Une buse ou une hotend bouchée est un problème courant pour les imprimantes FFF/FDM. S'il n'y a pas de problème, le filament est poussé dans la hotend, fondu, puis extrudé à travers la buse. Cependant, si le tube PTFE est endommagé (entaillé, déformé) ou s'il y a des impuretés dans le filament, il peut se coincer dans la hotend, bouchant l'imprimante.
Comment repérer une buse/hotend bouchée ?
Vérification visuelle
- Le filament atteint-il la buse ? Vérifiez le long tube PTFE du Bowden.
- Le filament sort-il de la buse ? Faites attention lors du chargement du filament.
- Bouchon partiel - trous et couches manquantes
- Bouchon partiel - le filament s'enroule et colle à la buse
Vérification sonore
- Cliquetis provenant de l'extrudeur
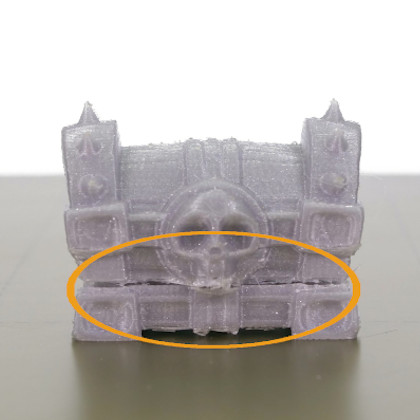
Les couches manquantes peuvent être le signe d'une buse partiellement bouchée
Bouchon partiel
Parfois, le bouchon est partiel, ce qui signifie que l'imprimante est capable de pousser du filament à travers, mais cela ne suffit pas pour imprimer correctement l'objet, ce qui entraîne des trous visibles et des couches manquantes. Un signe précoce d'une buse bouchée est que le filament n'est pas extrudé régulièrement, s'enroule et adhère à la buse.
Cliquetis de l'extrudeur
La hotend ou la buse est partiellement ou totalement bouchée et la résistance interne contre l'écoulement du filament est supérieure à ce que les engrenages sont capables de pousser. En conséquence, les engrenages sautent entraînant le bruit de "cliquetis" et dans la plupart des scénarios également au broyage du filament.
Il est important de noter que les bouchons peuvent se produire à plusieurs endroits sur le chemin du filament et que chacun nécessite une approche légèrement différente. Par exemple, changer la buse, alors que les bouchons se produisent en raison du tube PTFE endommagé, ne résoudra pas le problème.
Comment réparer l'imprimante bouchée ?
Le choix de la bonne méthode dépend de la capacité à charger/décharger au moins partiellement le filament ou si l'imprimante est complètement bloquée et refuse de déplacer le filament, même un peu.
