Les imprimantes Prusa FFF sont équipées d'une buse en laiton. Cet article passera en revue les principales informations sur les buses pouvant être utilisées avec votre imprimante.
Le laiton a une excellente conductivité thermique et est suffisamment résistant pour imprimer la plupart des filaments courants. Cependant, lors de l'utilisation de filaments abrasifs, la buse en laiton a tendance à s'user trop rapidement, c'est pourquoi des buses résistantes à l'abrasion sont disponibles.
Si vous devez changer ou remplacer la buse, veuillez vous référer à nos guides :
Les buses E3D V6 (ou compatibles E3D) s'adaptent aux séries MK3, MK3S, MK3S+, ainsi qu'aux séries MK2 et précédentes, et qu'à la hotend de la MINI/+. Cette buse doit être serrée pendant que la hotend est chauffée, sinon il y aura un espace entre la buse et la barrière thermique à travers lequel le filament fuira. Le filament est conduit dans la barrière thermique à travers un tube en PTFE.

Identifiez la taille de la buse
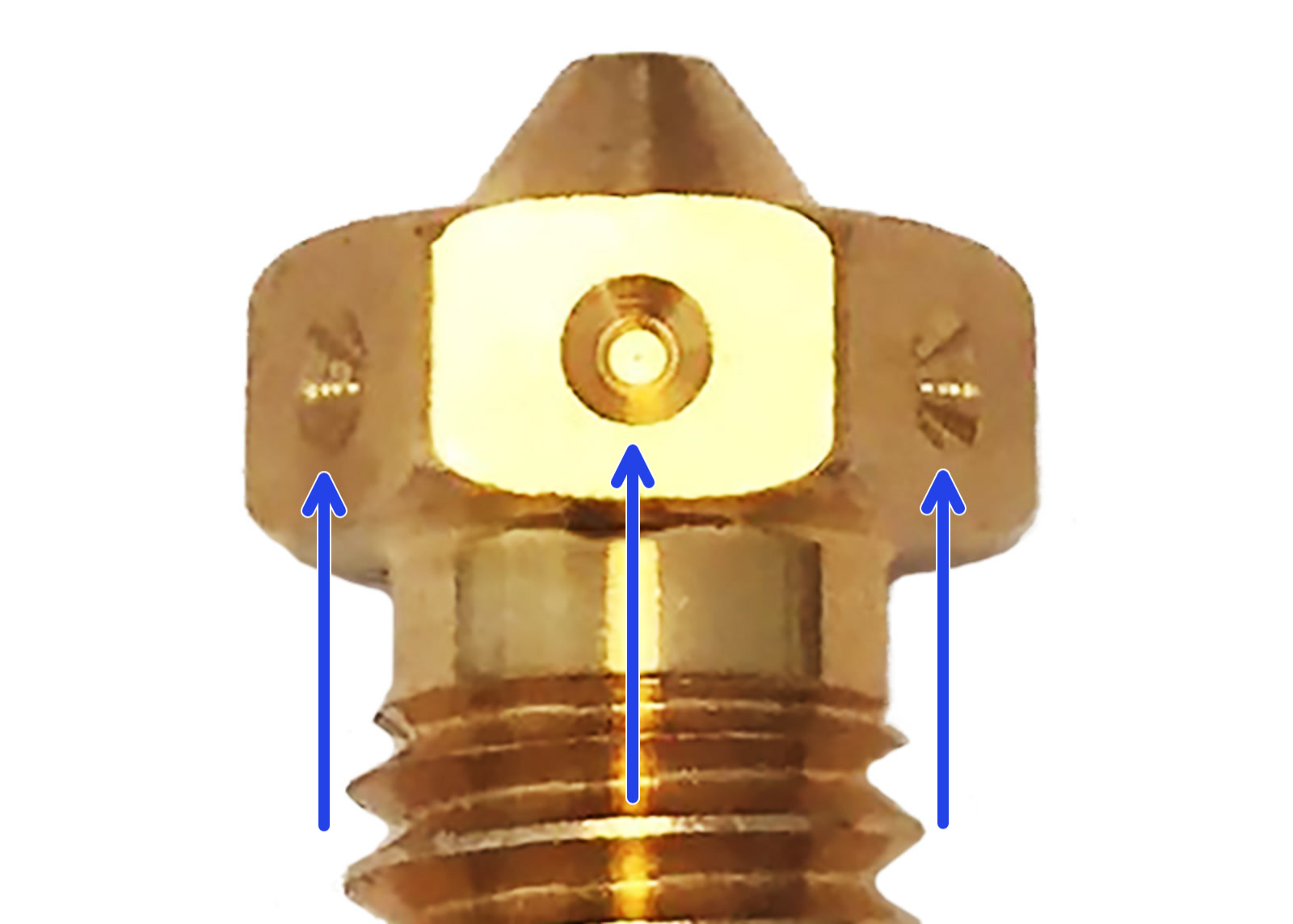
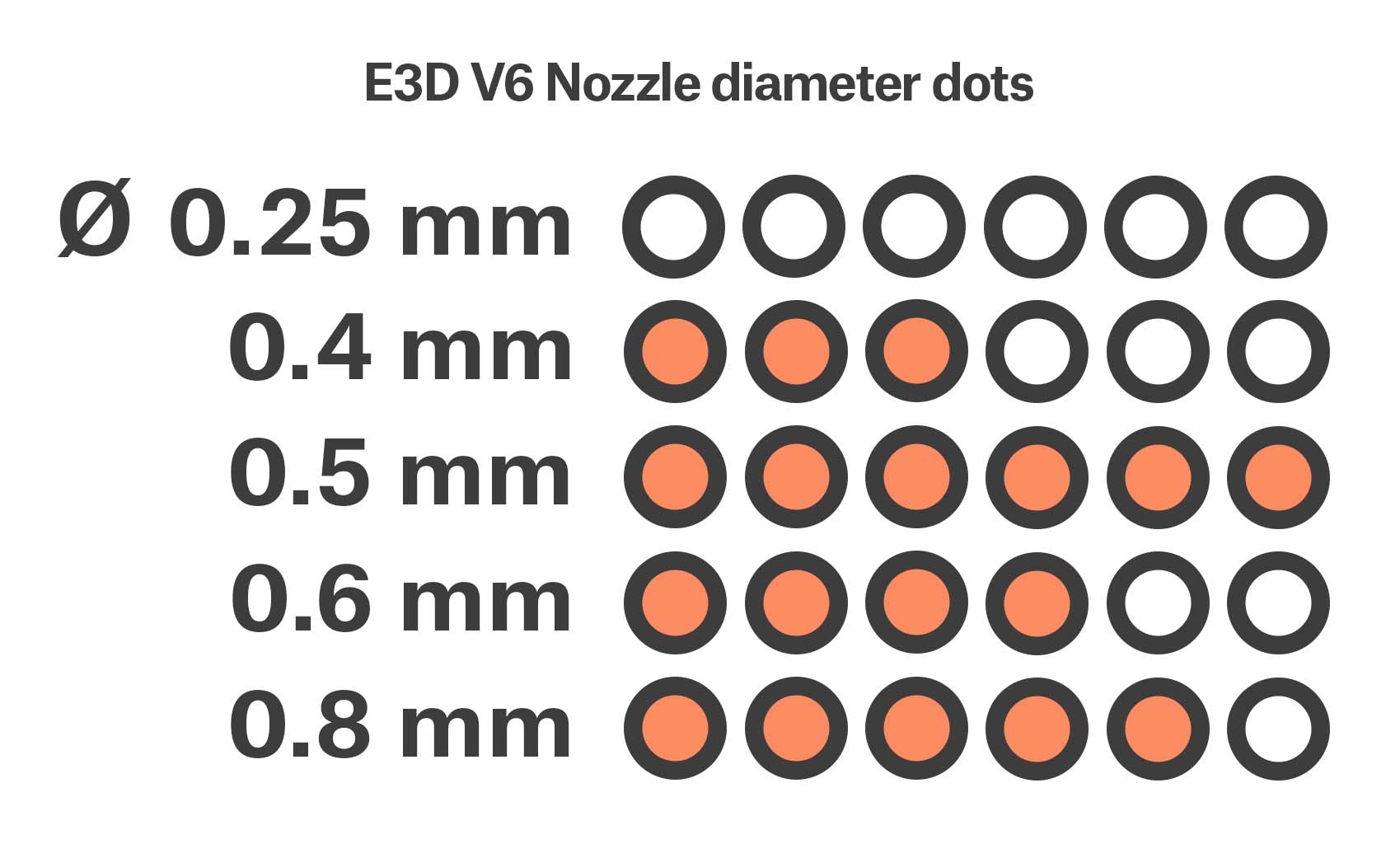
Vous pouvez identifier le diamètre de la buse grâce aux points situés autour du bord de la buse. Par exemple, les buses E3D de 0,4 mm livrées avec l'Original Prusa MK3S+ ont trois points.
