- English
- Čeština
- Italiano
- Deutsch
- Français
- Home
- Kalibracja
- Podstawowa kalibracja
- Ręczna kalibracja wielu narzędzi (XL)
Ręczna kalibracja wielu narzędzi (XL)
- Podstawowa kalibracja
- Nieudana kalibracja Z (MK3S/MK2.5S)
- Kalibracja pierwszej warstwy (i3)
- Kalibracja pierwszej warstwy (MINI/MINI+)
- Pełne odświeżenie systemu Original Prusa i3
- Osiowanie przekładni (MK4)
- Naprężenie docisku ekstrudera
- Live Adjust Z
- Poziomowanie stołu
- MMU2S - Ustawienie i kontrola
- MMU3 Setup and inspection
- Ręczna kalibracja wielu narzędzi (XL)
- Procedura
- Selftest (SL1)
- Niepowodzenie Selftestu (MINI/MINI+)
- Niepowodzenie Selftestu (MK2/S, MK2.5, MK2.5S)
- Niepowodzenie Selftestu (MK3.5)
- Niepowodzenie Selftestu (MK3/MK3S/MK3S+)
- Niepowodzenie Selftestu (XL)
- Kalibracja temperaturowa
- Kalibracja XYZ (MK2.5/MK2.5S)
- Kalibracja XYZ (MK2/S)
- Kalibracja XYZ (MK3/MK3S/MK3S+)
- Szczegóły kalibracji XYZ
- Zaawansowana kalibracja
- Komunikaty błędów kalibracji
Ręczna kalibracja narzędzi w wielonarzędziowych wersjach Original Prusa XL może być przeprowadzona w celu upewnienia się, że kalibracja przesunięcia narzędzi zadziałała poprawnie i w celu precyzyjnego ustawienia przesunięcia dla każdego narzędzia. Ta kalibracja jest również zalecana po zderzeniu dyszy lub jeśli używana jest niestandardowa dysza. Przygotowaliśmy specjalny testowy G-code dla wersji dwugłowicowej i pięciogłowicowej, zaprojektowany, aby pokrywał błędy przesunięcia do +/-1 mm.
Wydruk ma dwie strefy oznaczone X i Y, każda z jednym grzebieniem dla każdego narzędzia, z wyjątkiem narzędzia 1. Porównując dwa leżące przy sobie grzebienie znajdź dwa znaczniki w każdej strefie, które najbardziej pokrywają się z grzebieniem wydrukowanym za pomocą narzędzia 1 i odczytaj ich wartości.
Największy znak oznacza 0, a średnie znaki oznaczają 0,5 mm.
W poniższej wizualizacji G-Code do kalibracji 2 narzędzi, pomarańczowe części są wydrukowane za pomocą narzędzia nr 1, a fioletowe za pomocą narzędzia nr 2.
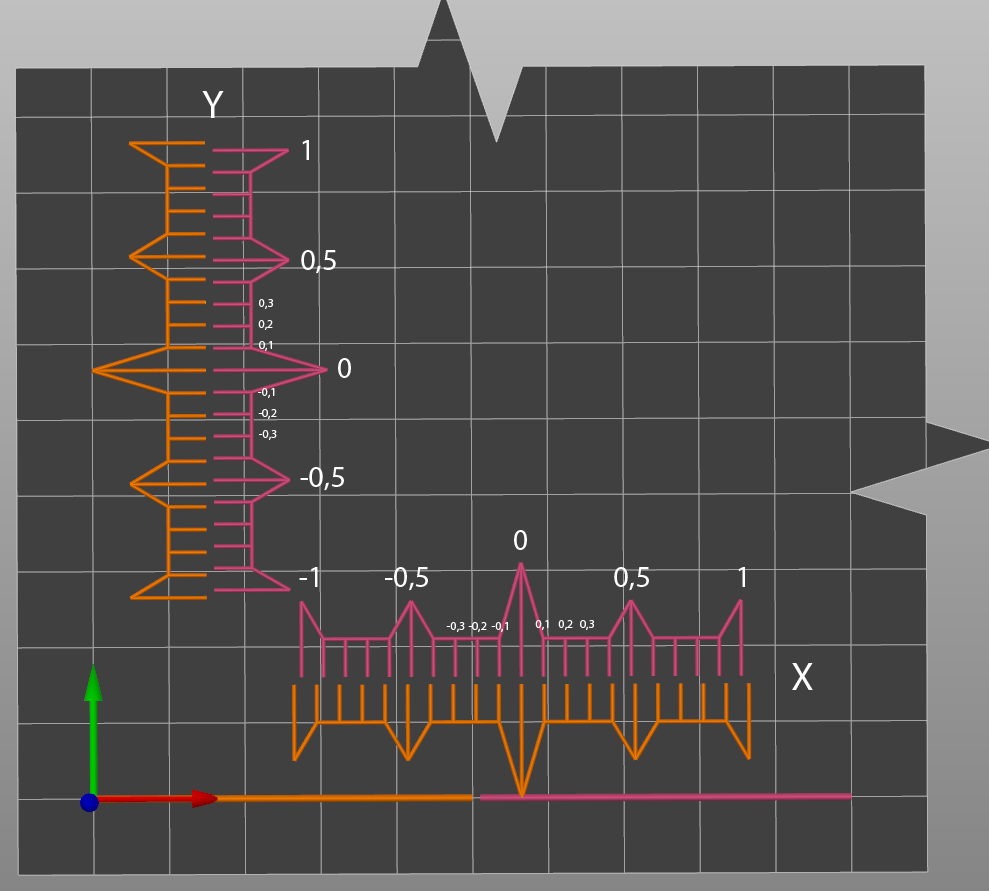 |  |
G-Code do kalibracji pięciu narzędzi ma te same właściwości, ale ma cztery grzebienie na oś. Przesunięcie każdego narzędzia jest porównywane z narzędziem 1.
