これは最も一般的な3Dプリントの問題であり、おそらく最初に遭遇する問題でもあるでしょう。ファーストレイヤーの形成は最も重要です。なぜなら、それがプリントされたオブジェクトの基礎となるからです。したがって、これが完璧でない場合、プリント失敗の可能性が高くなります。多くの一般的な3Dプリントの問題は、最初のレイヤー形成が悪いことに起因しています。いくつかの問題が発生する可能性があるので、これらの問題を回避するために何ができるか確認していきましょう。 最適なプリント品質を達成し、失敗したプリントの可能性を最小限に抑えるために、プリントシート表面は定期的にメンテナンスする必要があります。簡単な手順なので、私たちのヒントと推奨事項を見てみましょう。 プリントシートの準備方法 手や汚れた工具でプリント表面に触れなければ、毎回プリントする前に清掃する必要はありません。ベッドと同じ方法で清掃すれば、次のプリントをすぐに開始できます。 イソプロピルアルコール プリント表面の最適な接着を実現するには、清潔に保つことが重要です。ABS、PLA、その他多くの材料でプリントする際の最良の選択肢は、90%イソプロピルアルコールです。これは通常、薬局やホームセンターで入手できます。変性アルコールも選択肢の一つです。常に90%…
プリントのレイヤーでフィラメントが欠けている場合、下から押し出し具合を確認することができます。押し出し不足のレイヤーを持つ印刷物は壊れやすく、バラバラになる傾向があります。押し出し不足の原因はいくつか考えられますが、最近プリンタを変更した (あるいは長期間メンテナンスをしていない) 場合は、そこに原因がある可能性があります。 Example of severe…
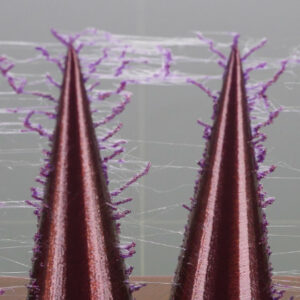
糸引きやにじみは、「ヘアリープリント」とも呼ばれ、プリントしたモデルに小さな糸状のフィラメントが残ることを指します。これは通常、エクストルーダーが別のオブジェクトに移動している間に、フィラメントがノズルから流れ続けたときに起こります。これは、オブジェクトの間に残されたフィラメントの線として見ることができます。 この問題は、プリント温度が非常に高い場合や、不適切なリトラクション設定を使用した場合に発生します。PrusaSlicerの設定をいくつか変更し、ハードウェアもチェックすることで解決します。 ノズルに残った材料による糸引き PETGなどの単一種類のフィラメントで長時間プリントすると、ノズル内にフィラメントの薄い層ができることがあります。そのため、フィラメントによる細い線がプリント表面に付着し、糸引きの原因になることがあります。そのため、プリント前にはノズルを十分に洗浄し、ノズルに付着した汚れや以前のフィラメントの残りを取り除いておく必要があります。 PrusaSlicerの公式(工場出荷時)プリセット設定を使用することを強くお勧めします。ただし、独自の設定でプリントする場合は、リトラクトの設定が正しく行われていることを確認してください。 リトラクト設定 まず、「Retraction(リトラクション)」と呼ばれるパラメータを確認することから始める必要があります。リトラクトというのは、G-codeの1つのセクション/オブジェクトをプリントし終わるときに、エクストルーダーがフィラメントをノズル内に引き戻す動作を指します。エクストルーダーが次の場所に移動すると、フィラメントが押し戻され、再びノズルから押し出され、プリントプロセスが継続されます。 まず、「Retraction(リトラクション)」と呼ばれるパラメータを確認することから始める必要があります。リトラクションというのは、G-codeの1つのセクション/オブジェクトをプリントし終わるときに、エクストルーダーがフィラメントをノズル内に引き戻す動作を指します。エクストルーダーが次の場所に移動すると、フィラメントが押し戻され、再びノズルから押し出され、プリントプロセスが継続されます。リトラクションの設定は、PrusaSlicerのPrinter…
3DBenchy は、CreativeToolsが3Dプリンタのテストとベンチマーク用に特別に設計した3Dモデルです。完璧なBenchyをプリントする方法は誰もが知りたいことであり、そのためのテクニックが追究されています。このモデルの発表以来、プリントには程度の差こそあれ、ある特定の問題が発生するようです。それこそが、悪名高い、Benchy hull…
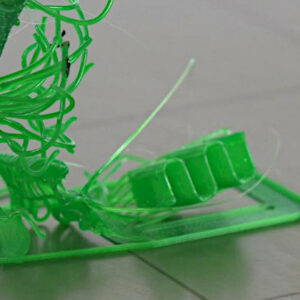
レイヤーシフトは、プリントされたオブジェクトの層が意図した位置からずれてしますプリント中に起きる問題です。通常、X軸やY軸の異常な動きに関連し、プリント中にエクストルーダーヘッドが位置ずれを起こします。 問題を正しくトラブルシューティングするためには、どの軸でレイヤーがシフトしたかを認識することが重要です。以下の3枚の写真は、3種類の異なるレイヤーシフトを示しています。トラブルシューティングは両軸で同じです。 レイヤーシフトの最も一般的な原因は、ベルトの張力が不適切であるか、プーリーが固定されていないことです。 Original…
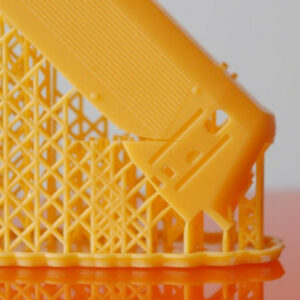
一般的には、サポートが全く必要ないようにオブジェクトを回転させてポイントを見つけるのが常に最良の選択です。しかし、複雑なオブジェクトをプリントする必要がある場合、いずれにせよサポートを多用することになります。サポート構造を取り除いた後、サポートの上の表面がプリントの残りの部分より悪く見えることに気づくかもしれません。 上の写真は、プリント設定が最適でない場合に表示されるアーティファクトです。 サポート上部の見栄えの悪い面を修正する方法 もう一度、PrusaSlicerでオブジェクトを回転させてみて、より少ないサポートで済むような良い向きを探してみてください。 また、切取りツールを使用すると、2つのパーツを簡単に印刷し、接着することができます。 サポートの設定 プリントオブジェクトからサポートを切り離しやすくするために、サポートとオブジェクトの表面の間にわずかな隙間を設けます。隙間を少なくすると、より良い結果が得られる可能性がありますが、サポートが剥がれにくくなる可能性があります。 PrusaSlicerの「印刷設定」-「サポート材」でサポートの値を微調整することができます。Contact…