Notez que la buse E3D V6 0,25 mm n'a pas de points et ressemble presque à la buse 0,4 mm compatible E3D livrée avec l'Original Prusa MINI.
 |  |
Buses pour matériaux abrasifs
Certains filaments contiennent des particules qui peuvent les rendre abrasifs. Une buse en laiton ordinaire se dégradera rapidement et perdra ses propriétés lors de l'impression. Pour les imprimer, vous devrez utiliser une buse constituée d'un autre matériau
La plupart des matériaux abrasifs sont des composites et des plastiques avec additifs. Quelques exemples sont le ColorFabb XT CF20, le ColorFabb Bronzefill, le ColorFabb SteelFill et quelques filaments qui brillent dans le noir. Demandez toujours à votre fournisseur de filament si vous n'êtes pas sûr des exigences en matière de filament. Un léger inconvénient de la buse en acier trempé est que certains matériaux standard, comme l'ABS, ne peuvent pas être imprimés aussi rapidement qu'avec une buse ordinaire. En raison des propriétés thermiques différentes d'une buse en acier trempé par rapport à une buse en laiton, vous devrez peut-être augmenter la température de la buse lors de l'impression.
Buse en acier trempé par E3D
La buse en acier trempé est recommandée pour l'impression avec des filaments abrasifs, qui usent la buse en laiton standard très rapidement.
La plupart des filaments abrasifs sont des composites, des plastiques avec quelque chose de mélangé dedans.
Quelques exemples sont les Bronzefill, Brassfill, les filaments avec un composé de carbone, et les filaments Glow in the Dark.
Demandez toujours à votre vendeur de filament si vous n'êtes pas sûrs. Gardez à l'esprit que l'acier trempé a des propriétés de conductivité thermique différentes de celles du laiton. Pour cette raison, vous devrez peut-être ajuster vos réglages d'impression et augmenter la température de la hotend d'environ 5°C pour imprimer avec succès avec la buse en acier trempé.

Nozzle X par E3D
La Nozzle X est une buse conçue pour répondre aux limitations thermiques d'une buse en acier trempé et à la faible résistance à l'abrasion des buses en cuivre ou en laiton plaqué. Elle est revêtue de WS2, un revêtement polyphobe, qui réduit la quantité de plastique qui colle à l'intérieur de la buse. Pour cette raison, la Nozzle X ne doit pas être entretenue de la même manière qu'une buse en acier trempé ou en cuivre.
Elle peut être utilisée avec des charges abrasives comme le verre, le kevlar ou le renforcement en carbone, mais ne supporte pas les charges plus abrasives, comme le carbure de bore, le bore, le nitrure de bore, le tungstène ou le carbure de tungstène.

Méthodes de nettoyage recommandées :
- Chiffon non abrasif pour usage externe.
- Filament de nettoyage pour usage interne.
Méthodes de nettoyage non recommandées :
- Une aiguille d'acupuncture ou une brosse en laiton peuvent endommager le revêtement.
- Tractions à froid. Peut abîmer le revêtement WS2.
La buse Olsson Ruby
Semblable à la buse en acier trempé, la Olsson Ruby est conçue pour imprimer des matériaux hautement abrasifs. Comme elle est principalement en laiton, elle conserve l'excellente conductivité thermique et le débit de la buse en laiton d'origine, mais avec une pierre précieuse très dure comme pointe. Même si le rubis est très résistante à l'usure, il est également fragile. Si vous avez la valeur de l'Ajustement en direct de l'axe Z mal réglée, ou si votre sonde PINDA n'est pas réglée à une distance correcte et que la buse touche la feuille d'acier amovible, la buse peut se fissurer. Pour l'installation, veuillez vous référer aux instructions officielles de 3DVERKSTAN, car son installation est un peu plus complexe.
