3DBenchy は、CreativeToolsが3Dプリンタのテストとベンチマーク用に特別に設計した3Dモデルです。完璧なBenchyをプリントする方法は誰もが知りたいことであり、そのためのテクニックが追究されています。このモデルの発表以来、プリントには程度の差こそあれ、ある特定の問題が発生するようです。それこそが、悪名高い、Benchy hull line(船体の線)です。

安価なものから高価なものまで、市場にあるすべてのFFFプリンタのプリントで見ることができます。スライスソフトの種類に関係なく確認できます。どのような材料でプリントしても確認できます。2015年のBenchy リリース動画でさえも、確認ができます。繰り返しになりますが、深刻さの程度は様々で、プリンタ、スライサー、材料の組み合わせによっては、ほとんど見えなくなることもあります。言い換えると、このモデルによって明確に定義されたこの線の存在について、プリンタユーザーたちは失望し、今もどのように解決すればよいのか答えがないままでいます。しかし、一度この事象を理解し、捉えることで、本質的にすべてのプリントでこの課題があると認識できるようになります。
良いニュースとしては、私たちのサンプルG-codeでは、Benchyの線をほぼ排除することができたということです(100%のケースではないですが、それについては後述します)。url=https://www.prusaprinters.org/prints/3161-3d-benchy/files|title=G-codeのダウンロードはこちら]でできます。
悪いニュースとしては、しかし、その解決策は普遍的なものではないということです。そもそも、そのような普遍的な解決策が物理的に存在しうるかどうかさえも定かではありません。

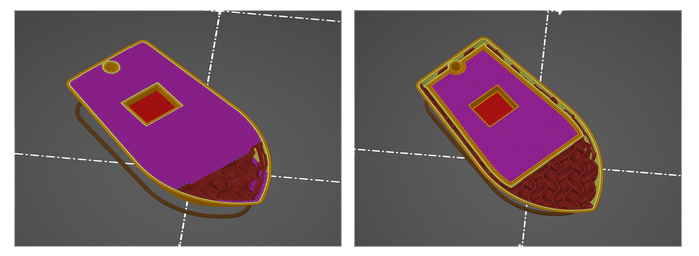
MK3Sでプリントした新しいBenchyのサンプル
ハードウェアの問題なのか?
この問題をインターネットで検索すると、ハードウェアの問題かもしれないという(誤った)サジェストを受けることがよくあります。例を挙げると、以下のようなものがあります。:
- ベルトの緩み
- Z軸のロッドの歪み
- 一定の高さでのZ軸のリードスクリューが不揃い
想定される原因
我々は、高さ8mm付近でまばらなインフィルから完全なトップレイヤーに突然移行することが主な原因だと考えています(レイヤー高さやトップレイヤーの数によって多少異なる場合があります)。
このとき、レイヤーのプリントにかかる時間に対し、急激な差が出ます。
そして数レイヤープリントした後に、また突然の変化が起こります。船のデッキが完成すると、ほぼソリッドなレイヤーではなく、また数枚のペリメーターだけになってしまうのです。
Benchy hull line の深刻度を左右する要因は以下の通りです。
- フィラメント材料の熱膨張係数
- プリントオブジェクトの冷却
- プリンタが置かれている環境
- フィラメントの特性 - 乾燥度や組成
一見似ているようでいて、一部異なる問題が、箱型のオブジェクトのプリント時です。これも、底面のソリッドレイヤーが壁面に移行する高さに線が入る傾向があります。これは、壁が薄いこと、押し出し幅が広いこと、材料の行き場がないこと、などが関係しています。スライサーチームはこの問題を把握しており、将来的に改善される可能性があります。
スライサーが自動的に検出し、補正できない理由
これは物理学の領域です。プラスチックは、まずペレットからフィラメントに、次にフィラメントから非常に薄い長方形の押し出し材にすると、液体でも固体でもない挙動を示すようになります。プラスチックが伸びると、ポリマーの長い分子鎖が整列し、押し出した部分に内部応力が発生します。この内部応力は、十分に速く冷却されないと、材料を引き寄せることになります。例えば、MK2の場合、3D Benchyは冷却ファンから離れた側で線がより顕著になります。
環境にも左右されます。実際、多くの方がお分かりのように、涼しい地下室ではその影響が顕著に現れます。同じプリンタで同じフィラメントでプリントされた同じG-codeであっても、ある部屋では船に線が出るのに、別の部屋では出ないということがあるのです。それを自動的に補正するのは非常に難しいです。
また、フィラメントの内部応力と冷却効果を補いあうことが考えられます。理由の一つは、溶融プラスチックの粘弾性挙動です。その組成、温度、ポリマー分子鎖の加水分解にプラスチックの動作は依存します。フィラメントが100%乾燥していない場合(ポリエステル-PLA&PETは加水分解に敏感で、加水分解したフィラメントはより短いポリマー鎖を含むため、粘度が低い傾向にあります)、冷却の効果や、すでにプリントされたオブジェクトからの冷却空気の反射、などが影響する要素です。
これを解消するための、G-code修正方法
甲板の形をしたモディファイアメッシュを作ると、何かと便利です。問題のある場所に合わせると、船体と甲板を分割するために使用できます。そして、それらは別々に印刷され、さらに、インフィルは船体の周辺まで全領域を埋めることはありません。
1レイヤーの中でプリントする要素の順番です。なぜか、外周を最初にプリントし、次にインフィル、そして残りのレイヤーをプリントすると、より良い結果が得られました。この順番は、テキストエディタを使って手動で編集しました。
また、G-codeを手動で編集して、一番上の層(デッキ)以外のソリッドインフィルのフローを少し下げました。
もうひとつは、ペリメータをできるだけ連続的にプリントすることです。ペリメーター、インフィル、次のレイヤーの順でプリントするのではなく、ペリメーターを2層(またはそれ以上)プリントし、その後に1層ずつプリントするようにするのがよいでしょう。その後、プリンタは戻ってインフィルをプリントし、再び2層ずつプリントします。
私たちは、まだすべての要因を発見しているわけではありませんし、それらがどのような比率でBenchyの厳しさに影響しているのかを正確に把握しているわけでもありません。それでも、私たちは、私たちの発見を共有したいと思いました。もし、あなたが独自に調査やテストを行った場合、その結果を私たちに教えてください。