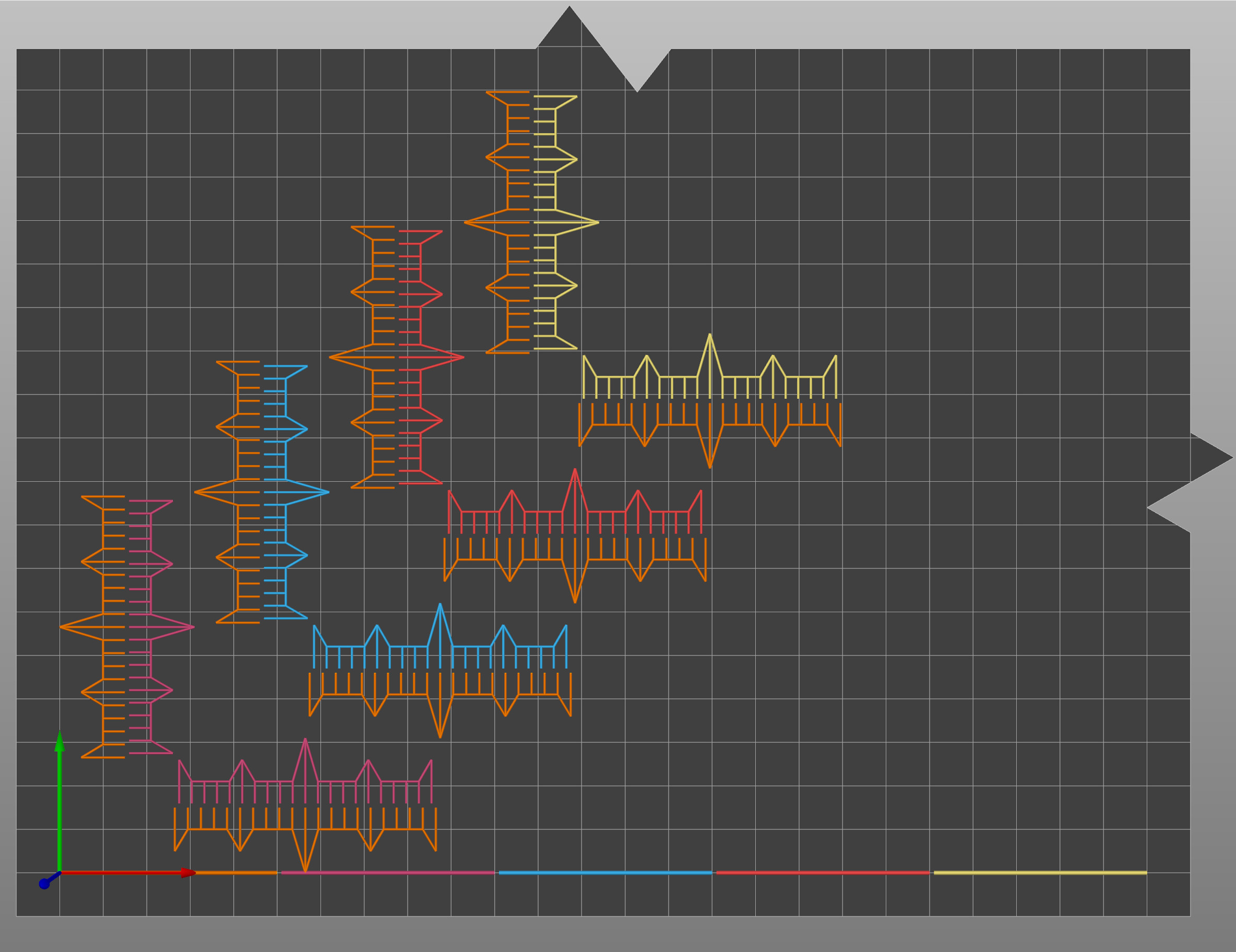 | 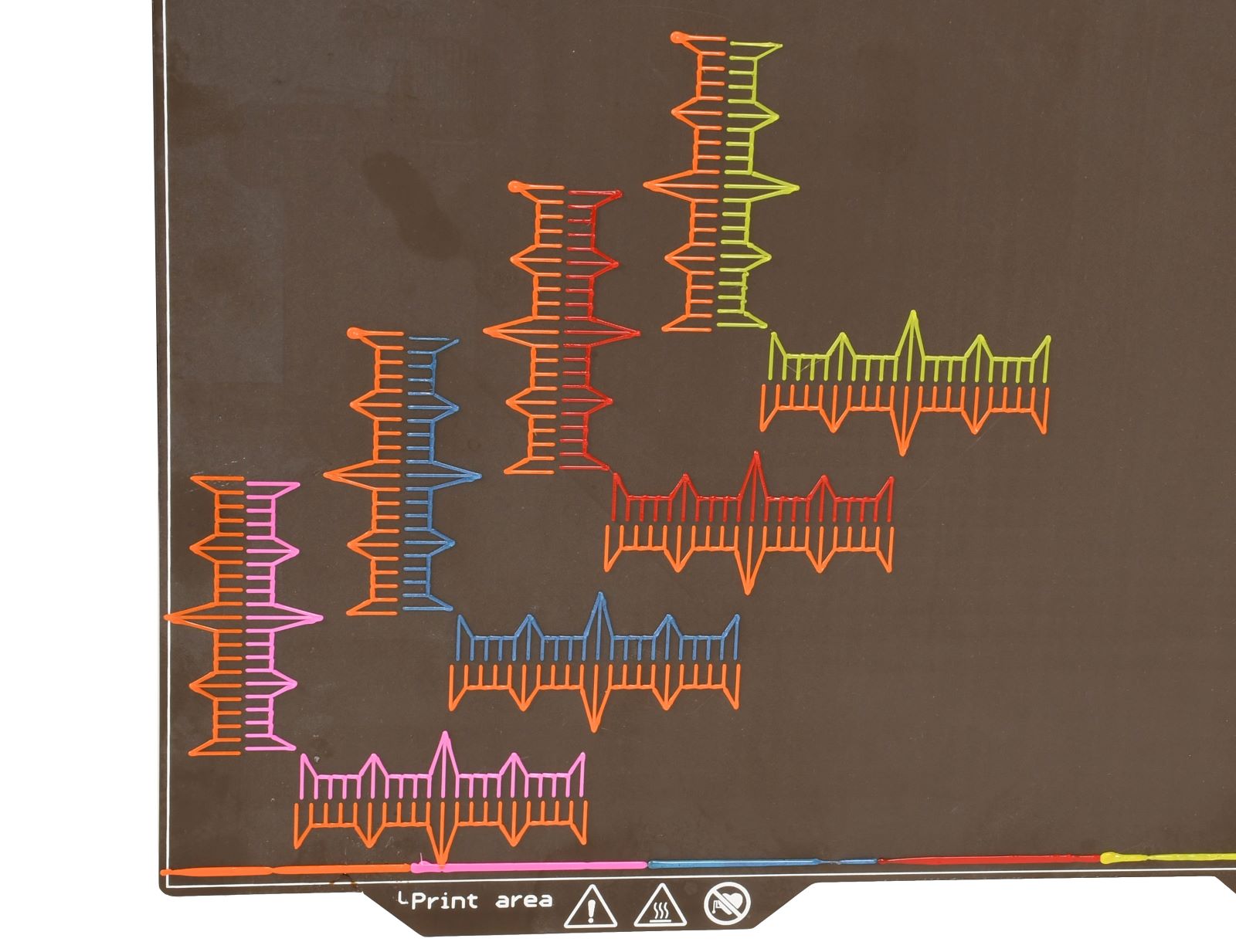 |
Procedura
- Wydrukuj model. Użyj jednego z plików G-code i filamentu PLA, w zależności od liczby narzędzi:
- Po zakończeniu drukowania zdejmij arkusz z wydrukiem i dokładnie przyjrzyj się znacznikom. Jeśli masz wątpliwości co do dwóch znaczników, wybierz ich średnią wartość (na przykład, jeśli 0 mm i +0,1 mm są prawie wyrównane, wybierz przesunięcie +0,05 mm).