大きなオブジェクトをプリントする際、オブジェクトの角がベッドから持ち上がる問題に遭遇することがあります。これは主に、PC Blend、ASA、ABSなどの高温材料をプリントする際に発生します。通常、ノズルの溶融温度と周囲温度との急激な温度差が原因です。これが起こると、プラスチックが収縮し、反りが生じます。私たちの目標は、プリントされた部品が受ける熱衝撃を最小限に抑え、反りを軽減することです。反りが少ないほど、残留応力も少なくなり、より強固な部品が得られます。 冷えた状態のスチールシートに薄くグルースティックを塗布することで、接着を助けるだけでなく、シートの摩耗を防ぐ分離層としても機能します。 各材料には、オブジェクトの持ち上がりを防ぐための異なる技術が必要です。また、異なる形状には異なるアプローチが必要な場合もあります。詳細については、必ず広範な材料表をご確認ください。 トラブルシューティング PrusaSlicerプロファイルを使用する…
ブリッジングとは、サポートを使わず、空気の上にレイヤーをプリントすることを指します。不可能なことのように聞こえるかもしれませんが、当社のMK2およびMK3プリンタでは、それほど難しいことではありません。ただし、押し出されたプラスチックをプリントファンを使って空中で冷やす必要があるため、最良の結果が得られるのは短い距離に限られることを覚えておいてください。見栄えの良いブリッジレイヤーをプリントするには、3つの重要な設定があります。PrusaSlicerの設定、速度、そして冷却です。 ブリッジングの典型的な問題は、上の写真に見られるようなたるみ、垂れ下がりです。 解決方法 PrusaSlicerのいくつかの設定/パラメータにアクセスするには、「Advanced」または「Expert」モードである必要があります。右パネルのボタン、またはConfiguration…
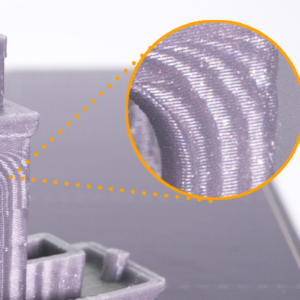
ゴースティングは、モデルの鋭いエッジの後に続くいくつかの波によって典型的に認識することができます。例えば、3DBenchyの写真では、マークされた箇所で見ることができます。 ゴースティングの解消(MK2/2.5/S and MK3/S): X軸とY軸のベルトの張りを調整します。最適なベルトのテンションを見つけるには、少し時間がかかるかもしれません。ギターの弦を弾くようにベルトを弾いてみてください。深みのある低音が聞こえるはずです。ベルトの締め付けが強いと、より高い音色を奏でます。ベルトの締め付けが弱いと、低い音になります。 また、プリンタのLCDメニューにあるBelt…
溶けたプラスチックからできたプリントオブジェクトは、水密性が高いと思われがちですが、そうとは限りません。見栄えを良くすることと、水密性を確保することは、必ずしも重なるわけではありません。ここで紹介するヒントは、液体の容器を作成する目的でなくても、プリントしたパーツをより頑丈にするのに役立つかもしれません。 水密性が高いことは、食品衛生上で問題がないこととイコールではありません。こちらの記事…
これは、プリントされたレイヤーとそのラミネートが、層ごとに剥がれてしまうことを指します。ほとんどの場合、間違ったプリセット/カスタムプロファイル、間違った温度、プリントファンや周囲の環境からの過剰な冷却が原因で起こります。 レイヤーセパレーションは、ヒートベッドがなかった頃の "昔 "の問題であり、ABSのような材料では、より深刻です。PrusaSlicerのプリセットがあるMKシリーズのハードウェアでは、特にPLAやPETGのような材料では、ほとんど問題にはなりません。 クラックとレイヤー欠落を見分けるのは難しいことではありません。割れたレイヤーを見分けるには、少し上向きに曲げたり反ったりしているきれいな切り口を確認するのがベストです。 レイヤーの分離は、それぞれのレイヤーが異なる速度で冷却される際、プリント時にかかる力によってオブジェクトが割れることで発生します。反りの力がレイヤーの接着力を上回り、レイヤーが分離してしまいます。 レイヤーの分離、割れを防ぐ方法 ABSは、プリントオブジェクトが完全に冷える前に何らかの冷風を当てると、レイヤー分離を起こす可能性が非常に高くなります。ABSプリントの場合は、ファンを完全にOFFにすることをお勧めします。 ABSは密閉されたチャンバーで(加熱しても)プリントするのがベストです。ここではIkea…
特に複雑な形状のモデルをプリントする場合、サポートは3Dプリントオブジェクトの重要な部分です。サポート材が破損すると、プリント全体に不具合が生じる可能性が高くなります。 PrusaSlicerでは、モデルの安定性に問題があると警告メッセージが表示されます。ほとんどの場合、サポート材を追加することで解決します。一般的には、大きなオーバーハングや傾斜の強いオーバーハングにサポート材を追加します。 サポートと関連する設定についての詳細は、専用のsupport…
インフィルに関する様々な問題は、3Dプリント上では最悪のトラブルではありませんが、場合によっては、プリントの構造的な完全性を著しく損なう可能性があります。インフィルに問題がないかどうかを確認するタイミングとしては、オブジェクトをプリントしている最中が理想的です。 部品の用途に応じてインフィルタイプを選択します。機械部品には、キュービックやジャイロイドなどの3Dインフィルをお勧めします。その他、グリッドはほとんどの用途に対応できますが、すべての形状に完璧に対応できるわけではありません。 トラブルシューティング インフィルタイプの変更…