Adaptateur de buse Nextruder V6
L'Adaptateur de buse Nextruder V6 permet au Nextruder de votre imprimante Prusa d'accepter les buses E3D V6.
Si vous devez installer ou remplacer une buse avec un adaptateur de buse, veuillez vous référer à nos guides :
- Adaptateur de buse pour la CORE One
- Adaptateur de buse pour les MK4S, MK3.9S
- Adaptateur de buse pour les MK4, MK3.9
- Adaptateur de buse pour la XL Mono-Outil, Adaptateur de buse pour la XL Multi-Outils

Autres diamètres de buse
Si vous souhaitez utiliser une buse avec un diamètre différent de ceux que nous avons déjà mentionnés, vous devez créer le profil dans PrusaSlicer manuellement. En commençant par votre buse standard de 0,4 mm, vous devez modifier le diamètre de la buse dans les réglages de l'imprimante et la largeur d'extrusion (en pourcentage). Gardez à l'esprit que la hauteur de couche maximale est toujours d'environ 80% du diamètre de la buse. Pour plus d'informations, veuillez consulter Création de profils pour différentes buses.
Une buse de 0,1 mm peut être considérée comme expérimentale. Son petit diamètre ne fonctionnera pas avec tous les filaments, les tolérances nécessaires à sa fabrication sont difficiles à garantir, et le temps d'impression excessif qu'il nécessite peut être au-delà du raisonnable. Pour ces résolutions fines, vous pouvez envisager l'impression SLA.
Configuration de PrusaSlicer
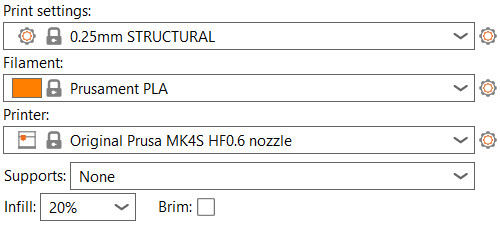
Pour ajuster les réglages prédéfinis dans PrusaSlicer, allez dans le Menu -> Configuration -> Assistant de configuration -> Prusa Research et sélectionnez le modèle d'imprimante que vous possédez ainsi que le diamètre de la buse que vous utilisez actuellement (carrés violets).

Décochez tous les autres modèles et diamètres de buses pour éviter de confondre les préréglages. Vous pouvez toujours refaire l'Assistant et modifier les paramètres. Pour définir une taille de buse différente sur votre imprimante, veuillez consulter Configuration HW (MK2.5/S & MK3/S/+).
Sur la MINI/+, accédez au Menu -> Réglages -> Matériel.
À l'exception des préréglages pour la buse standard 0,4, toutes les autres configurations de buse auront le diamètre indiqué dans le nom du profil. Si vous n'avez pas les mots "0.25 nozzle", "0.6 nozzle" ou "0.8 nozzle" dans le nom du profil (carré vert), le préréglage est pour une buse de 0,4 mm.
Calibration de la première couche d'autres buses
À partir du firmware 3.13.0, la calibration de la première couche fonctionne pour plusieurs tailles de buses. La taille de la buse peut être modifiée dans les Réglages -> Config HW -> Diam. buse [0,25|0,40|0,60|0,80]. La buse de 0,4 mm est la buse par défaut.
Réinitialisez la valeur d'Ajustement en direct de l'axe Z:
- Original Prusa MK3S+/MK3S/MK2.5S - Réinitialisez/mettez à zéro la valeur d'Ajustement en direct de l'axe Z à partir du
Menu LCD -> Réglages -> Ajuster Z en direct , et tournez le bouton de sélection dans le sens horaire jusqu'à ce que la valeur atteigne zéro. - Original Prusa MINI - Réinitialisez/mettez à zéro la valeur d'Ajustement en direct de l'axe Z à partir du
Menu LCD -> Calibration -> Ajuster Z en direct , et tournez le bouton de sélection dans le sens horaire jusqu'à ce que la valeur atteigne zéro. - Original Prusa MK4, XL - Ces modèles sont équipés d'un capteur de force. Si une valeur Live Adjust Z est définie, elle est automatiquement réinitialisée une fois l’impression suivante terminée.
