Wysokość warstwy
Grubość jednego poziomego "plasterka" pociętego modelu. Wysokość warstwy ma zasadniczy wpływ na:
- czas druku
- rozdzielczość pionową
Wybierając wyższe warstwy możesz znacznie skrócić czas druku kosztem bardziej wyróżniających się warstw. Po drugiej stronie jest obniżenie wysokości warstwy (np. 0,10 mm), które da większą szczegółowość, wydłużając jednocześnie czas drukowania.
Generalnie nie zalecamy schodzenia z wysokością warstwy poniżej 0,10 mm, ponieważ poprawa jakości druku na warstwach 0,07 lub 0,05 mm jest niewspółmierna do wydłużenia czasu druku.
Wysokość warstwy powinna wynosić mniej niż 80% średnicy dyszy (np. maksymalna wysokość warstwy dla dyszy 0,4 mm to około 0,32 mm). Warstwa nie może być wyższa niż średnica dyszy, a PrusaSlicer pokaże ostrzeżenie, jeśli spróbujesz taką ustawić.
Możesz również użyć zmiennej wysokości warstw.

Wysokość pierwszej warstwy
Podczas drukowania bardzo niskich warstw, warto mimo wszystko wydrukować trochę grubszą pierwszą warstwę, aby zwiększyć przyczepność do stołu. W profilach druku Original Prusa pierwsza warstwa zawsze ma wysokość 0,20 mm.
Możesz ustawić tu wartość liczbową (np. 0,20 mm) lub procentową obliczoną z domyślnej wysokości warstwy (np. 150%).
Zmiana wysokości pierwszej warstwy będzie prawdopodobnie wymagać ponownej kalibracji pierwszej warstwy na Twojej drukarce.
Obrysy
Określa minimalną ilość obrysów tworzących zewnętrzną ścianę wydruku. W profilach druku Original Prusa zawsze ustawione są co najmniej 2 obrysy.
Na wytrzymałość mechaniczną modelu największy wpływ ma ilość obrysów (nie gęstość wypełnienia). Jeśli chcesz otrzymać bardziej wytrzymały wydruk, to zwiększ ilość obrysów.
Tryb wazy
Tworzy pojemnik o jednym, ciągłym obrysie, płynnie przechodząc wzwyż (w osi Z).
Drukując model o jednym obrysie, nie da się uniknąć małej niedoskonałości w miejscu przechodzenia do kolejnej warstwy. W miejscu, w którym drukarka zatrzymuje się kończąc obrys, przechodzi na wysokość kolejnej warstwy w osi Z i zaczyna nowy obrys, zawsze powstaje mała "blizna" biegnąca po ścianie modelu. Ta blizna jest również słabym punktem wydruku.
W trybie wazy nie ma punktu zmiany warstwy, poza określoną liczbą dolnych warstw. Zamiast tego, głowica przechodzi w górę płynnie (niczym po spirali), aż do szczytu wydruku.
Po włączeniu trybu wazy PrusaSlicer automatycznie zmieni poniższe ustawienia:
- jeden obrys
- 0% wypełnienia
- wyłączone górne warstwy
- wyłączone podpory
- wyłączona stała grubość powłoki pionowej
W trybie wazy masz w dalszym ciągu wpływ na liczbę dolnych warstw. Oprócz tego, możesz zmienić szerokość ekstruzji obrysu zewnętrznego w menu Zaawansowane, aby otrzymać mocniejszą/szczelną wazę (np. z 0,45 na 0,6 mm).
Model powinien być zamkniętą bryłą. W innym przypadku PrusaSlicer podejmie próbę (nieudaną) odtworzenia zarówno zewnętrznych, jak i wewnętrznych powierzchni, więc stwórz model jedynie o wymiarach zewnętrznych.
W trybie wazy może być drukowany tylko jeden model na raz. Jeśli masz kilka modeli na stole, to niemożliwe będzie wydrukowanie ich z jednym, ciągłym obrysem. Możesz to obejść używając druku sekwencyjnego.
Zalecana grubość cienkiej ściany
PrusaSlicer oblicza optymalną grubość cienkiej ściany dla określonej ilości obrysów i wysokości warstwy. Jeśli wrócisz do swojego rysunku CAD i zmienisz grubość ściany na dokładnie tę wartość, to pozbędziesz się niepotrzebnego nakładania obrysów, a Twój wydruk będzie mieć idealną jakość powierzchni ścian.
Zwykle otrzymujesz rekomendację dla parzystej liczby obrysów (2,4,6…). Jeśli włączysz Wykrywanie cienkich ścian, to otrzymasz również wartości dla nieparzystych liczb (1,3…).
Mogłoby się wydawać, że skoro szerokość ekstruzji dla jednej ścieżki to 0,45 mm, to dwa obrysy będą miały grubość 0,90 mm (2x0,45 mm). Jeśli jednak spojrzysz na rekomendowaną grubość ściany dla warstwy o wysokości 0,2 mm, to zauważysz, że wynosi 0,86 mm.
Aby to zrozumieć, musimy spojrzeć na przekrój drukowanego obrysu. PrusaSlicer zakłada, że przekrój wytłaczanej ścieżki to prostokąt z zaokrąglonymi stronami. Zauważ, że szerokość ekstruzji zawiera dwa zaokrąglone końce.