If the print does not appear on the printing platform, nor at the bottom of the resin tank, there are a couple of possible causes: Highly insufficient exposure times Old or separated…
The printing platform must be perfectly flat and degreased to ensure that the first prints are properly attached. If the pad or print itselfs separates from the printing platform,…
A skewed/deformed print is usually caused by loose screws – either the large black knob at the top of the cantilever, the screw(s) on the cantilever itself or the resin tank screws. Solution Cantilever…
Even though SLA printers can achieve much better resolution than standard FFF/FDM 3D printers, layers on objects can be still visible if you look very closely. If you feel like…
In case the first layer did not stick to the printing platform, it would remain stuck at the bottom of the tank. No matter how big or how small the stuck layer is, here is a quick…
If you encounter de-lamination, separated layers, or missing layers, the cause is usually in a broken SL1/STL file. Another cause can be a faulty UV LED panel or dirt in the resin…
Broken supports (or missing parts of supports) are usually caused by incorrect settings in the PrusaSlicer. The supports are either too thin or the exposure time is set to a value…
Bubbles or small scratches (also appearing like cracks) on the object are caused by small pieces of dirt or debris in the tank (vat) you are using. These small objects travel in…
The Original Prusa SL1 3D printer can produce objects with an incredible amount of detail – tiny wrinkles on cloth of a figure, texture of skin, thin railings on buildings, etc.…
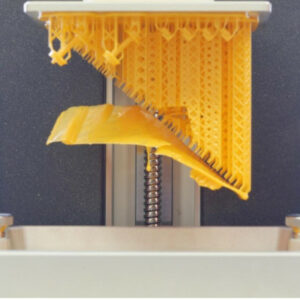
Why is this happening? If the printed object detaches from its supports mid-print, it will fall into the resin tank, usually with the supports still attached to the printing platform.…
Most resins have a tendency to shrink by several micrometers after they are cured. These expansions and resulting forces can lead to layer warping and layer separation. However,…
Large holes (defects) in printed objects are almost exclusively caused by dirt on the FEP foil or loose particles in the resin. Tiny pieces of debris on the bottom of the tank…
When you finish building the INDX conversion kit, your CORE One+ becomes the CORE One+ INDX. You switch on the printer for the first time and run all the calibrations. They are…