Après cela, démarrez votre G-code et 'Ajustez en direct de l'axe Z' pendant l'impression:
- Appuyez sur le bouton après le début de l'extrusion et localisez 'Ajuster Z en direct'.
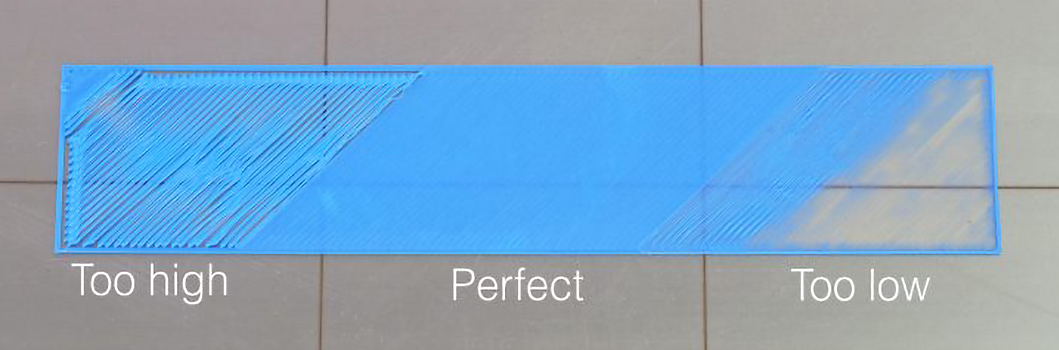
- Sélectionnez-le et tournez le bouton dans le sens des aiguilles d'une montre jusqu'à ce que la ligne soit aplatie, mais pas écrasée. Elle devrait avoir un dessus lisse. Lorsque vous effectuez un remplissage solide, assurez-vous qu'il n'y a ni espaces entre les lignes (trop loin), ni crêtes entre les lignes (trop proche). Veuillez consulter Calibration de la première couche (i3) ou Calibration de la première couche (MINI/MIN+) pour des exemples.
- Appuyez à nouveau sur le bouton de sélection pour enregistrer la valeur.
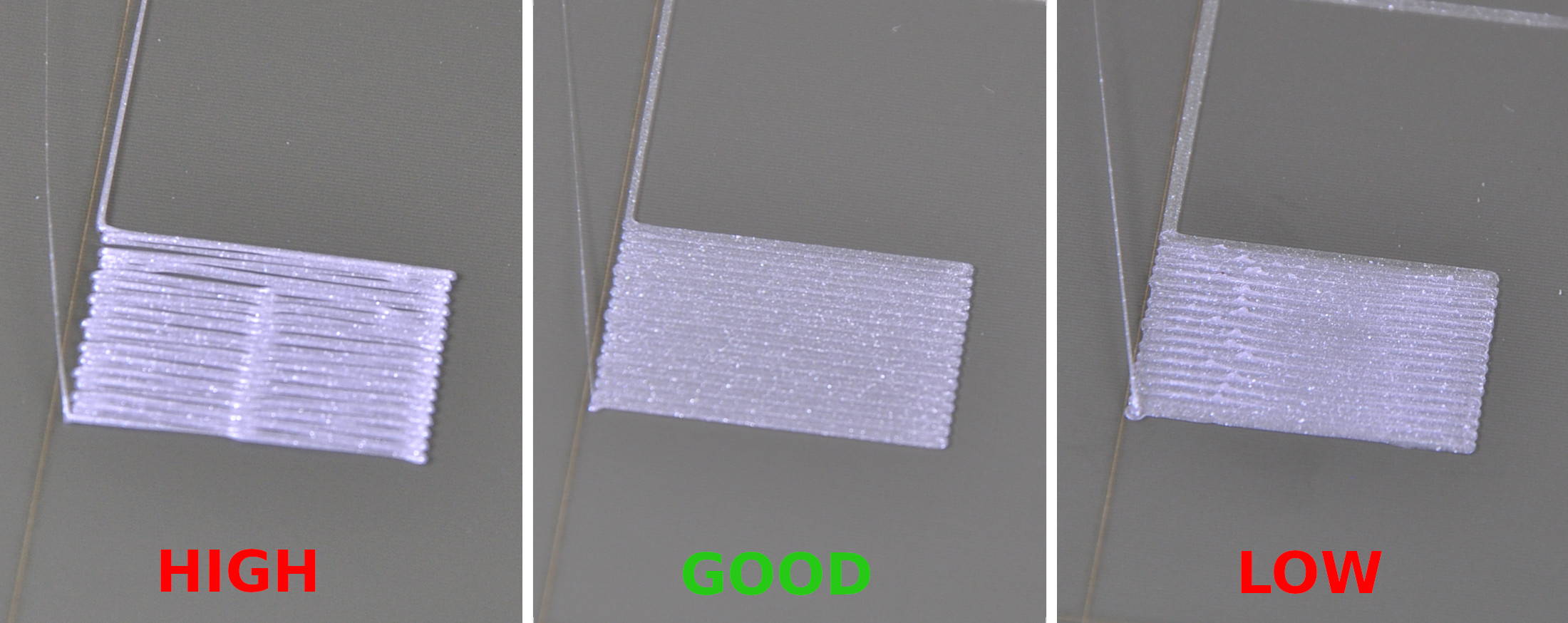
L'image représente la première couche d'une buse de 0,4 mm. La ligne peut être presque la moitié de la largeur de ce qui est représenté.
Autres considérations
Plus petits diamètres (~ 0,25 mm)
Presque tous les matériaux composites sont hors de question. Les particules qu'ils contiennent peuvent (et vont) rapidement obstruer ou endommager votre buse. Cependant, des filaments avec des paillettes fines ou des "particules brillantes" similaires, comme ce qui se trouve dans le Prusament Galaxy Silver, ne devraient poser aucun problème.
Les Matériaux flexibles peuvent également être problématiques sur une buse de plus petit diamètre en raison de la pression plus élevée requise pour l'extrusion. Il peut se déformer et s'enchevêtrer autour des poulies du filament avec la pression plus élevée.