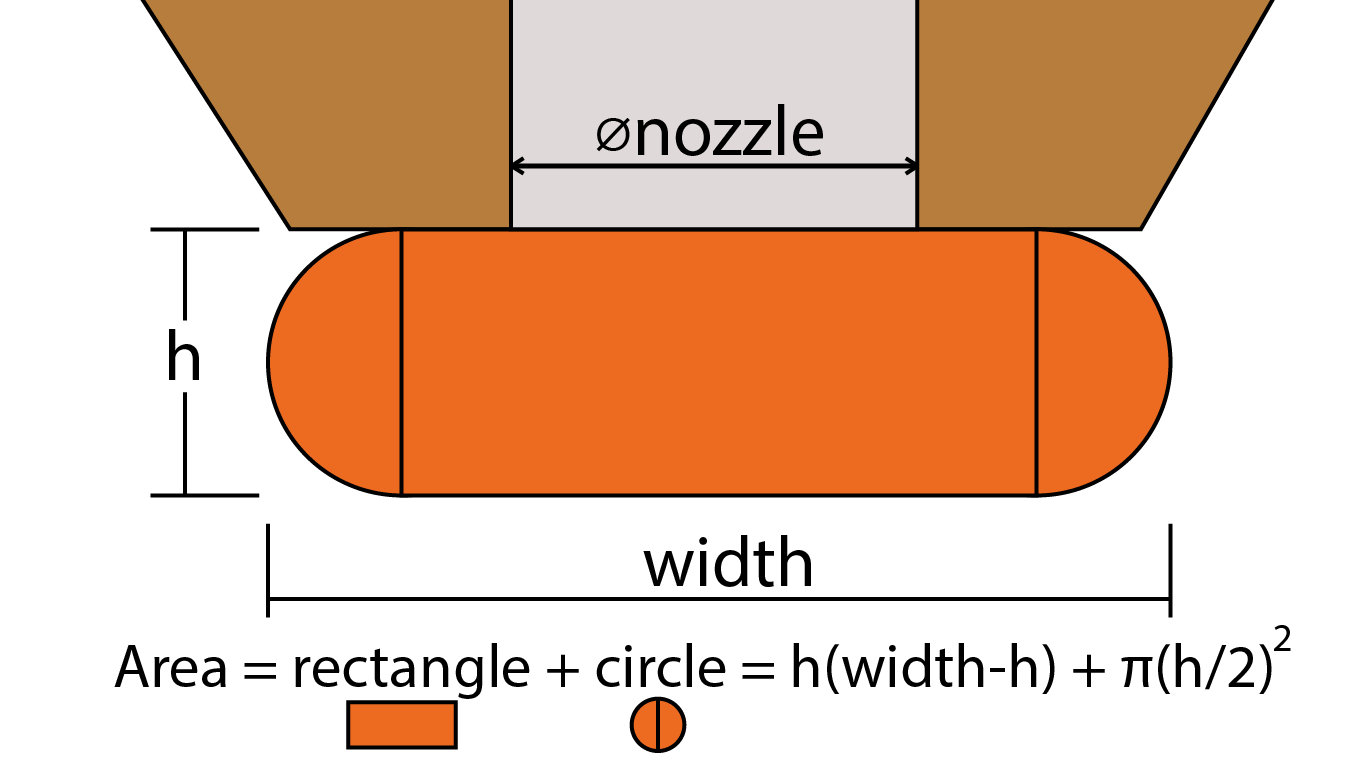
(Ta ilustracja została przerysowana na podstawie oryginalnej: https://manual.slic3r.org/advanced/flow-math)
Teraz dodajmy kolejny obrys/ścieżkę. Jeśli założymy, że nie nachodzą na siebie (są styczne), to powstałaby między nimi wolna przestrzeń (zaznaczona na żółto). Aby wypełnić tę lukę i scalić ze sobą obrysy, PrusaSlicer delikatnie nakłada je na siebie. Dlatego właśnie nie możesz wprost pomnożyć liczby obrysów przez szerokość ekstruzji, aby otrzymać dokładną grubość ściany.