Avant de commencer à réparer l'imprimante, essayez de décharger le filament et de le retirer complètement. Si vous n'êtes pas en mesure de le faire, cela peut indiquer un problème plus grave, mais nous traiterons également celui-ci.
Déplacez également la tête d'impression vers le haut à partir du Menu LCD - Réglages - Déplacer l'axe - Axe Z ou en appuyant longuement sur le bouton de commande, vous aurez ainsi un meilleur accès aux pièces qui sont bouchées.
Vis de la roue libre de l'extrudeur
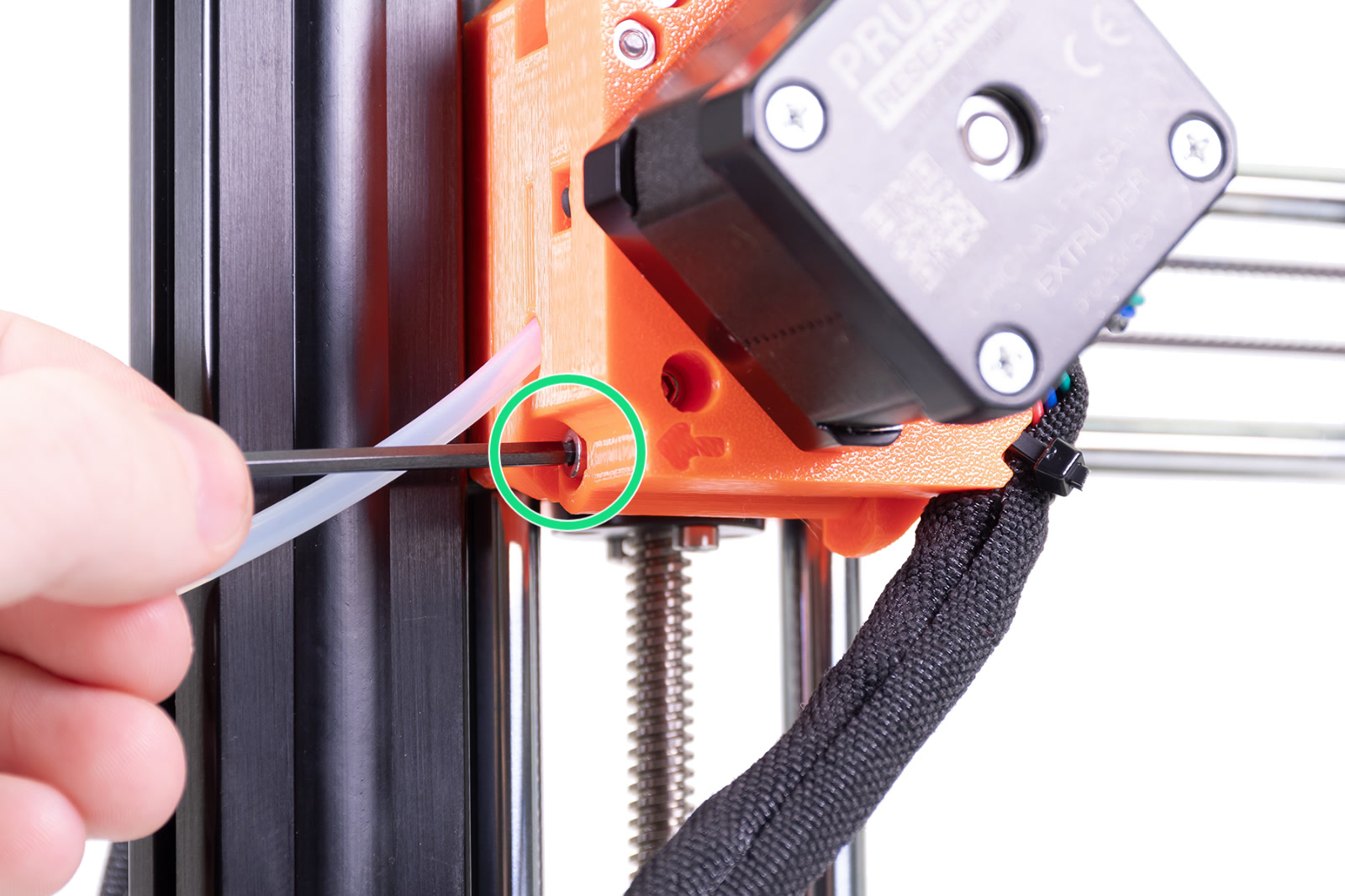 | 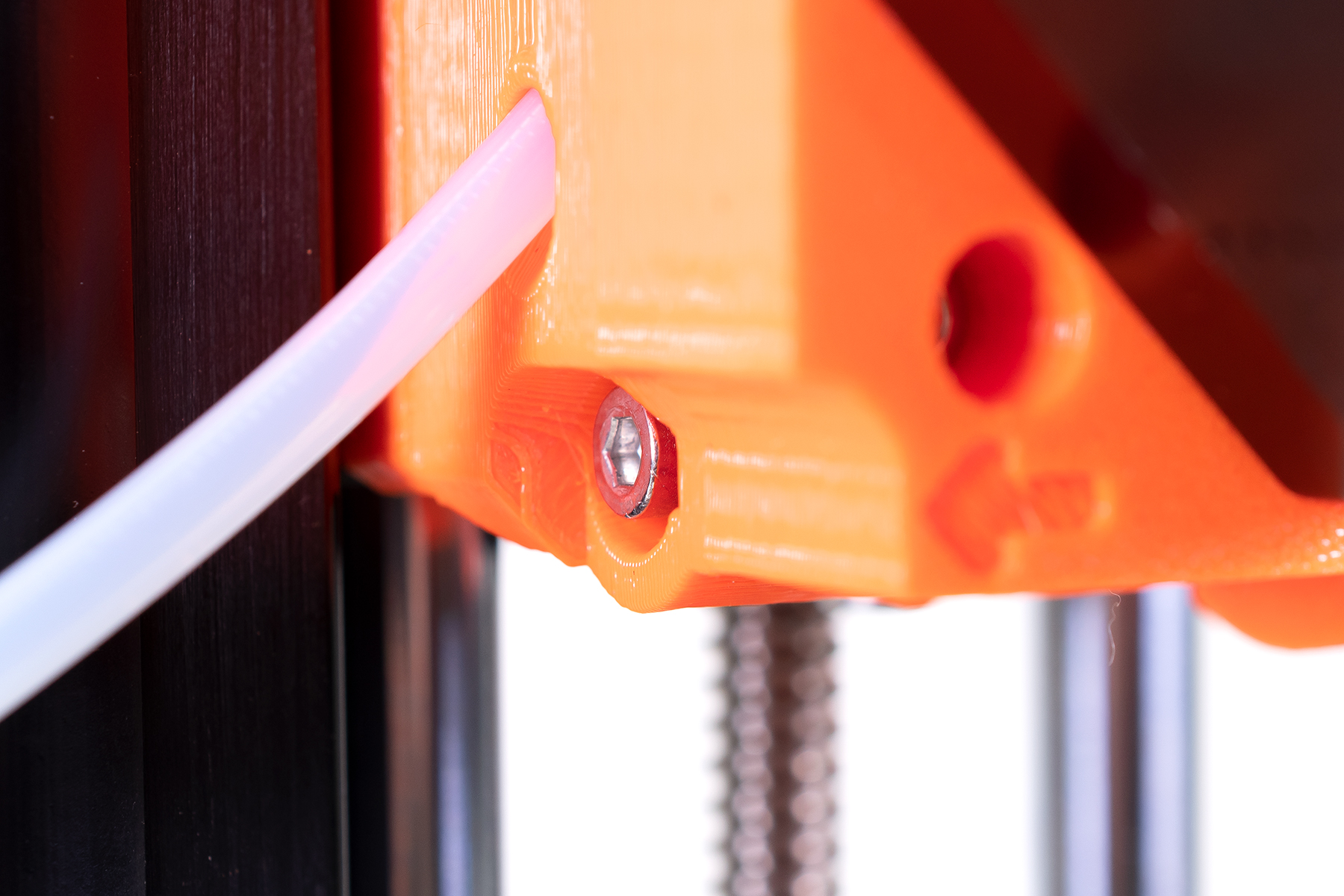 |
La vis de la roue libre doit être à peu près au même niveau que la pièce en plastique, lorsque le filament n'est PAS chargé.
Traction à froid (chargement/déchargement possible)
Si vous êtes en mesure de charger et de décharger le filament, mais que vous rencontrez toujours des bouchons partiels, essayez d'abord cette technique, qui utilise un filament partiellement fondu pour ramasser les débris à l'intérieur de la hotend et le retirer. Nous avons préparé un article détaillé sur Traction à froid (cold pull) (MINI).
Une fois que vous avez terminé, allez à la conclusion de cet article pour savoir comment vérifier si une poulie d'extrudeur est sale.
Forcer le bouchon à sortir (chargement impossible)
Parfois, les engrenages ne sont pas capables de pousser le filament à travers, mais cela ne signifie pas que vous devez commencer immédiatement le démontage. En augmentant la température au-dessus du point de fusion, vous pourrez peut-être éliminer le bouchon avec les débris.
Essayez ce qui suit :
- Accédez au menu LCD - Réglages - Température - Buse et augmentez la température d'environ 40 à 50 °C au-dessus de la température d'impression normale (pour du PLA, mettez 260 °C, pour du PETG, 280 °C).
- Une fois que la buse a atteint la température requise, attendez environ 2-3 minutes - le filament devrait fondre complètement et commencer à s'écouler.
- Utilisez l'aiguille d'acupuncture fournie (0,3 mm) et poussez-la dans la buse par le bas. Poussez-la et sortez-la plusieurs fois, dans plusieurs directions. Retirez-la ensuite et essayez à nouveau de charger le filament.
