Un ugello intasato è un potenziale problema per le stampanti FFF/FDM. In assenza di problemi, il filamento viene spinto nell'hotend, fuso e poi estruso attraverso l'ugello. Tuttavia, se l'ugello è danneggiato o ci sono impurità nel filamento, quest'ultimo potrebbe rimanere bloccato nell'hotend, intasando la stampante.
Come riconoscere un ugello intasato?
Controllo visivo
- Il filamento raggiunge l'ugello? Controlla se il filamento supera l'ingranaggio Nextruder.
- Il filamento esce dall'ugello? Presta attenzione quando carichi il filamento.
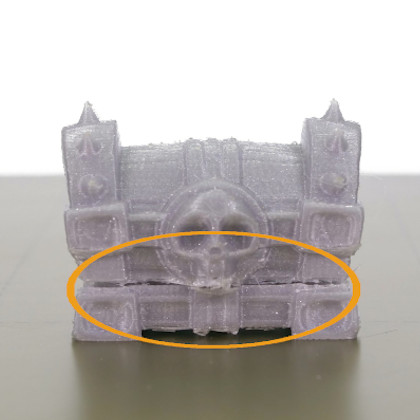
- Intasamento parziale - spazi vuoti e layer mancanti
- Intasamento parziale - il filamento si raggomitola e si attacca all'ugello
Controllo sonoro
Controlla se l'estrusore emette dei rumori di scatto
- Se si sente un chiaro rumore di scatto, è probabile che l'ugello sia intasato o deformato
- Se si sente un leggero clic, è molto probabile che si tratti di un ingranaggio
Intasamento parziale
A volte l'intasamento è parziale, il che significa che la stampante riesce a far passare un po' di filamento, ma non è sufficiente per stampare correttamente l'oggetto, causando spazi vuoti visibili e layer mancanti. Un primo segno di un ugello intasato è che il filamento non viene estruso in modo uniforme, si arriccia e si attacca all'ugello.
Estrusore scattoso
L'hotend o l'ugello sono parzialmente o completamente intasati e la resistenza interna al flusso del filamento è superiore alla forza di spinta degli ingranaggi. Di conseguenza, gli ingranaggi saltano provocando il tipico rumore di "clic" e, nella maggior parte dei casi, anche la macinazione del filamento.
Come riparare la stampante intasata?
La scelta del metodo giusto dipende dalla possibilità di caricare/scaricare almeno parzialmente il filamento o dal fatto che la stampante sia completamente inceppata e si rifiuti di muovere il filamento anche di poco.