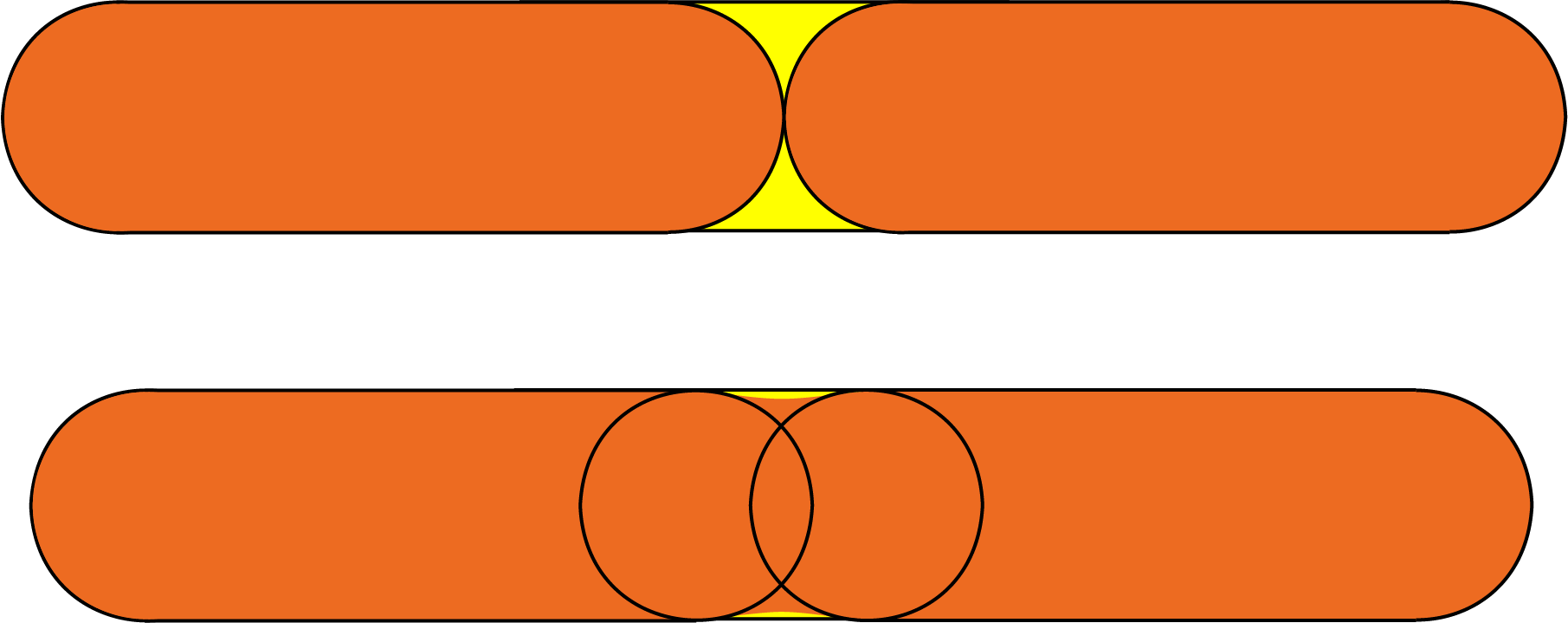
(Ta ilustracja została przerysowana na podstawie oryginalnej: https://manual.slic3r.org/advanced/flow-math)
Więcej informacji znajdziesz na stronie Slic3r Flow math (elementy tego tekstu pochodzą z tej strony).
Zwarte warstwy - górne/dolne
Dolne i górne części każdego modelu zazwyczaj składają się ze zwartych warstw (100% wypełnienia).
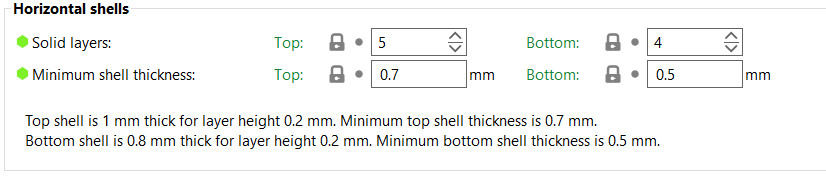
Możesz ustawić ilość górnych i dolnych warstw. Możesz również ustawić minimalną grubość powłoki, która jest szczególnie przydatna z funkcją zmiennej wysokości warstwy. Podpowiedź pod tym ustawieniem będzie zmieniać się wraz ze zmianą tych parametrów, dając Ci lepszy pogląd na wynikową grubość dolnej/górnej powłoki.
Ustawienie ilości dolnych lub górnych warstw na 0 nadpisuje parametr minimalnej grubości powłoki. Nie musisz więc ustawiać minimalnej grubości powłoki na 0, jeśli chcesz otrzymać wydruk bez dolnych lub górnych warstw.