- Si l'aiguille n'a pas aidé, retirez le Bowden PTFE de la tête d'impression et poussez le filament manuellement. N'oubliez pas de tenir l'extrémité de l'axe X avec l'autre main, sinon vous risquez de déformer l'axe.
- Si le bouchon de filament s'est produit avec du PLA, vous pouvez essayer de charger un matériau qui fond à une température plus élevée, tel que l'ASA, l'ABS, le PC.
- Le dernier recours est un fil métallique rigide (1,5 mm de diamètre, 100 mm de longueur). Insérez-le par le haut au lieu du filament. Poussez-le vers le bas, à travers la hotend, mais soyez prudent et doux. Vous pourriez accidentellement rayer le tube PTFE.
- Une fois prêt avec le bouchon, dirigez-vous vers le dernier chapitre, vérifiez si la poulie de l'extrudeur est sale.
- Si vous ne parvenez pas à pousser le filament ni le fil à travers, vous devez démonter la hotend et trouver l'endroit où le filament est coincé. Voir la méthode suivante.
Désassemblage de la hotend
(chargement/déchargement impossible)
Certains bouchons ne peuvent pas être enlevés facilement et vous obligent à démonter partiellement la hotend. Le filament est soit coincé dans le tube PTFE, soit dans la buse. Le filament peut également être coincé en raison d'un tube PTFE endommagé ou usé. Si tel est votre cas, nous vous recommandons de remplacer le tube PTFE par un nouveau. Pour le démontage et une inspection, nous avons décrit la procédure ci-dessous.
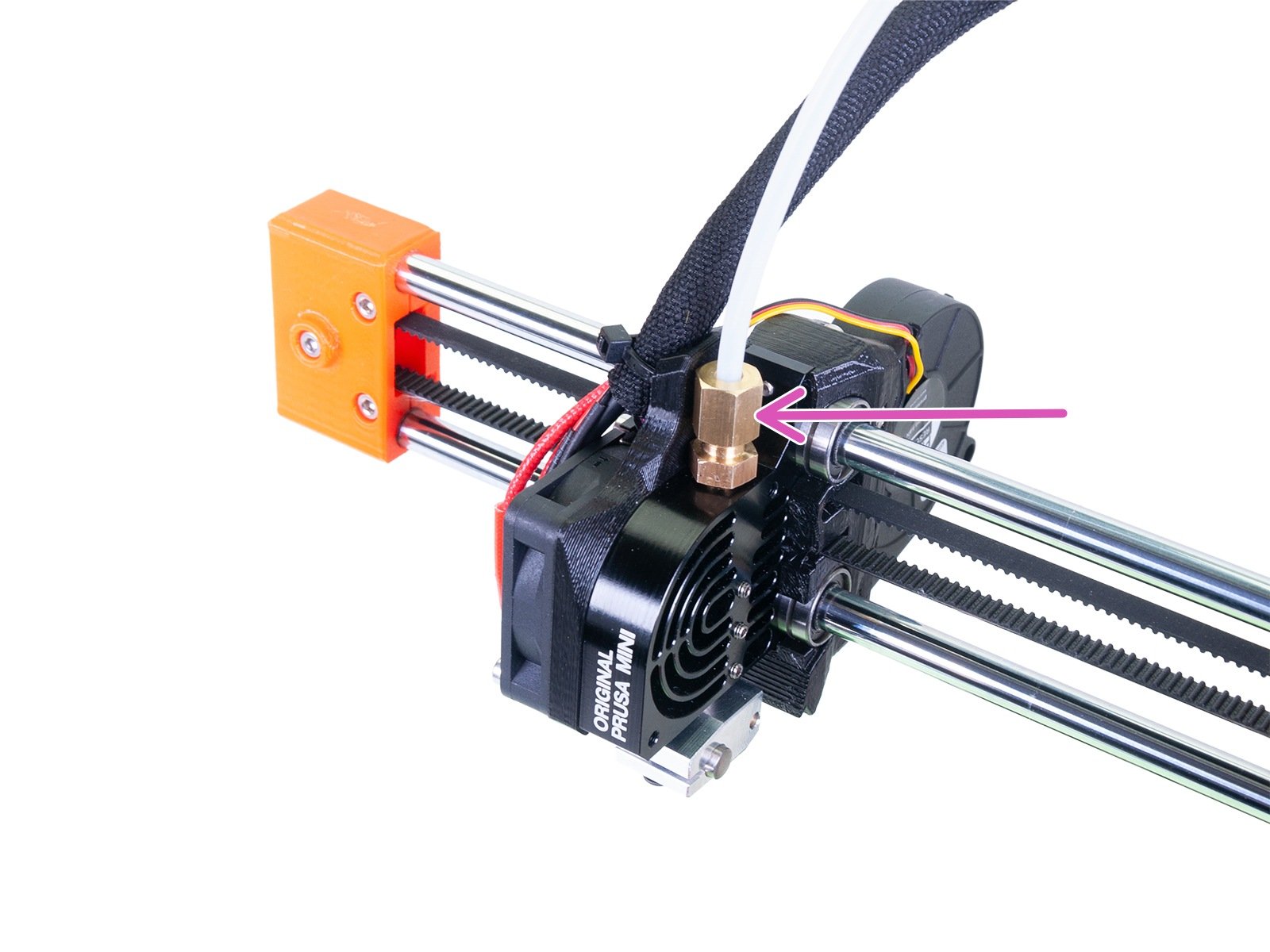
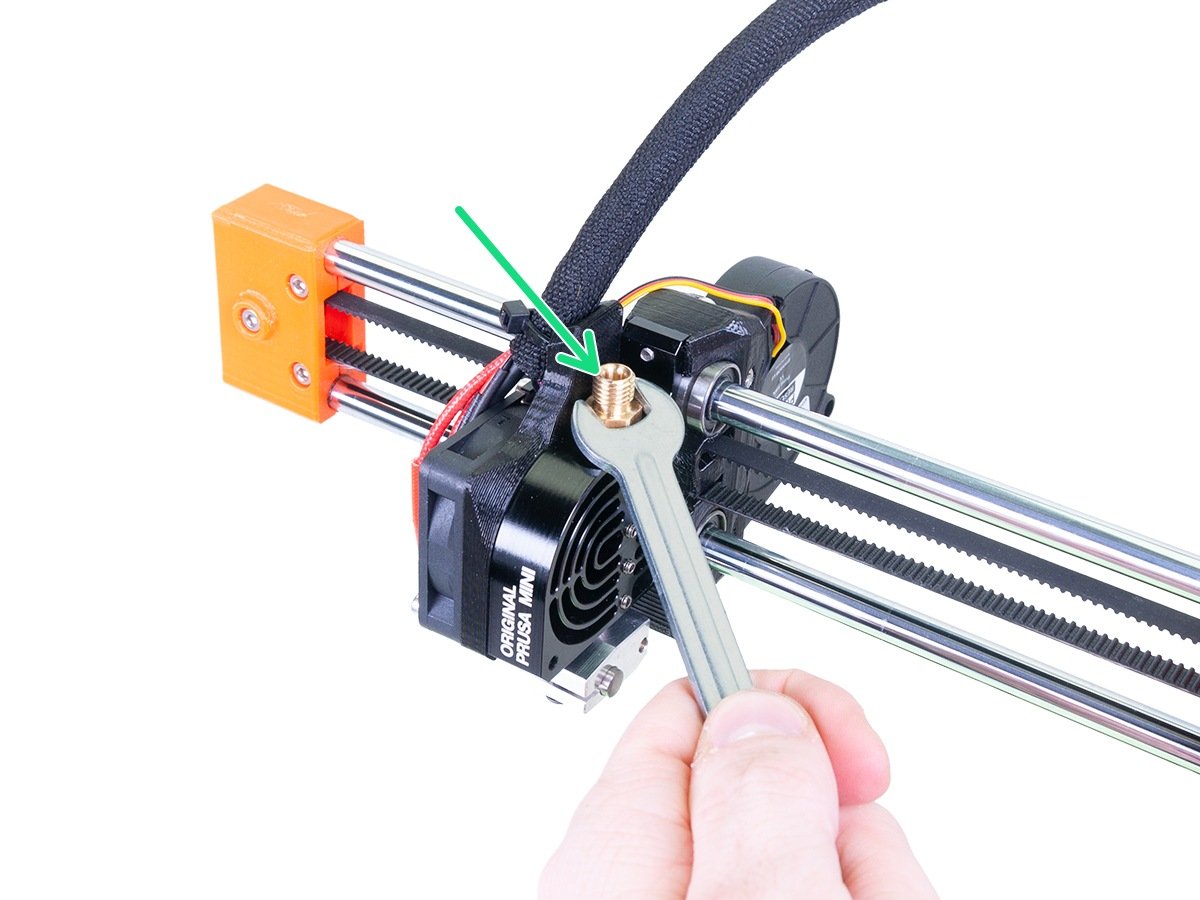
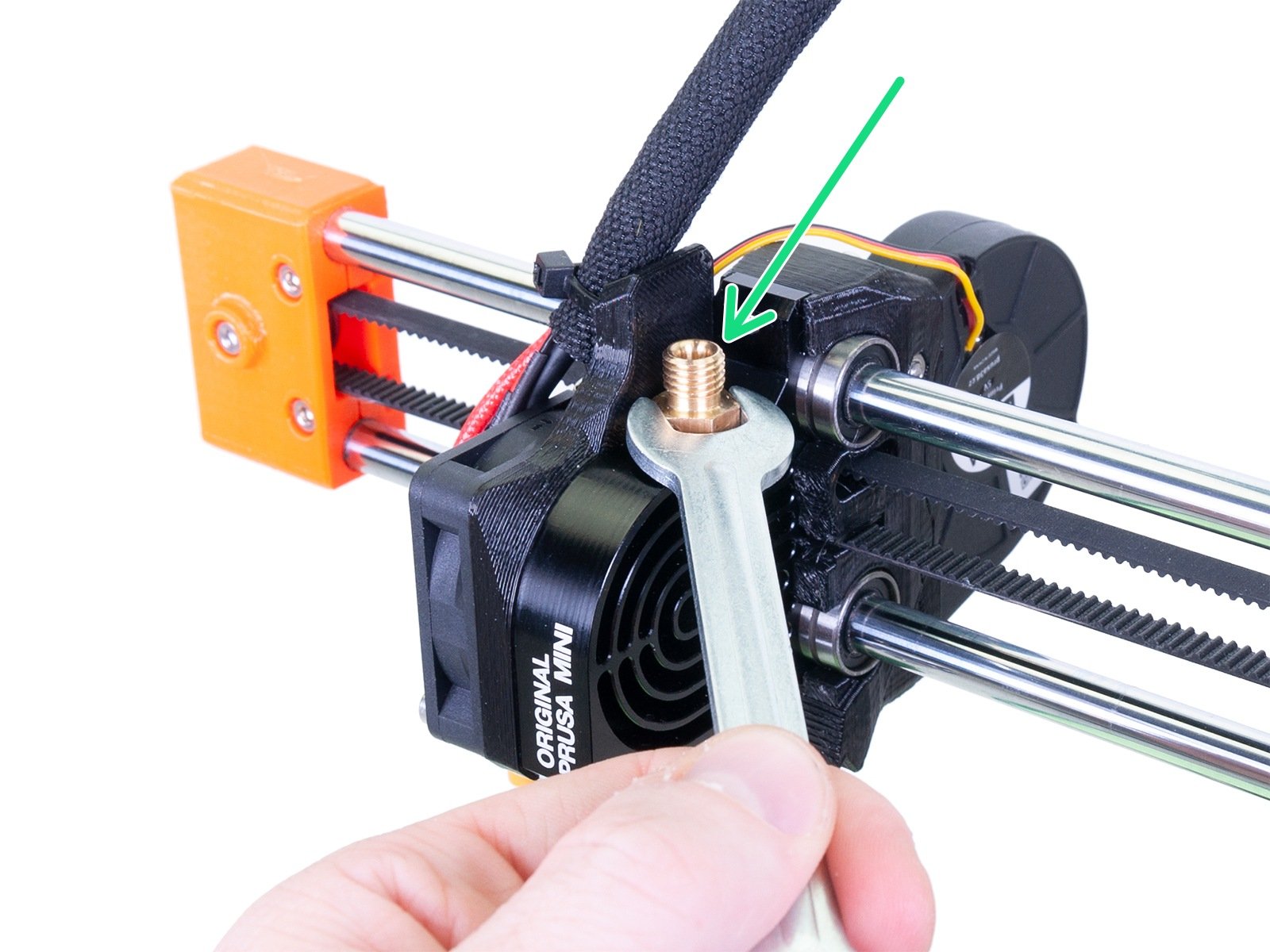
- Retirez le tube Bowden provenant de l'extrudeur et le raccord en laiton fixant le tube PTFE à l'aide de votre clé de 10 mm. Si la buse est chauffée, vous pourrez maintenant retirer n'importe quel filament avec le tube Bowden.
