Il “cold pull” (tiro a freddo) è una tecnica che consente di pulire l'ugello e l'hotend della stampante da eventuali residui di materiale incrostato o bruciato all'interno. È possibile utilizzarla anche per pulire l'hotend durante la normale routine di manutenzione.
Il tiro a freddo deve essere effettuato se l'ugello è solo parzialmente ostruito e parte del filamento continua a fuoriuscire. Se l'ugello è completamente ostruito, controllare la guida per ugello otturato.
Se stai usando un ugello Nozzle X, Non utilizzare il metodo cold-pull; utilizzare solo filamenti di pulizia.
Procedura
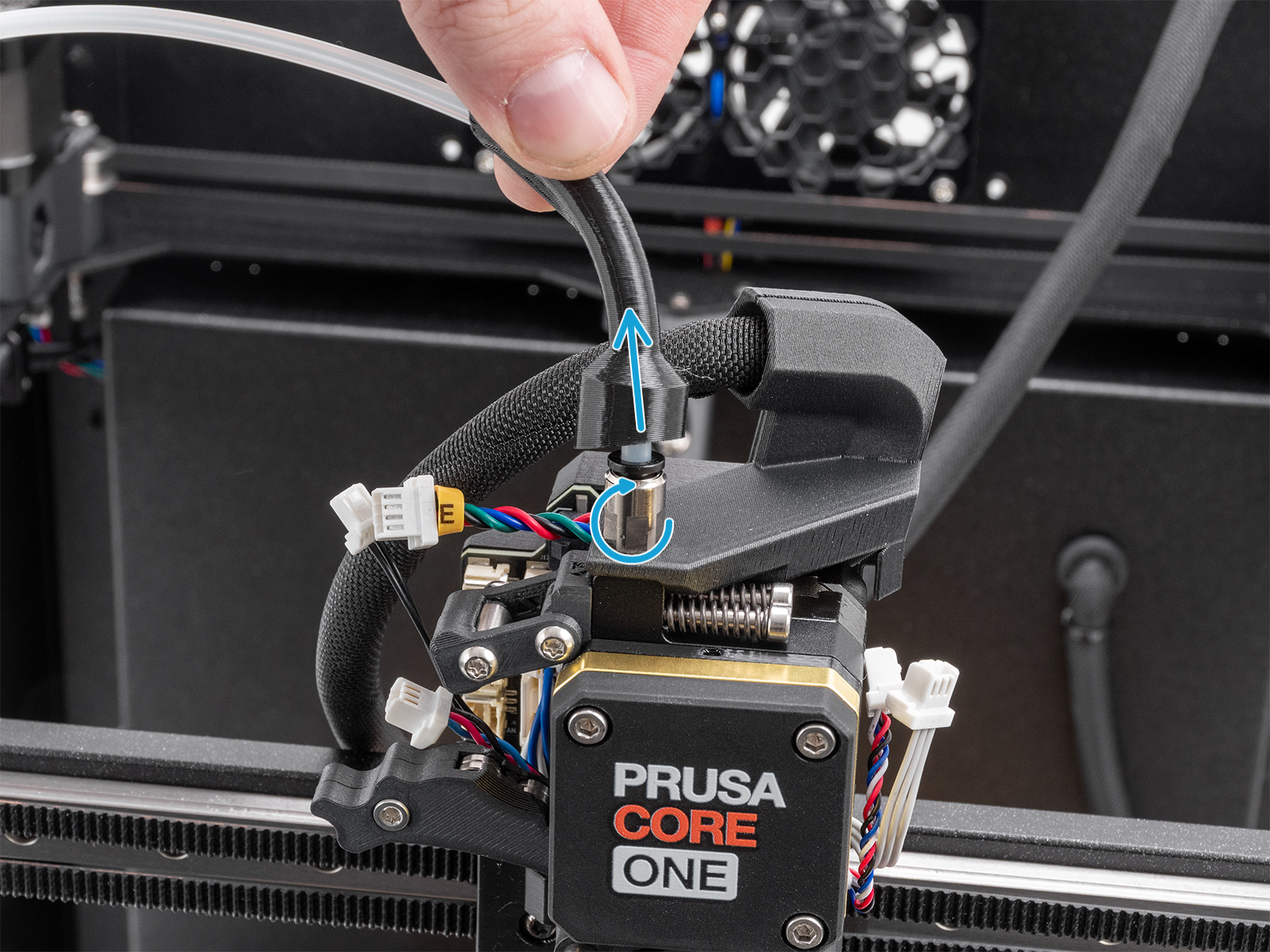
- Per accedere alla parte superiore dell'estrusore, spingere verso l'alto la curva del bowden e svitare il raccordo metallico.
- Vai al menu della stampante in Impostazioni -> Rilevamento filamento e disattiva l'opzione Rilevamento filamento.
- Vai al menu della stampante su Filamento -> Carica filamento -> PLA, e carica il filamento PLA dall'estremità superiore dell'estrusore.
