発生する可能性があります。 より高い圧力でバックルし、フィラメントプーリーの周りに絡まる可能性があります。
...
低速 - 精度には時間がかかります。小さなオブジェクトでも24〜100時間のプリント時間を覚悟してください。 通常よりも各線が細くて狭いため、周囲長が増えるだけでなく、精度を高めるためにエクストルーダーの動きも大幅に削減されます。
小さいノズルでプリントする場合、キャリブレーションとベッドレベリングはさらに重要になります。 ノズルを交換したら、プリントを開始する前に、少なくともプリンターのZキャリブレーションを実行してください。
より大きい直径(>0.6 mm)
...
主な欠点は、その解像度です。 厚くて高いレイヤーラインはオブジェクトをより速くプリントしますが、細かいディテールに関しては制限があります。 一方、各ラインにはより多くの固体材料があるため、機能部品はより強力であることが証明される場合があります。
また、ノズル径が大きいため、冷却する固体材料が増え、反りが大きくなる可能性があります。 これは、ABSやPCブレンドなど、プリント中に反りやすい材料では問題になる可能性があります。
............
| ノズルサイズ/材料 | 0.25 mm | 0.4 mm | 0.6/0.8 mm |
| Flexible materials | ✖ | ✔ | ✔ |
| PLA | ✔ | ✔ | ✔ |
| ASA/ABS | ✔ | ✔ | ✔ |
| PETG | ✔ | ✔ | ✔ |
| wood/metal infused | ✖ | ✔ * | ✔ |
| CF/kevlar infused ABS | ✖ | ✔ * | ✔ * |
| PC Blend | ✔ | ✔ | ✔ |
| Nylon | ✔ | ✔ | ✔ |
| PVA/BVOH | ✖ | ✔ | ✔ |
* 硬化ノズル