 |  |
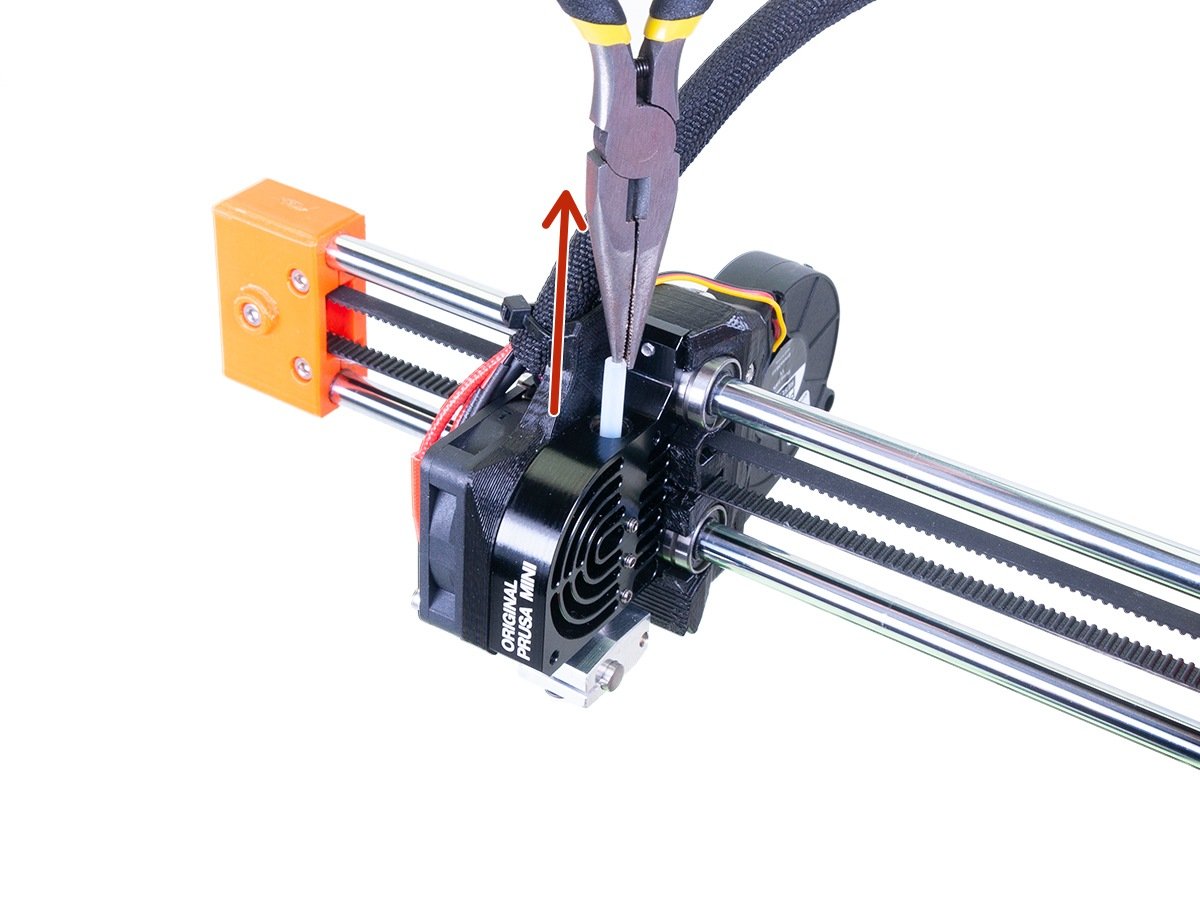
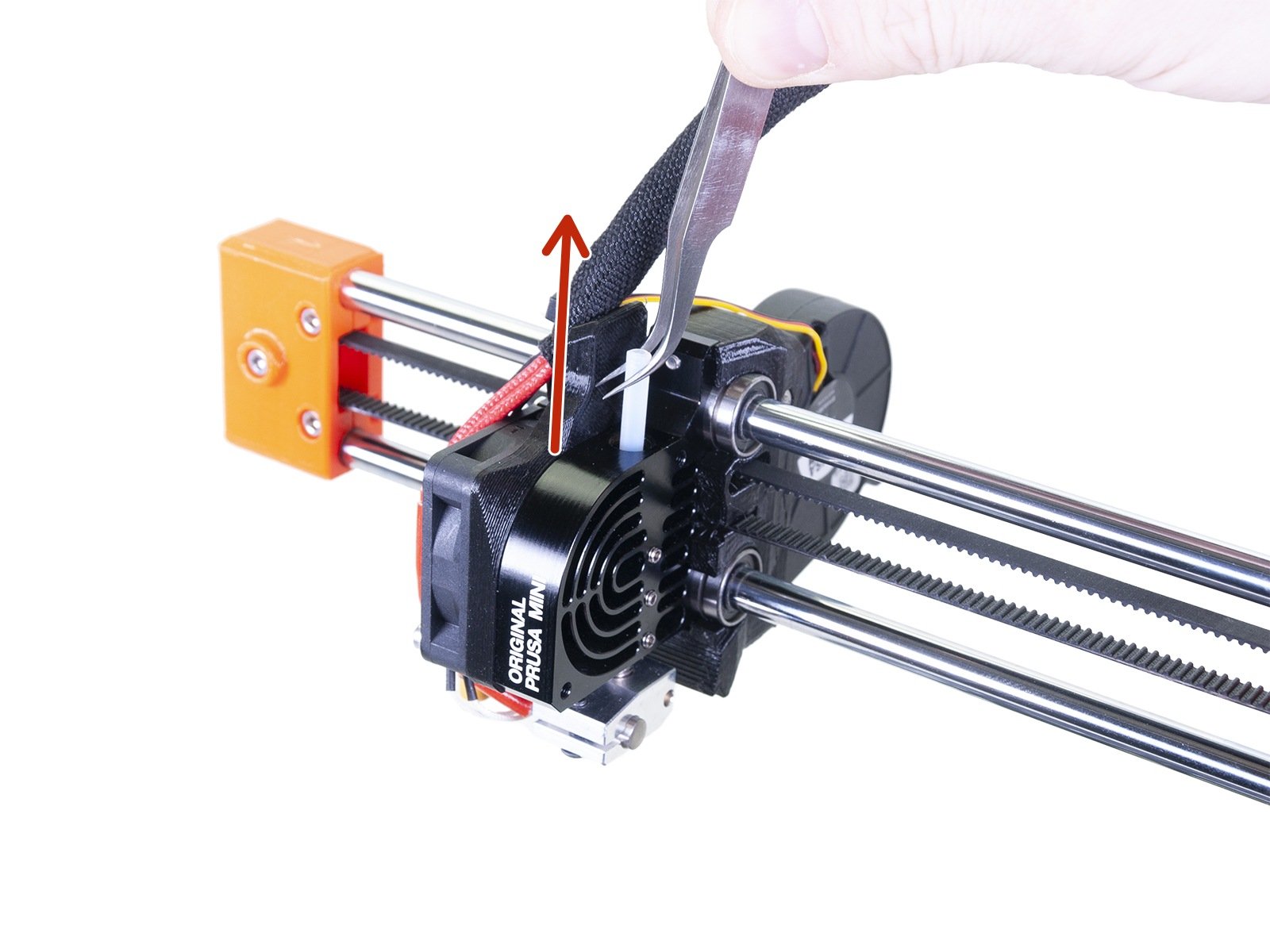
- Retirez délicatement l'ancien tube PTFE du dissipateur thermique à l'aide d'une pince ou d'une pince à épiler.
 |  |
- Examinez le tube PTFE. Vérifiez que le tube PTFE n'est pas endommagé et, si nécessaire, remplacez-le par un nouveau. Un tube PTFE de rechange est inclus avec l'imprimante.