Prima di iniziare a riparare la stampante, prova a scaricare il filamento e a rimuoverlo completamente. Se non riesci a farlo, potrebbe essere indice di un problema più serio, ma ci occuperemo anche di questo.
Inoltre, sposta l'estrusore verso l'alto da Menu LCD -> Impostazioni -> Muovi asse - Asse Z o premendo a lungo il controller LCD rotativo (la manopola). In questo modo avrai un migliore accesso alle parti intasate.
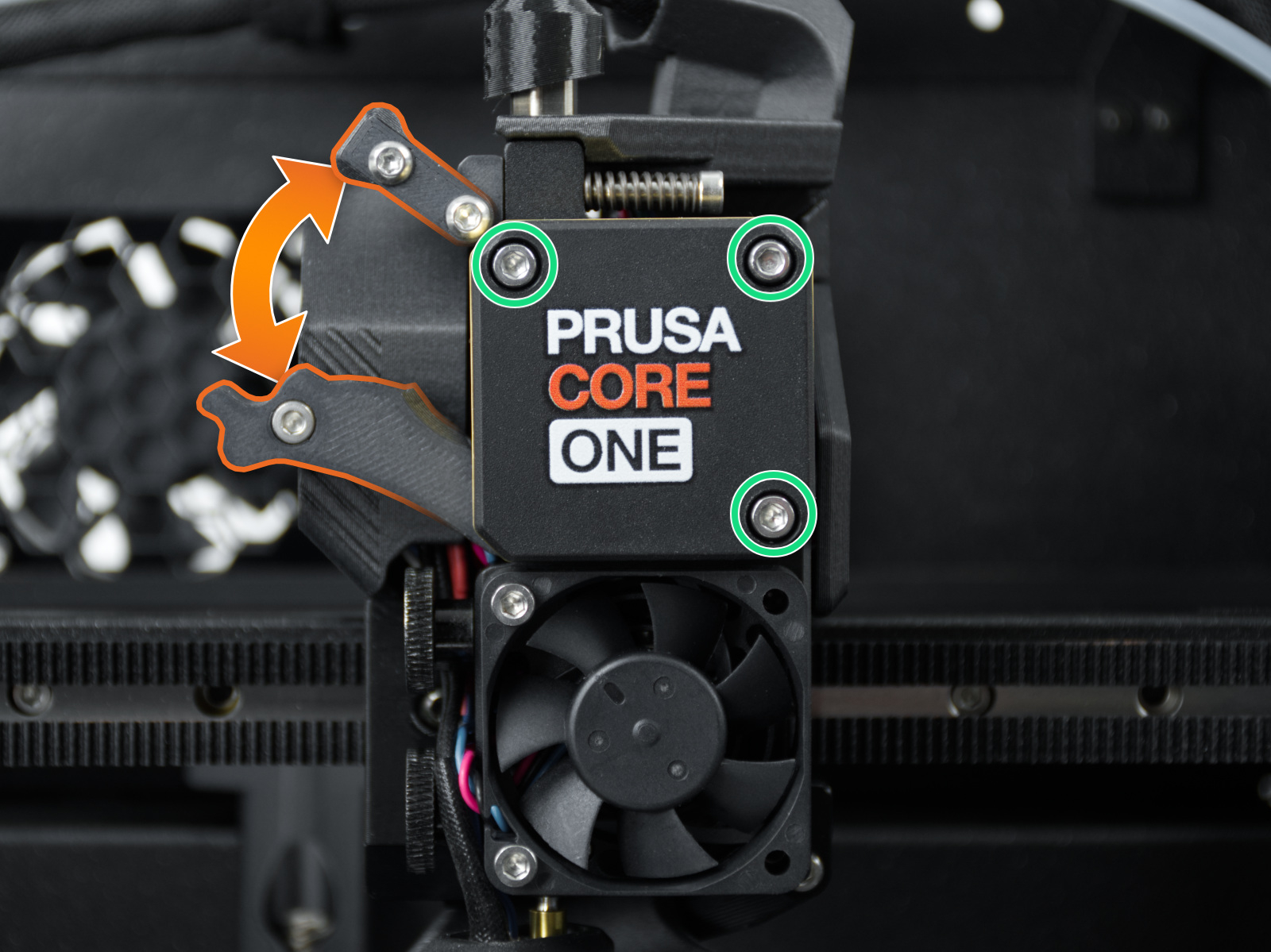
Viti idler dell'estrusore
L'estrusore è dotato di due viti di tensione del tenditore per impostare la distanza corretta tra l'ingranaggio di trasmissione e i due ingranaggi guidati. Queste sono impostate in fabbrica nella posizione ottimale. In caso di intervento su questa parte, potrai regolare le viti di tensione del tendicinghia nella loro posizione ottimale: le punte delle viti devono essere allineate con la superficie anteriore del dado del tenditore. Dopodiché, chiudi il Blocco Idler.
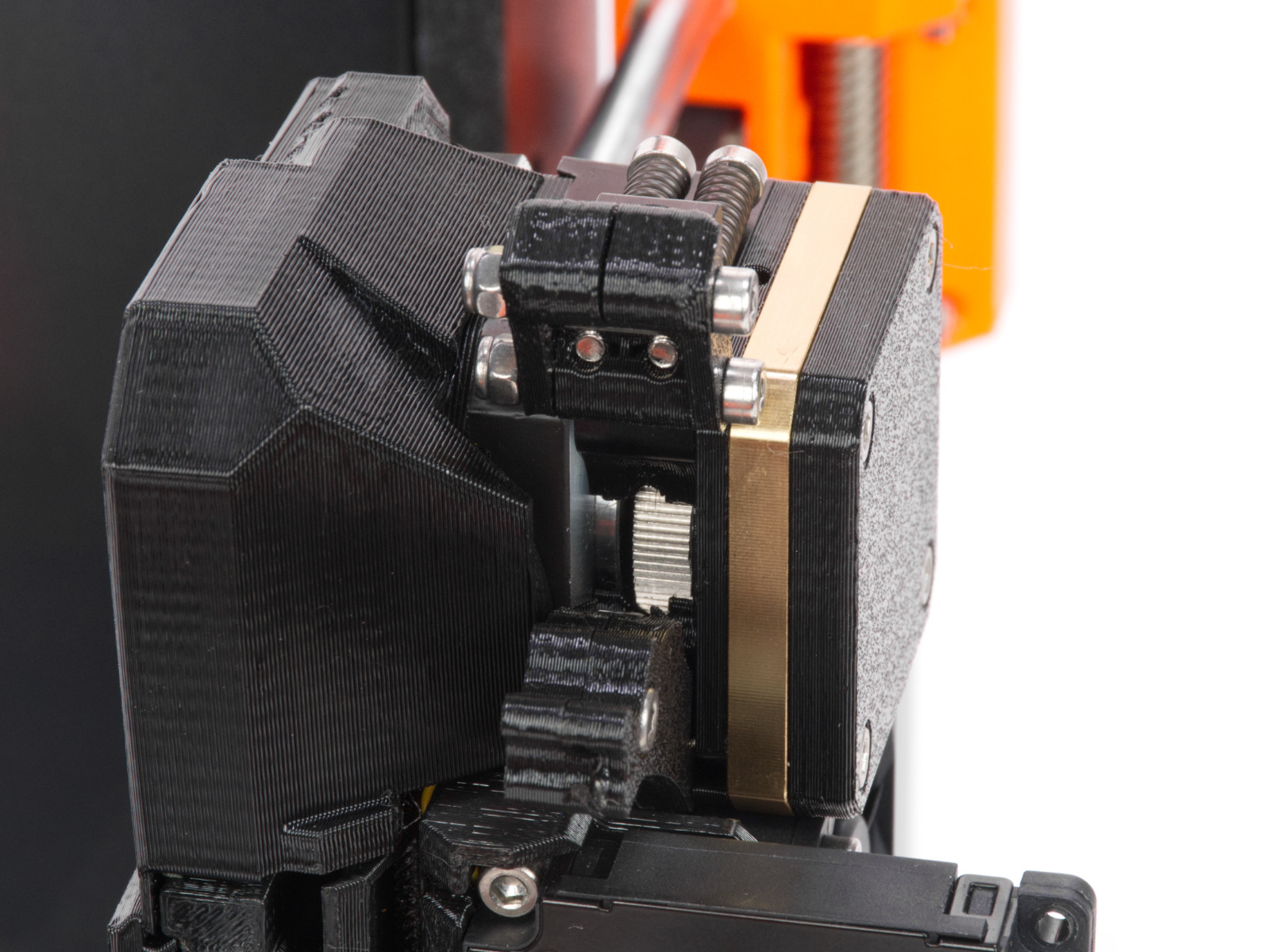 |  |
Ingranaggi
Con il tempo, nelle scanalature dell'ingranaggio di alimentazione può formarsi un deposito di detriti di filamento che provoca un'estrusione insufficiente del filamento. Accedi all'estrusore sollevando il Dado Idler e spostando l'Albero Idler. Puoi soffiare via la sporcizia con aria compressa, oppure usare una spazzola in ottone o un comune stuzzicadenti. Utilizza il foro di accesso sul lato dell'estrusore.
Procedure che richiedono il riscaldamento dell'ugello
Ago da agopuntura (per ugello non ad alto flusso)
- Riscalda l'ugello alla temperatura appropriata in base al materiale di filamento che dovrai stampare. Per prima cosa, introduci il filamento, poi inserisci un ago da agopuntura (incluso nella confezione) o un filo sottile (0,3-0,35 mm) nell'ugello dal basso fino a una profondità di circa 1-2 cm. Usa dei guanti protettivi nel caso in cui il materiale inizi improvvisamente a fuoriuscire dall'ugello.