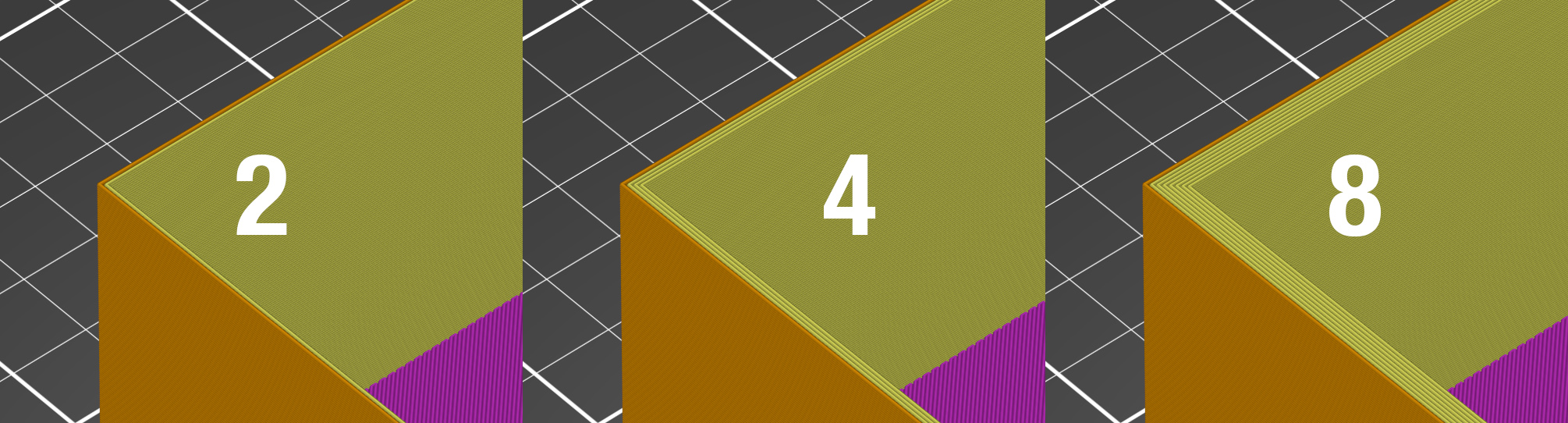
Pierwsza warstwa górnej powłoki to w gruncie rzeczy most drukowany na wypełnieniu. Przez to zawsze będzie występować tam obwisanie ścieżek. Czym niższe wypełnienie, tym dłuższe mosty, czyli większe obwisanie. Można temu zaradzić przez zwiększenie liczby górnych warstw. Możesz również zredukować ten efekt modyfikatorem, który zwiększy gęstość wypełnienia na kilku warstwach przed pierwszą górną litą warstwą.
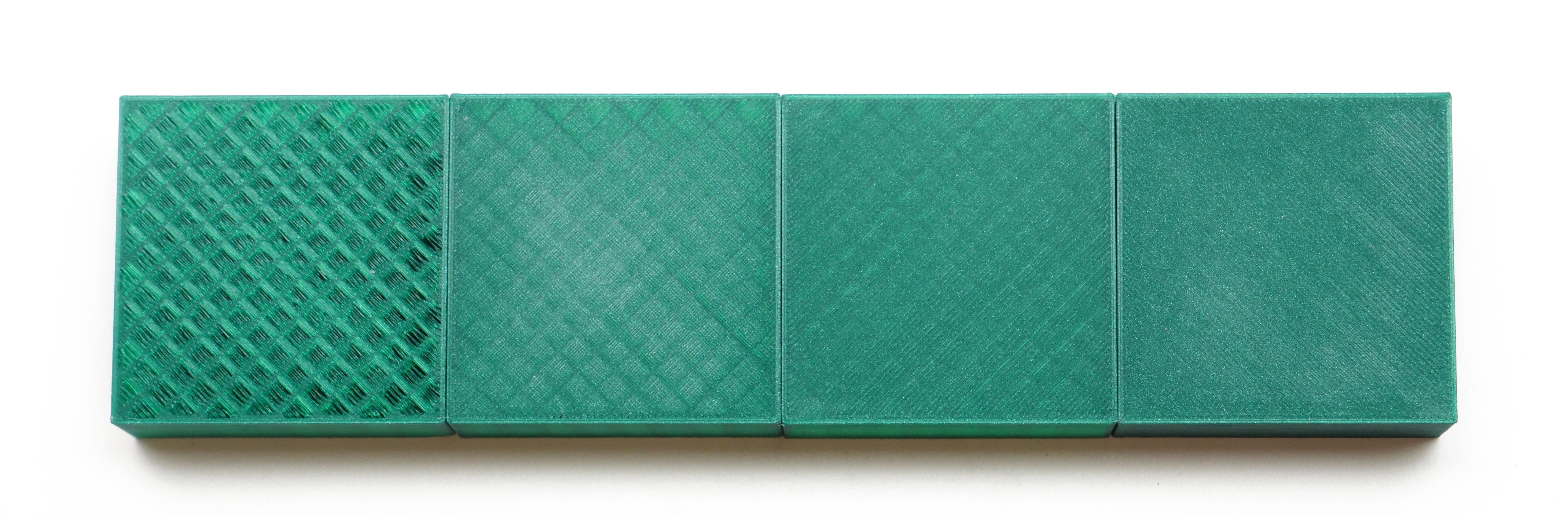
Od lewej do prawej: 1, 2, 3 i 5 górnych warstw, drukowanych z wysokością 0,1 mm.
Pamiętaj, że drukując niższe warstwy, potrzebujesz ich więcej, aby osiągnąć taką samą grubość powłoki (np. 3 warstwy o wysokości 0,3 mm dadzą 0,9 mm, natomiast warstw o wysokości 0,1 mm musisz ustawić 9, aby uzyskać tę samą grubość).
Domyślny wzór wypełnienia zwartych warstw to linie równoległe, ale do wyboru jest kilka innych.
Dodatkowe obrysy, jeśli potrzebne
Dawne ustawienie, które, z tego co wiemy, nie ma już żadnego działania. Daj nam znać, jeśli znajdziesz przypadek, w którym cokolwiek zmieni.
Stała grubość powłoki pionowej
Ta funkcja rozwiązuje jeden z większych problemów występujących w starszych slicerach, czyli dziury pojawiające się pomiędzy obrysami na pochylonych powierzchniach. Występował często przy drukowaniu popiersi i innych organicznych modeli. Takie obiekty zazwyczaj miały kilka dziur na czubkach głów. Dzięki tej funkcji PrusaSlicer doda wewnętrzne "podpory" dla obrysów kolejnej warstwy.
