La tecnica del "cold pull" (tiro a freddo) permette di pulire l'ugello e l'hotend della stampante da qualsiasi materiale che possa essere incastrato o bruciato all'interno. Può essere utilizzata anche per pulire l'hotend durante la consueta routine di manutenzione. A partire dal firmware 6.0.0 su MK4/S e MK3.9/S, e dalla versione firmware 6.1.3 su XL, la stampante eseguirà il processo automaticamente.
Il tiro a freddo deve essere eseguito se l'ugello è intasato solo parzialmente e se è possibile estrudere ancora un po' di filamento. Se l'ugello è completamente intasato, controllare l'articolo sull'hotend intasato per MK4/MK3.9, o per XL.
Dai nostri test è emerso che il PLA è il migliore per il tiro a freddo, poiché altri filamenti non trattengono la punta come invece avviene con il PLA e si strappano o si sciolgono troppo. Tuttavia, esistono filamenti specifici per la pulizia degli hotend.
Cold pull automatico
Quando esegui questa procedura, tieni a disposizione almeno 30 cm di PLA. Su XL multi-tool, seleziona lo strumento desiderato. Vai su Menu LCD -> Controllo -> Scegli/parcheggia Strumento -> Scegli Strumento #.
Poi, vai su Menu LCD -> Controllo -> Tiro a freddo.
Su MK4/S e MK3.9, vedrai le opzioni: scarica il filamento corrente (consigliato nel caso in cui sia stato caricato un filamento diverso dal PLA), Carica filamento PLA e continua con il filamento caricato (da usare solo se il filamento caricato è PLA).
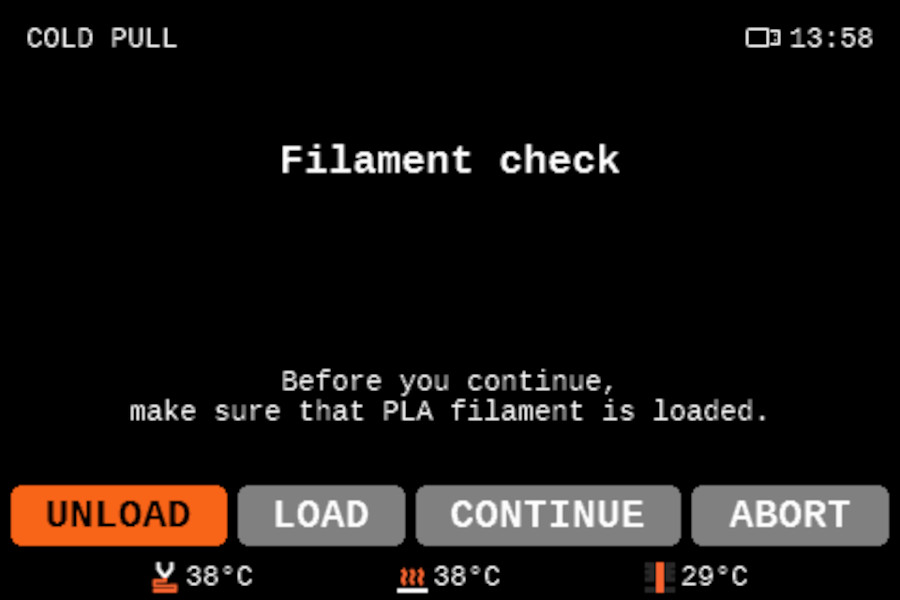 Screenshot del display MK4/S, MK3.9/S
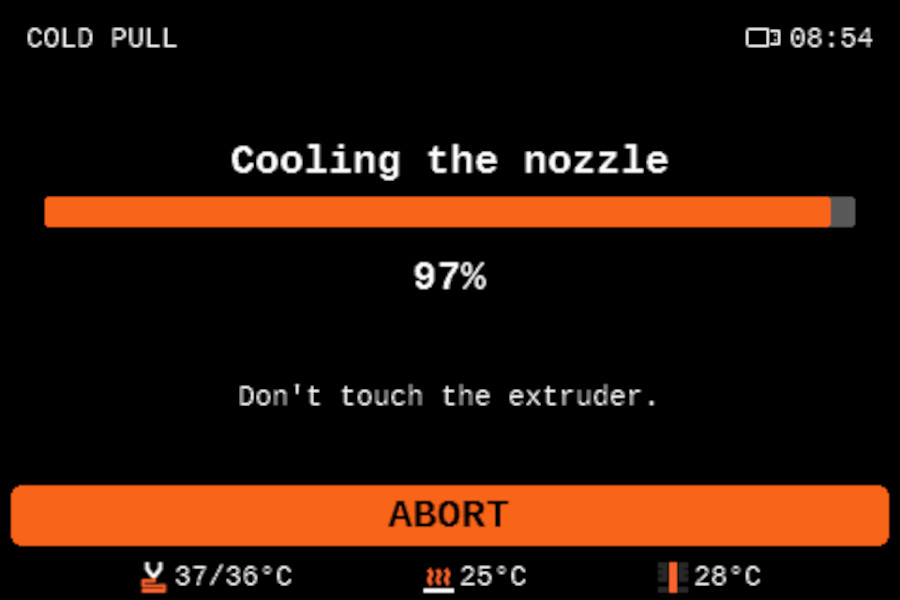
Screenshot del display MK4/S, MK3.9/S
Su XL, è necessario caricare il filamento direttamente nel Nextruder. Per questo motivo, prima di continuare, scarica il filamento. Poi premi il colletto blu del raccordo ed estrai il tubo in PTFE dalla testa dello strumento. Dopodiché, carica il filamento di PLA direttamente nel Nextruder.