- Seleziona l'opzione Carica filamento dal menu LCD e verifica che l'ugello stia effettivamente spingendo il filamento.
- Inserisci nuovamente il filo o l'ago da agopuntura nell'ugello e ripeti l'intera procedura più volte. Se il filamento viene estruso correttamente, l'ugello è pulito.
Spingere il nuovo filamento nell'ugello
Questa procedura è applicabile sia agli ugelli ad alto flusso che a quelli non ad alto flusso.
- Aprire il tenditore dell'estrusore.
- Accedi alla parte superiore del Nextruder sulla tua stampante, rimuovendo eventuali raccordi presenti.
- Prepara circa 40 cm di filamento PLA da utilizzare nei passaggi successivi.
- Navigate nel Menu LCD -> Controllo -> Temperatura -> Ugello. Imposta la temperatura dell'ugello a 260 °C se hai utilizzato PLA o a 280 °C se hai utilizzato materiali che richiedono temperature più elevate, come PETG o ASA.
- Dopo che l'ugello ha raggiunto la temperatura richiesta, attendi 2 minuti. Controlla se il filamento inizia a fluire o a gocciolare.
- Inserisci il nuovo filamento nel Nextruder.
Se il filamento scorre dopo i passaggi 5 e 6, l'ostruzione potrebbe essere stata eliminata. Provare a caricare del filamento o eseguire alcune stampe di prova per verificarlo.
Se il flusso del filamento non viene ripristinato con questi passaggi, molto probabilmente è necessario sostituire l'ugello, poiché l'ostruzione si trova più in alto rispetto alla punta dell'ugello.
Cold pull
Il cold pull è un'altra tecnica che può aiutare a sbloccare un ugello. Tuttavia, se la procedura descritta nel paragrafo precedente, “spingi il nuovo filamento nell'ugello”, non ha aiutato a ripristinare il flusso del filamento, è improbabile che la procedura di cold pull sia praticabile.
Tuttavia, consigliamo comunque di provare, in particolare, il cold pull automatico, se disponibile sul modello della tua stampante.