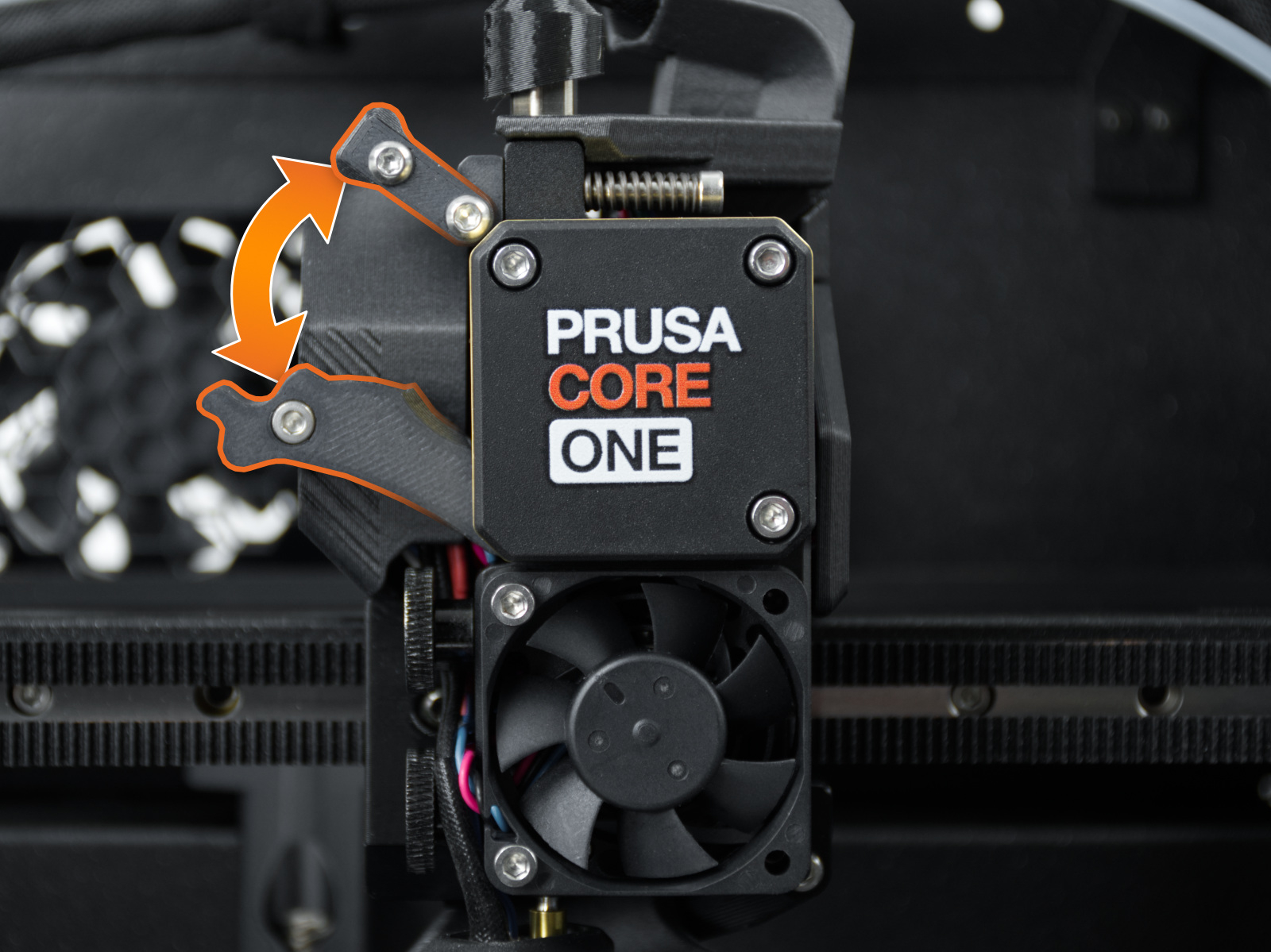
- Aprire l'Idler Swivel.
- Vai su Menu LCD -> Controllo -> Temperatura -> Temperatura ugello e imposta la temperatura a 270 °C.
- Una volta raggiunti i 270 °C, spingere il filamento PLA fino a quando non inizia a fuoriuscire dall'ugello.
- Interrompere il riscaldamento premendo Raffredda nel Menu LCD -> Controllo -> Temperatura -> Raffredda, oppure premendo il pulsante di reset.
- Continua a spingere manualmente il filamento verso il basso fino a quando la temperatura non è troppo bassa per fonderlo ed estruderlo (circa 170 °C per il PLA). L'ugello deve essere riempito affinché il cold pull sia efficace. Afferra il filamento con delle pinze e spingilo delicatamente verso il basso.
- Rimuovi il materiale estruso da sotto l'ugello in modo da non ostacolare l'estrazione successiva.
- Attendi che la temperatura raggiunga i 100 °C. Non appena raggiunge i 100 °C, afferra il filamento con una pinza e tiralo fuori dall'estrusore in modo lento ma costante. Assicurati di tirare verso l'alto e non lateralmente, altrimenti il filamento potrebbe spezzarsi all'interno. Tieni l'estrusore con l'altra mano.