- Wyłączona: dodaje dodatkową linię tylko w celu podparcia górnych warstw. Wybranie tej opcji może spowodować nieudany wydruk.
- Częściowa: zapewnia częściowe wsparcie dla pionowych powłok bez pełnego wymuszania wymaganej grubości.
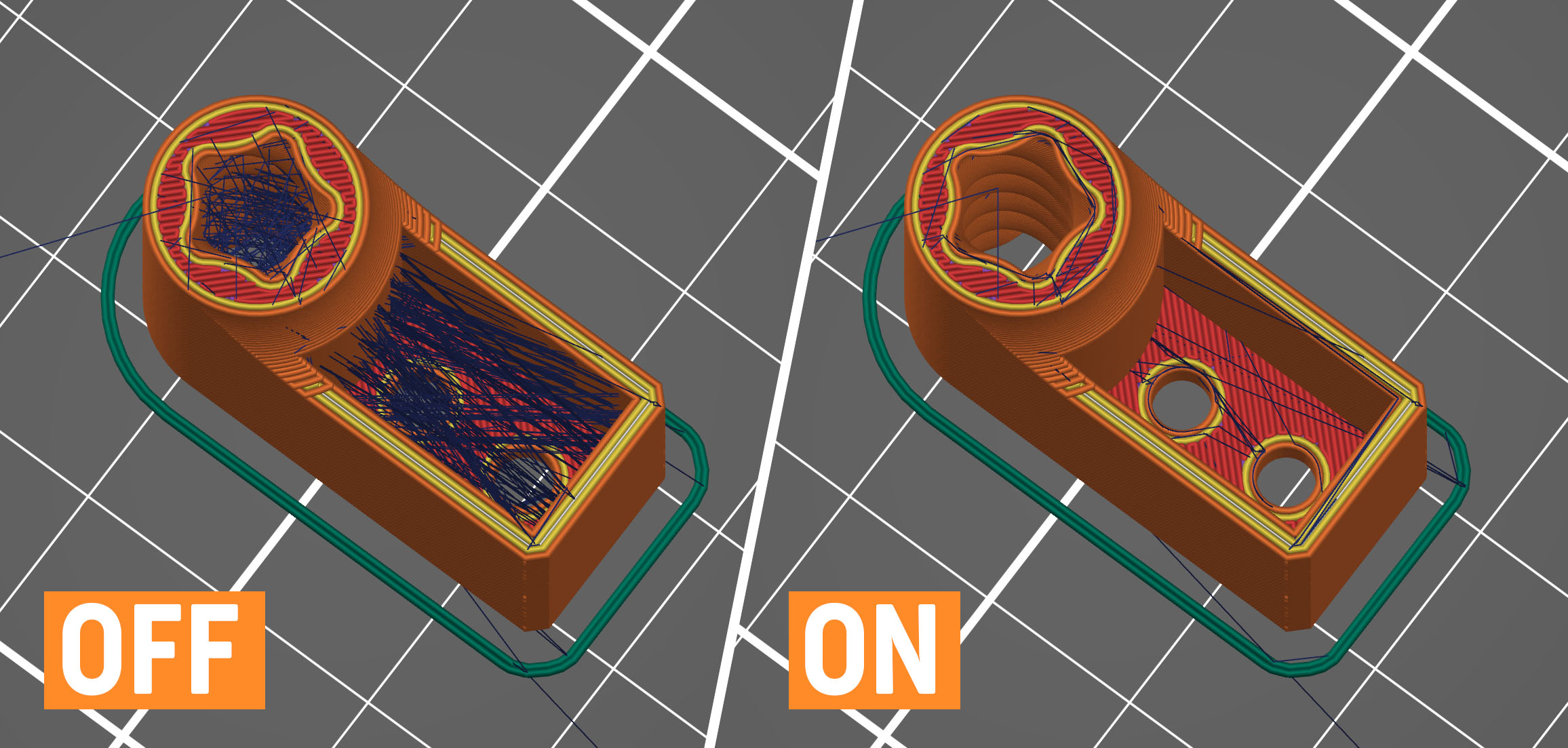
- Włączona: ustawienie domyślne. Umożliwia dodanie pełnego wypełnienia w pobliżu pochyłych powierzchni w celu zagwarantowania pionowej grubości powłoki. Jest ono stosowane do górnej i dolnej warstwy zwartej.