 |  |
Se l'ugello è riscaldato, la stampante aspetterà che si raffreddi a 36 ºC. Poi riscalderà la stampante a 80 ºC. Dopodiché, la stampante scaricherà automaticamente il filamento a quella temperatura, finalizzando l'estrazione a freddo.
 |  |
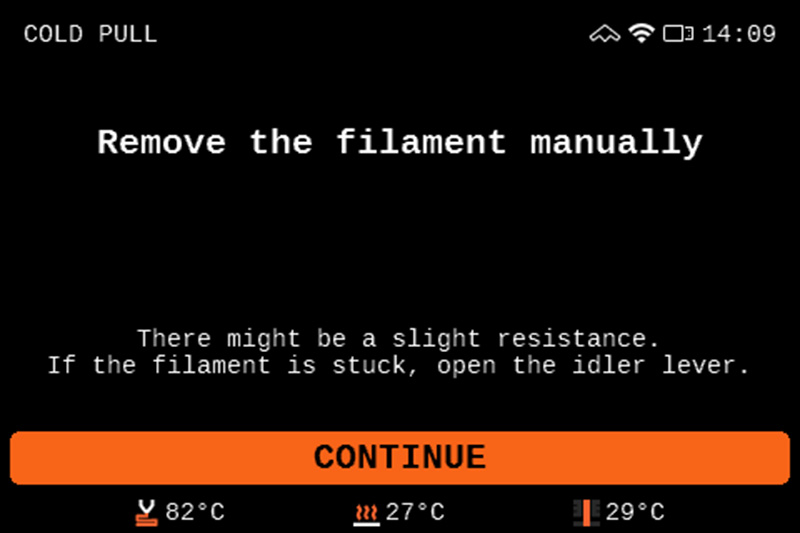
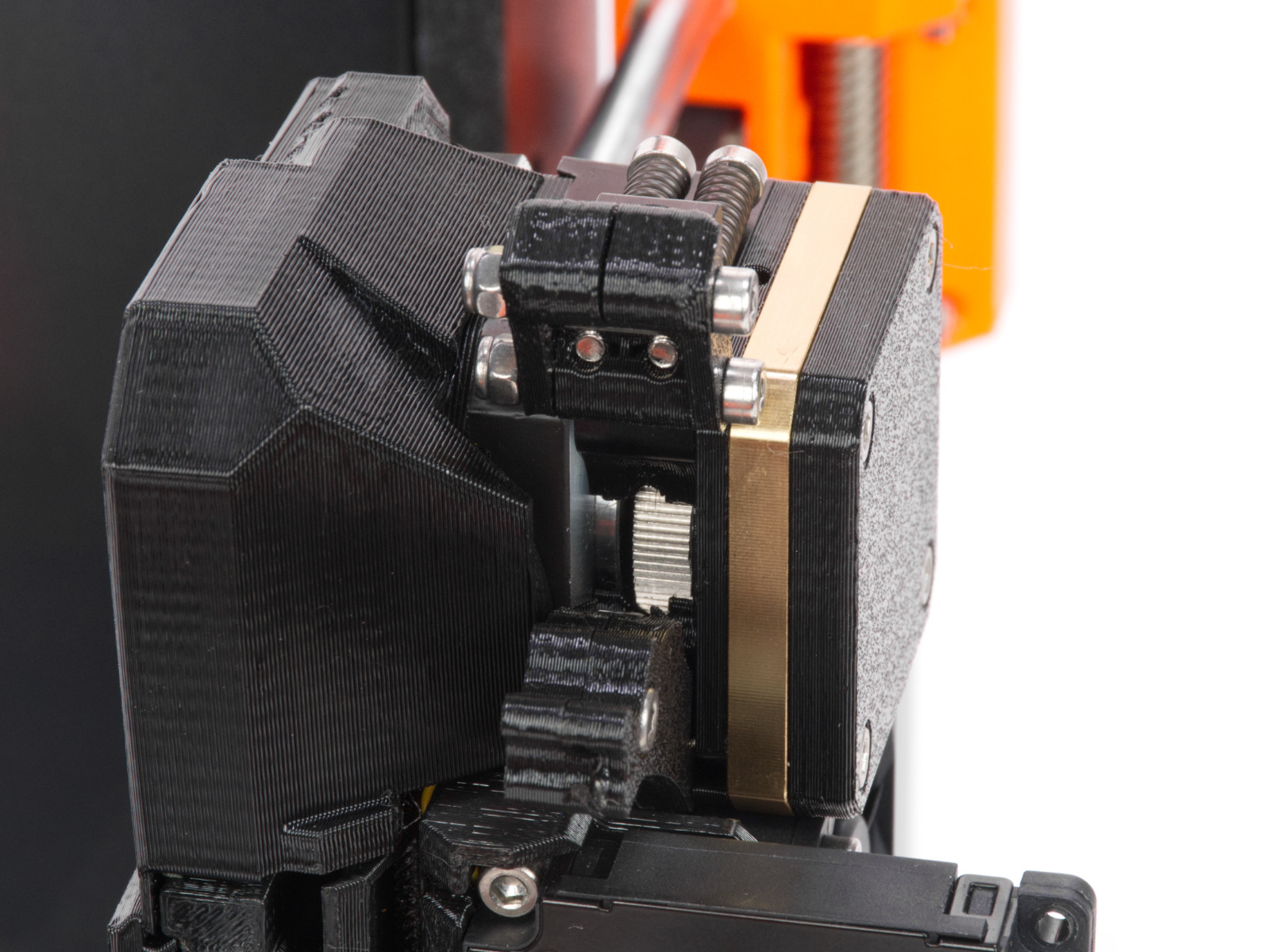
Per completare la procedura, rimuovi il filamento a mano, tirandolo verso l'alto. Potrebbe esserci una leggera resistenza; se il filamento è bloccato, apri la leva del tenditore.
Tiro a freddo manuale (XL, MK4/MK3.9 firmware pre-5.1.3)
Passi preliminari (XL)
- Su XL multi-tool, scegli lo strumento desiderato. Vai su Menu LCD -> Controllo -> Scegli/Parcheggia Strumento -> Scegli Strumento #.
- Svita temporaneamente il raccordo sopra il Nextruder.
Procedura (XL pre-firmware 6.1.3, MK4/MK3.9 pre-firmware 5.1.3)
- Carica un pezzo di filamento PLA nell'estrusore, inserendolo da sopra l'estrusore. La stampante chiederà di selezionare il materiale: seleziona PLA e completa la procedura di caricamento.
- Apri la leva Idler Swivel.
- Vai su Menu LCD -> Controllo -> Temperatura -> Temperatura Ugello e imposta la temperatura a 270 °C.
- Una volta raggiunti i 270 °C, spingi il filamento di PLA finché non inizia a fuoriuscire dall'ugello.
- Interrompi il riscaldamento premendo il tasto Raffredda nel Menu LCD -> Controllo -> Temperatura -> Raffredda, oppure premendo il pulsante di reset.