- Non fermarti finché il filamento non è stato completamente estratto dall'estrusore.
- Chiudi l'Idler e l'Idler Swivel.
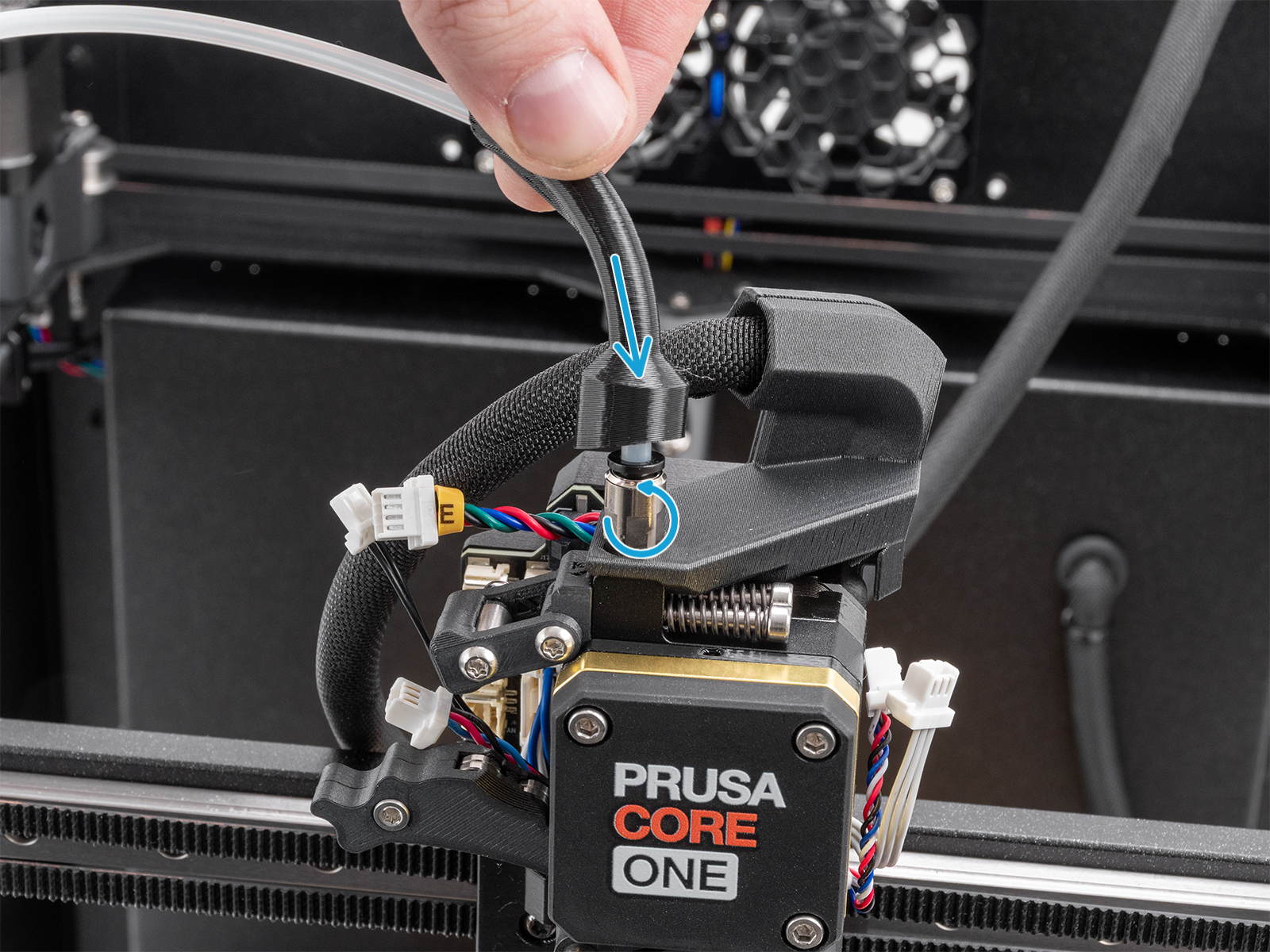
- Riavvita il raccordo metallico e spingi la curva bowden verso il basso.
Resultati
Sulla punta del filamento che è stato estratto, potresti vedere dei resti del materiale precedente o dello sporco bruciato che si è depositato nell'ugello (immagine a sinistra). Potresti ripetere questa procedura più volte fino a quando il filamento non uscirà pulito.
Questo articolo è stato utile?
Questa azione è disponibile solo per gli utenti registrati. Per favore accedi.
1 commento
In questo caso, lascia l’Idler Swivel chiuso, vai su Controllo > Muovi Assi > Muovi E e avanza lentamente il filamento a 1 mm al secondo fino a quando la stampante si ferma automaticamente al raggiungimento della temperatura di 170 °C.
Successivamente, apri l’Idler Swivel, attendi che la temperatura scenda a 100 °C e tira fuori con cautela il filamento. (Firmware 6.3.4)