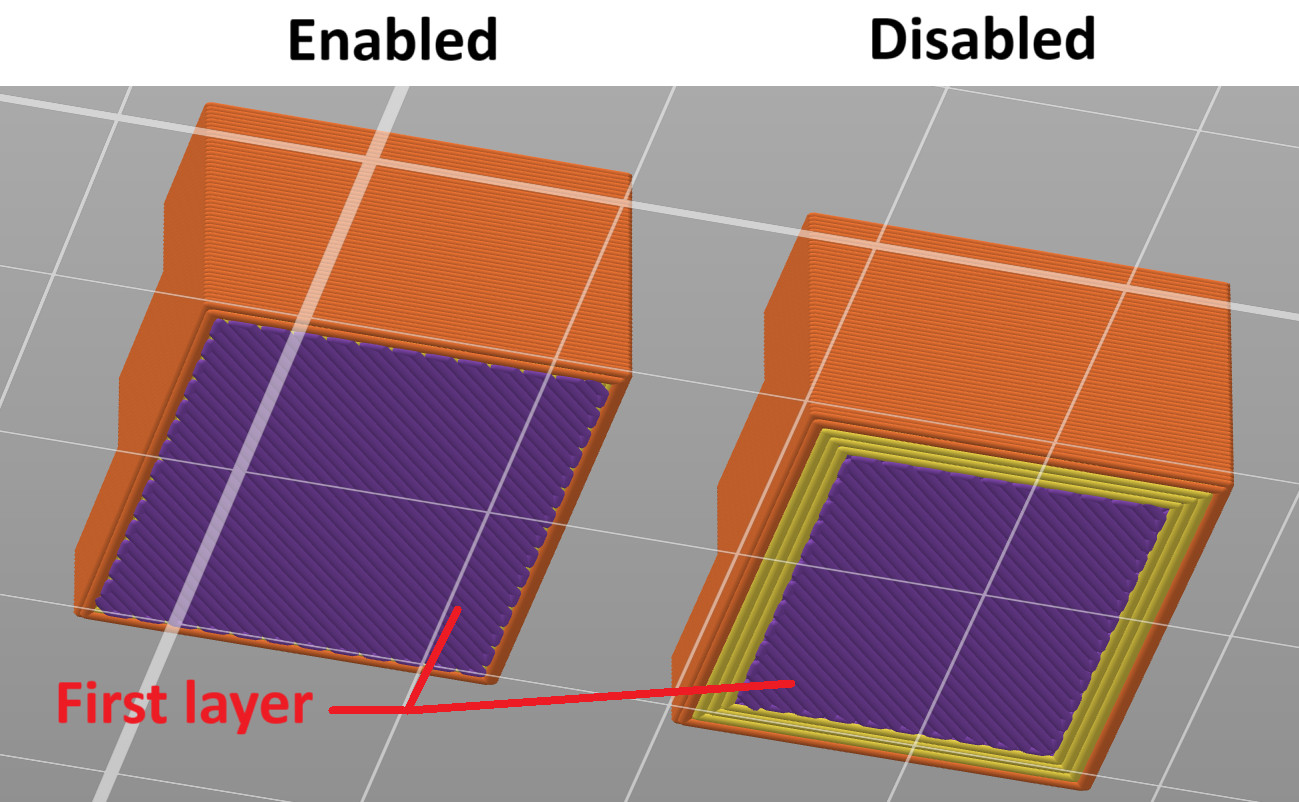
Unikaj ruchów nad obrysami
"Unikaj ruchów nad obrysami" to algorytm, który minimalizuje przecinanie zewnętrznych obrysów podczas ruchów jałowych, co pozwala obniżyć nitkowanie (szczególnie przy ekstruderach typu Bowden) i pozwala podnieść ogólną jakość.
Włączenie tej funkcji spowalnia generowanie G-code i nieznacznie wydłuża czas drukowania (dodatkowy czas różni się między modelami).
Funkcja ta została znacznie poprawiona w PrusaSlicer 2.3. Nowy algorytm próbuje wyznaczyć ścieżkę ruchu jałowego między wyspami unikając otworów i zagłębień.
Jeśli objazd jest dłuższy niż parametr Maksymalna długość objazdu, unikanie ruchu nad obrysem zostanie zignorowane. Możesz użyć wartości w milimetrach, procentach długości ruchu jałowego lub wpisać 0, aby wyłączyć sprawdzanie maksymalnej długości objazdu.
Wykrywanie cienkich ścian
Domyślnie każda ściana składa się z obrysów zewnętrznych i wewnętrznych (minimum 2 obrysy tworzą cienką ścianę). Przy wystarczającej ilości miejsca, przestrzeń pomiędzy nimi jest wypełniana.
Włączenie Wykrywania cienkich ścian pozwala PrusaSlicer wygenerować tylko jeden obrys, który posłuży zarówno za wewnętrzną, jak i zewnętrzną powłokę. Pozwoli to zachować drobne detale, jednak ścianki cieńsze niż grubość jednego obrysu będą prawdopodobnie pominięte podczas cięcia.
Ta funkcja jest automatycznie wyłączana, jeśli aktywny jest generator obrysów Arachne, ponieważ automatycznie dostosowuje się on do cienkich ścian.
Grube mosty
Ze względów historycznych PrusaSlicer drukował mosty z bardzo grubymi liniami. Było to bardzo niezawodne i pozwalało na łączenie mostami większych odległości, ale nie wyglądało zbyt dobrze. Nowe zachowanie domyślne wykorzystuje do mostkowania bieżącą wysokość warstwy, dzięki czemu jest niezawodne dla mniejszych odległości, ale wygląda znacznie lepiej. Jest to strategia używana przez większość nowoczesnych slicerów. Możesz przełączyć się na stare zachowanie, włączając opcję Grube mosty. Ponieważ pierwsza warstwa modelu powyżej podpór korzysta z ustawień drukowania mostów, zmiana ta ma również duży wpływ na wygląd podpartych zwisów.