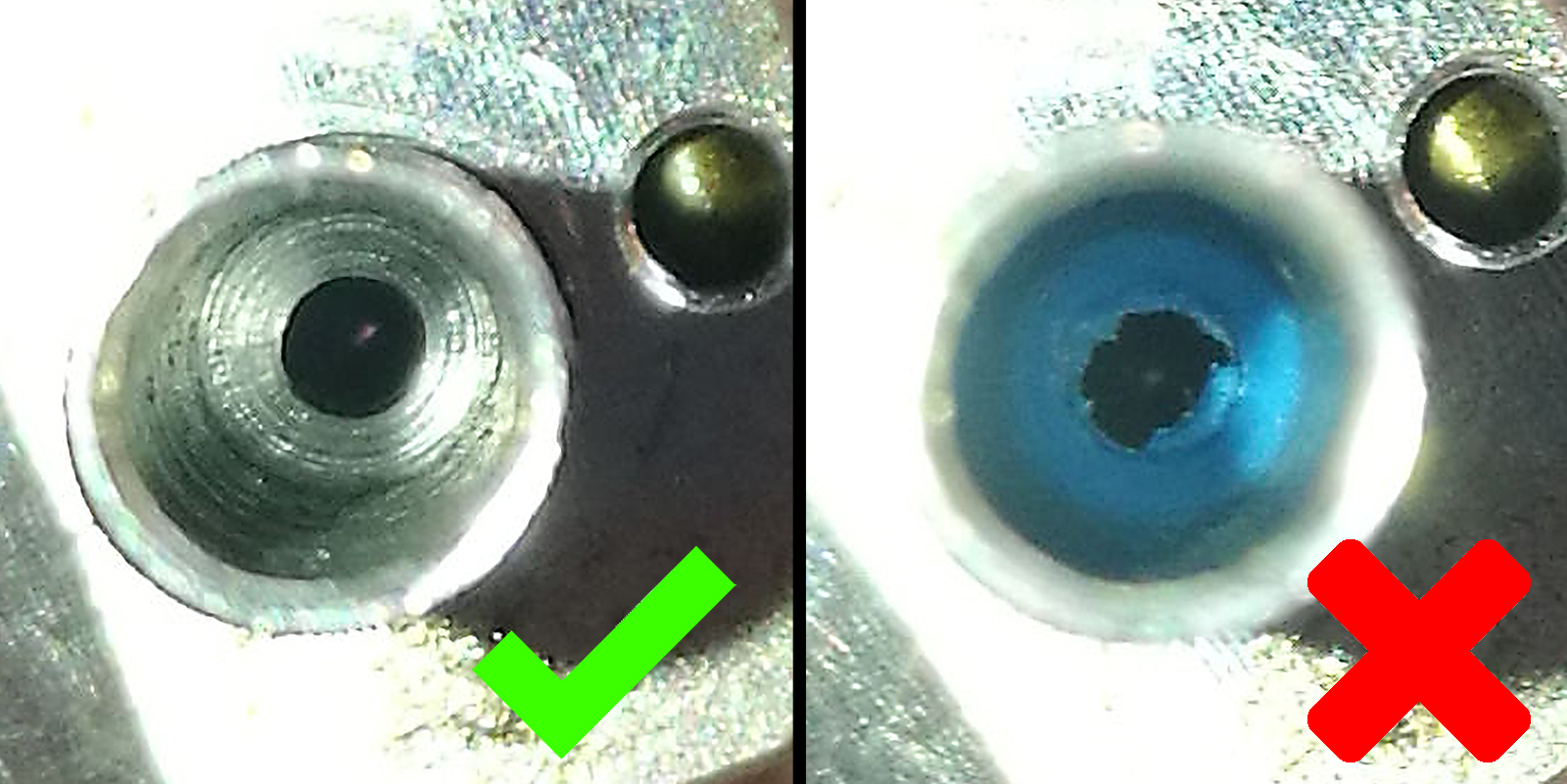
- Nettoyez tous les restes de filament de la hotend. La partie basse de la barrière thermique doit être propre et brillante. Vous pouvez retirer n'importe quel filament en faisant une traction à froid (cold pull) sans que le tube PTFE soit installé.