- Continua a spingere manualmente il filamento verso il basso fino a quando la temperatura non sarà troppo bassa perché si sciolga e fuoriesca (circa 170 °C per il PLA). L'ugello deve essere riempito affinché il tiro a freddo vada a buon fine.
- Rimuovi il materiale estruso dall'ugello in modo da non ostacolare l'estrazione successiva.
- Attendi che la temperatura raggiunga i 100 °C. Non appena raggiunge i 100 °C, afferra il filamento con una pinza e tiralo fuori dall'estrusore in modo lento ma costante. Assicurati di tirare verso l'alto e non lateralmente, altrimenti il filamento potrebbe rompersi all'interno. Tieni l'estrusore con l'altra mano.
- Non fermarti finché il filamento non è completamente uscito dall'estrusore.
- Chiudi l'Idler e l'Idler Swivel.
Risultati
Sulla punta del filamento che è stato estratto, potresti vedere dei resti del materiale precedente o dello sporco bruciato che si è depositato nell'ugello (immagine a sinistra). Potresti ripetere questa procedura più volte finché il filamento non esce pulito.
L'immagine a destra mostra come dovrebbe apparire un filamento pulito tirato a freddo. È importante che ci sia l'impronta dell'ugello: in questo modo sei sicuro che l'ugello sia stato riempito e che non sia rimasto nulla all'interno. Inoltre, il colore non deve essere mescolato con quello che hai usato in precedenza o deve presentare segni scuri.
 |  |