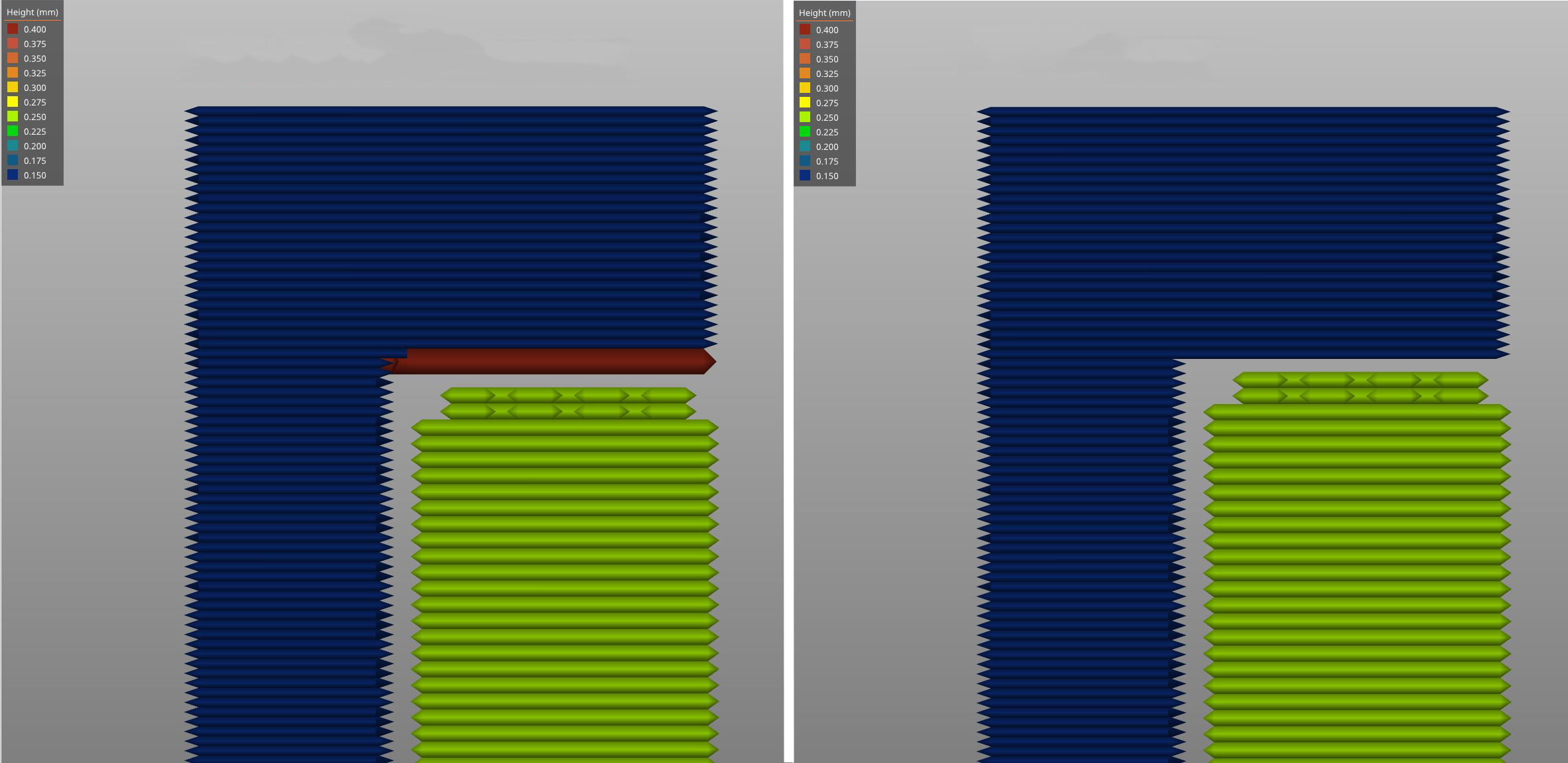
Po lewej: Włączone grube mosty, po prawej: Wyłączone grube mosty
Wykrywanie mostów przy obrysach
Włącza przepływ taki, jak przy mostach dla zwisów i włącza wentylator.
Najpierw obrysy zewnętrzne
Najpierw będą drukowane obrysy najdalej wysunięte na zewnątrz, następnie te coraz bliżej środka.
Ten parametr może okazać się pomocny przy drukowaniu modeli dokładnych wymiarowo, ponieważ najpierw wydrukowany będzie obrys zewnętrzny, a dodatkowy filament wytłaczany podczas druku kolejnych będzie odsuwany od zewnętrznej ściany. Może to jednak powodować, że powierzchnia będzie odrobinę mniej gładka.
Wypełnienie szczelin
Włącza wypełnianie szczelin między pojedynczymi obrysami oraz między najbardziej wewnętrznym obrysem i wypełnieniem.
Generator obrysów
Umożliwia przełączanie między generatorem obrysów Arachne (domyślnym) i klasycznym. Generator obrysów Arachne automatycznie dostosowuje szerokość obrysów w zależności od potrzeb. W przypadku większości wydruków Arachne jest lepszy, ale w przypadku niektórych wydruków funkcjonalnych, w których ważna jest dokładność wklęsłych narożników, lepszy może być klasyczny generator.