Vitesse lente - La précision prend du temps, préparez-vous à des temps d'impression de 24 à 100 heures, même avec des objets plus petits. Non seulement chaque ligne est plus fine et plus étroite que d'habitude, ce qui se traduit par plus de périmètres, mais les mouvements de l'extrudeur sont également considérablement réduits pour s'adapter à la précision accrue.
Lors de l'impression avec une buse plus petite, la calibration et le nivellement du plateau deviennent encore plus importants. Après avoir changé la buse, assurez-vous au moins d'exécuter la calibration Z de votre imprimante avant de commencer l'impression.
Plus grands diamètres (> 0,6 mm)
Le principal inconvénient est sa résolution. Les lignes de couche plus épaisses et plus hautes imprimeront l'objet plus rapidement, mais auront des limitations concernant les détails fins. De l'autre côté, les pièces fonctionnelles peuvent s'avérer plus solides puisque chaque ligne contient une plus grande quantité de matériau solide.
De plus, grâce au diamètre de buse plus grand, il y aura plus de matériau solide à refroidir, ce qui peut augmenter la déformation. Cela peut être un problème pour les matériaux susceptibles de se déformer pendant l'impression, comme l'ABS ou le PC Blend.
| Taille / matériau de la buse | 0,25 mm | 0,4 mm | 0,6/0,8 mm |
| Matériaux flexibles | ✖ | ✔ | ✔ |
| PLA | ✔ | ✔ | ✔ |
| ASA/ABS | ✔ | ✔ | ✔ |
| PETG | ✔ | ✔ | ✔ |
| bois/métal infusé | ✖ | ✔ * | ✔ |
| CF/ABS avec kevlar infusé | ✖ | ✔ * | ✔ * |
| PC Blend | ✔ | ✔ | ✔ |
| Nylon | ✔ | ✔ | ✔ |
| PVA/BVOH | ✖ | ✔ | ✔ |
* Buse durcie