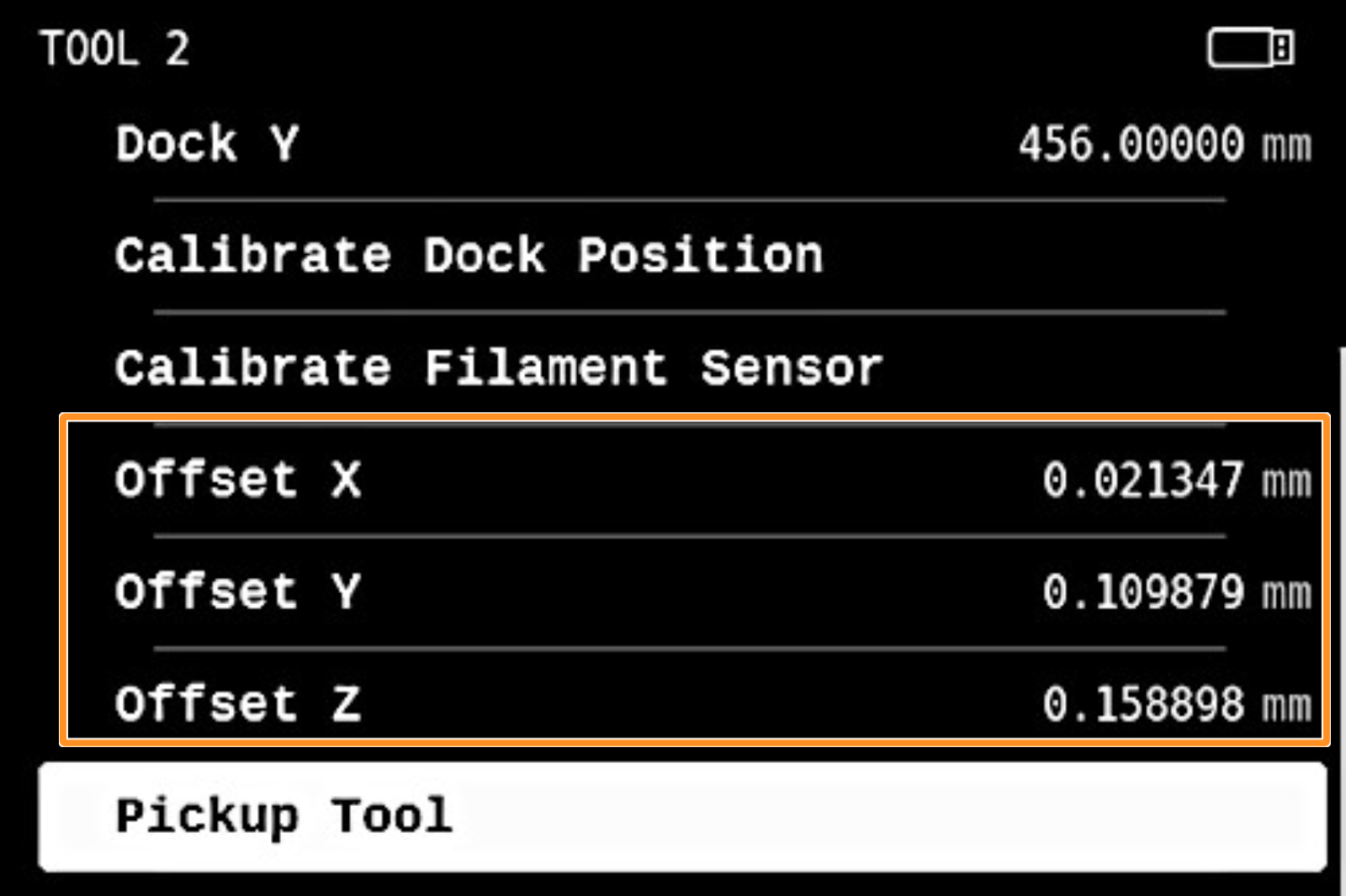
- Dostosuj przesunięcia, dodając zmierzoną wartość do przesunięcia już pokazanego dla wybranego narzędzia w menu LCD -> Ustawienia -> Narzędzia -> Narzędzie # (numer narzędzia jest wyświetlany zamiast #). Na przykład dodanie 0,05 mm do przesunięcia X na zrzucie ekranu spowoduje uzyskanie wartości końcowej 0,071347 mm.
W przypadku narzędzia 1 wartość przesunięcia nie jest wyświetlana, ponieważ zawsze jest ustawiona na zero i służy jako odniesienie.
- Po skorygowaniu przesunięć należy usunąć wszelkie drobne pozostałości filamentu z prowadnic liniowych i pasków, aby uniknąć wpływu na pozycję bazowania. Usuń wydruk z arkusza i ponownie wydrukuj element testowy, aby sprawdzić wyrównanie.
Komentarze


Wciąż masz pytania?
Jeśli masz pytanie dotyczące czegoś, czego nie opisaliśmy, to sprawdź dodatkowe zasoby.
A jeśli to nie działa, możesz wysłać zgłoszenie na [email protected] lub klikając poniższy przycisk.