Tylko jeden obrys
Ta opcja wymusza zastosowanie pojedynczego obrysu na górnej lub pierwszej warstwie, aby uzyskać czystsze, bardziej jednolite wykończenie bez utraty wytrzymałości strukturalnej wydruków. Górną i dolną warstwę możesz kontrolować oddzielnie w sekcji Ustawienia druku -> Warstwy i obrysy -> Tylko jeden obrys.
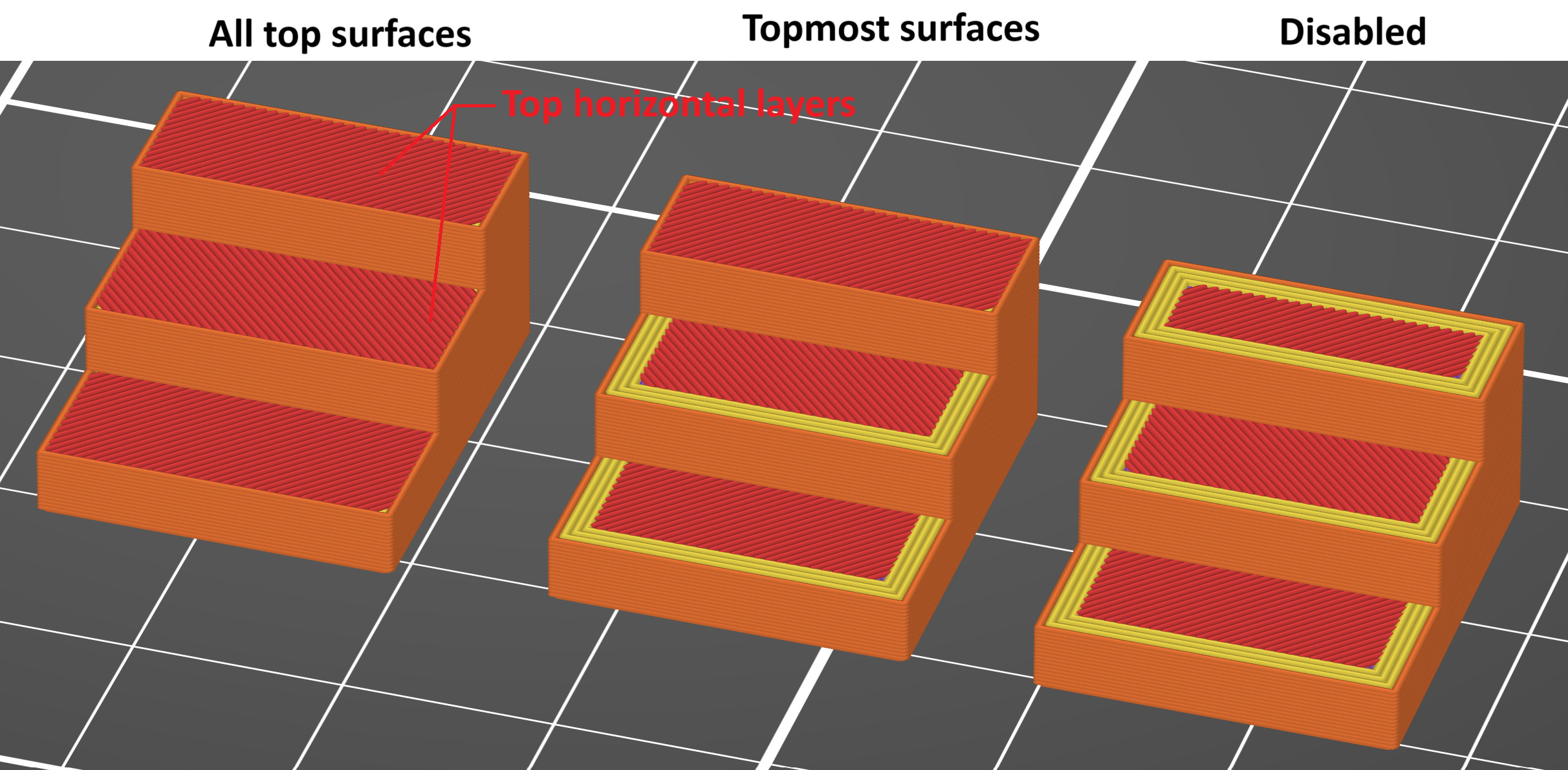
Pojedynczy obrys na górnych powierzchniach
- Wyłączone (domyślnie): standardowe ustawienia obrysów są stosowane do górnych warstw.
- Wszystkie górne powierzchnie: Pojedynczy obrys jest stosowany do wszystkich poziomych warstw górnych.
- Tylko najwyżej położona warstwa: Pojedynczy obrys jest selektywnie stosowany tylko do najwyżej położonej widocznej warstwy górnej modelu.
Jeden obrys na pierwszej warstwie
To ustawienie można włączyć lub wyłączyć, aby wymusić stosowanie jednego obrysu wyłącznie na pierwszej warstwie.