 |  |
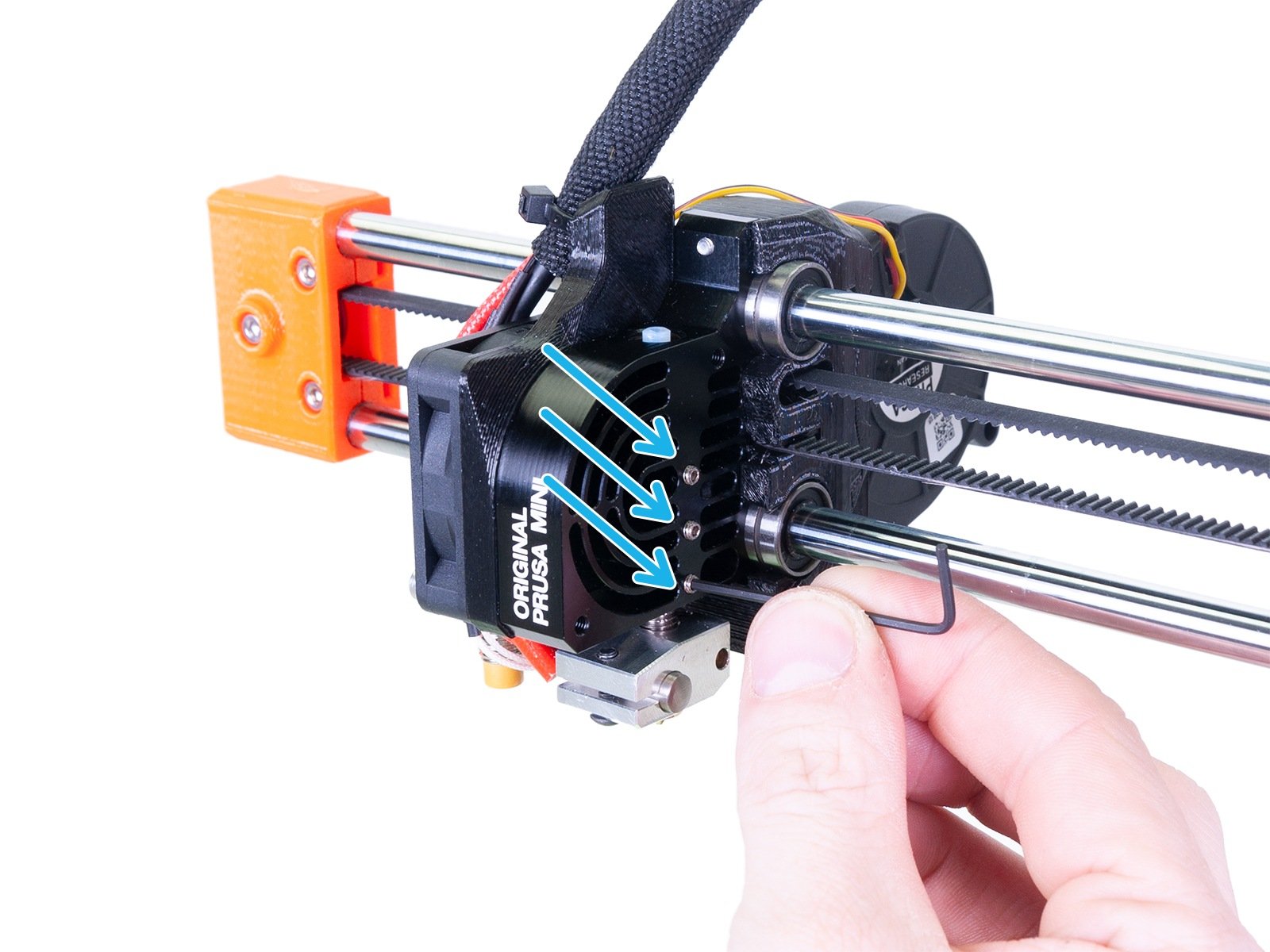
- Insérez à nouveau le tube PTFE dans la barrière thermique. Desserrez les trois vis de blocage sur le côté du dissipateur thermique avec une clé Allen de 1,5 mm.
 |  |
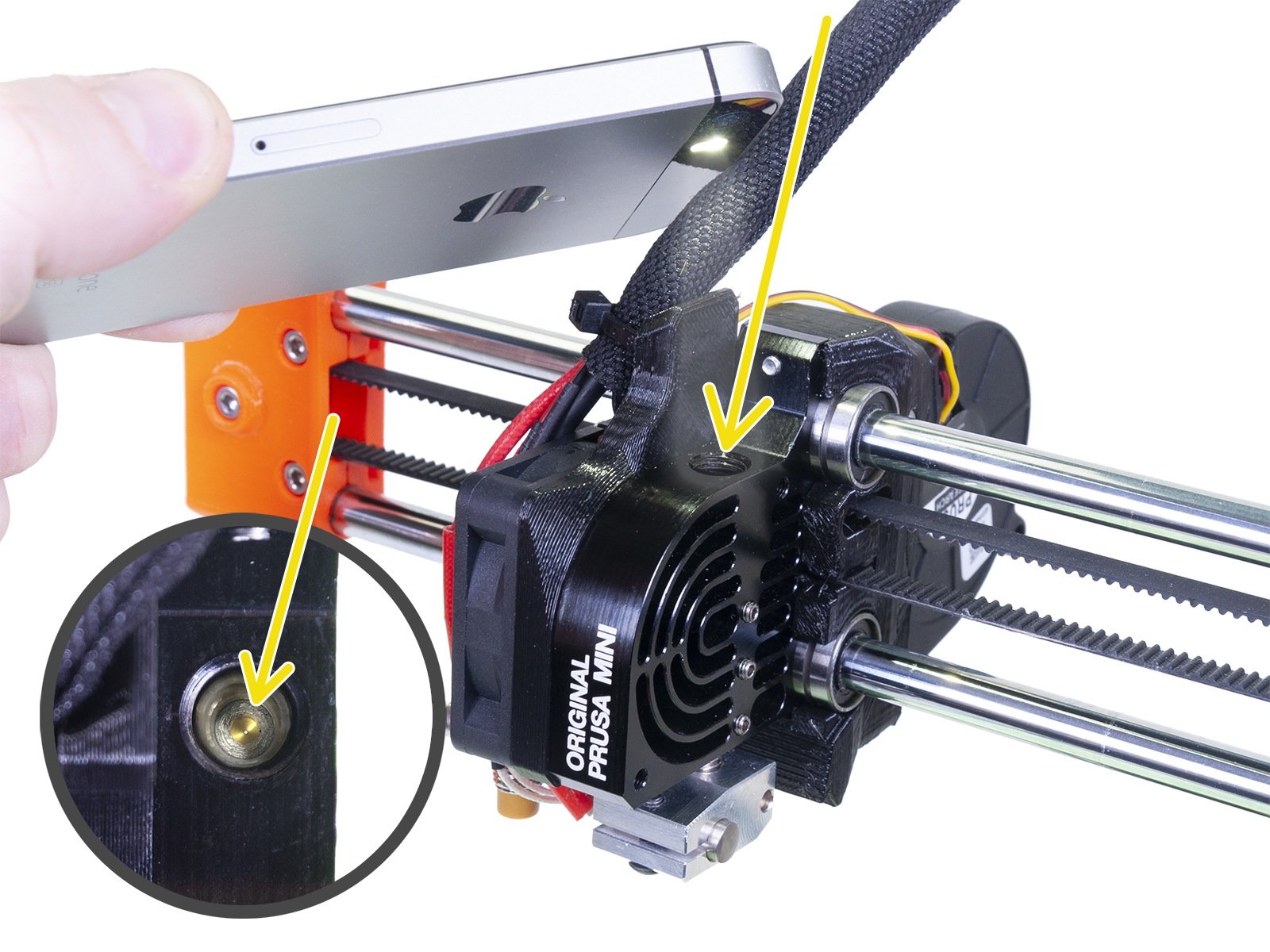
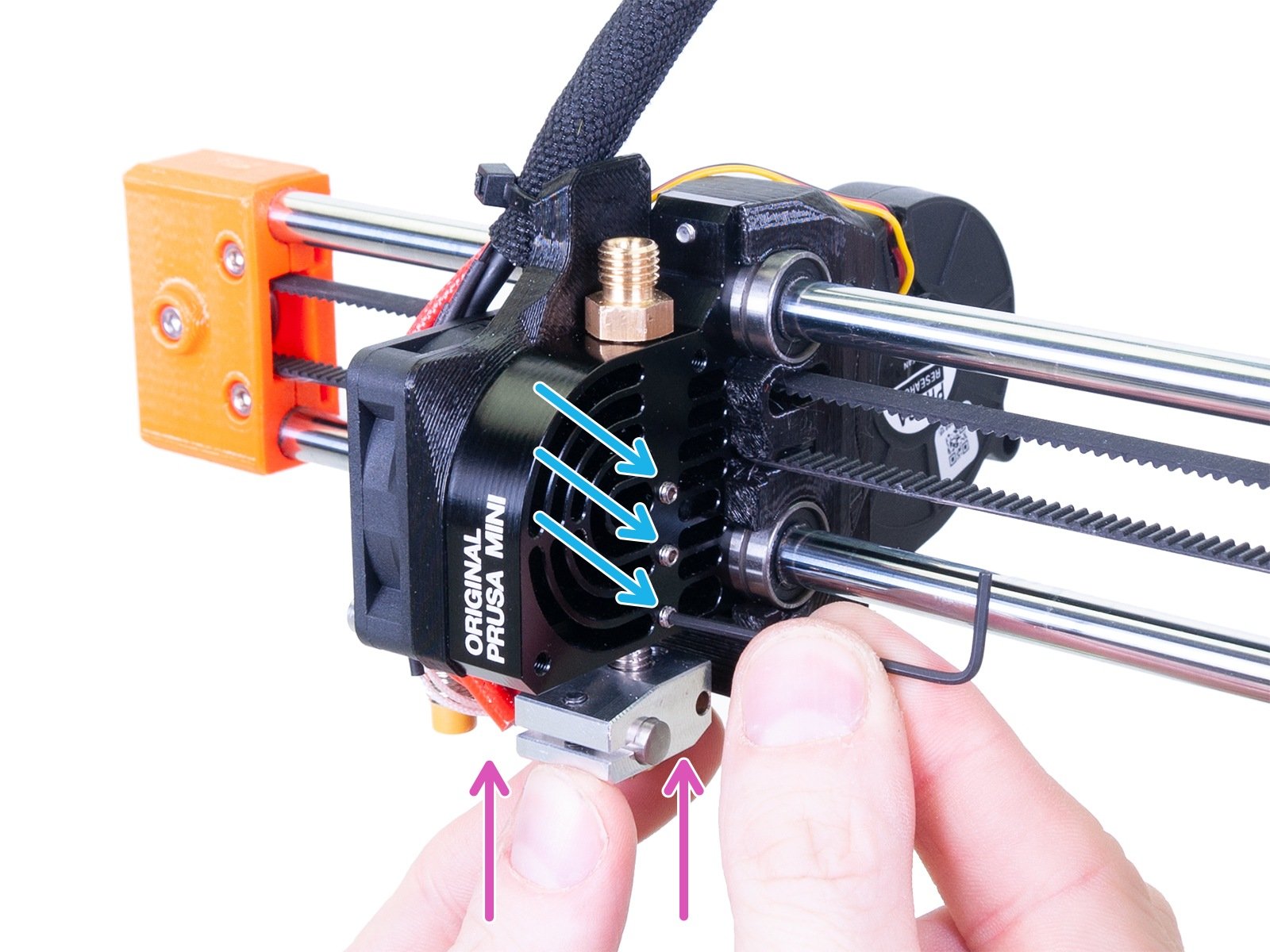
- Vissez complètement le raccord en laiton dans le haut du dissipateur thermique, puis desserrez-le d'un tour complet (360°). Le côté avec le moins de filetage va dans le dissipateur thermique (flèches et lignes violettes). Nous comprimerons le tube PTFE à l'étape suivante pour assurer un bon fonctionnement. Si vous l'avez déjà fait avec le même tube PTFE auparavant, vous devrez peut-être remplacer le tube PTFE par un nouveau.
Dans certains scénarios, il peut suffire de nettoyer la hotend, de réinstaller le PTFE et de serrer correctement le raccord pour corriger les bouchons.
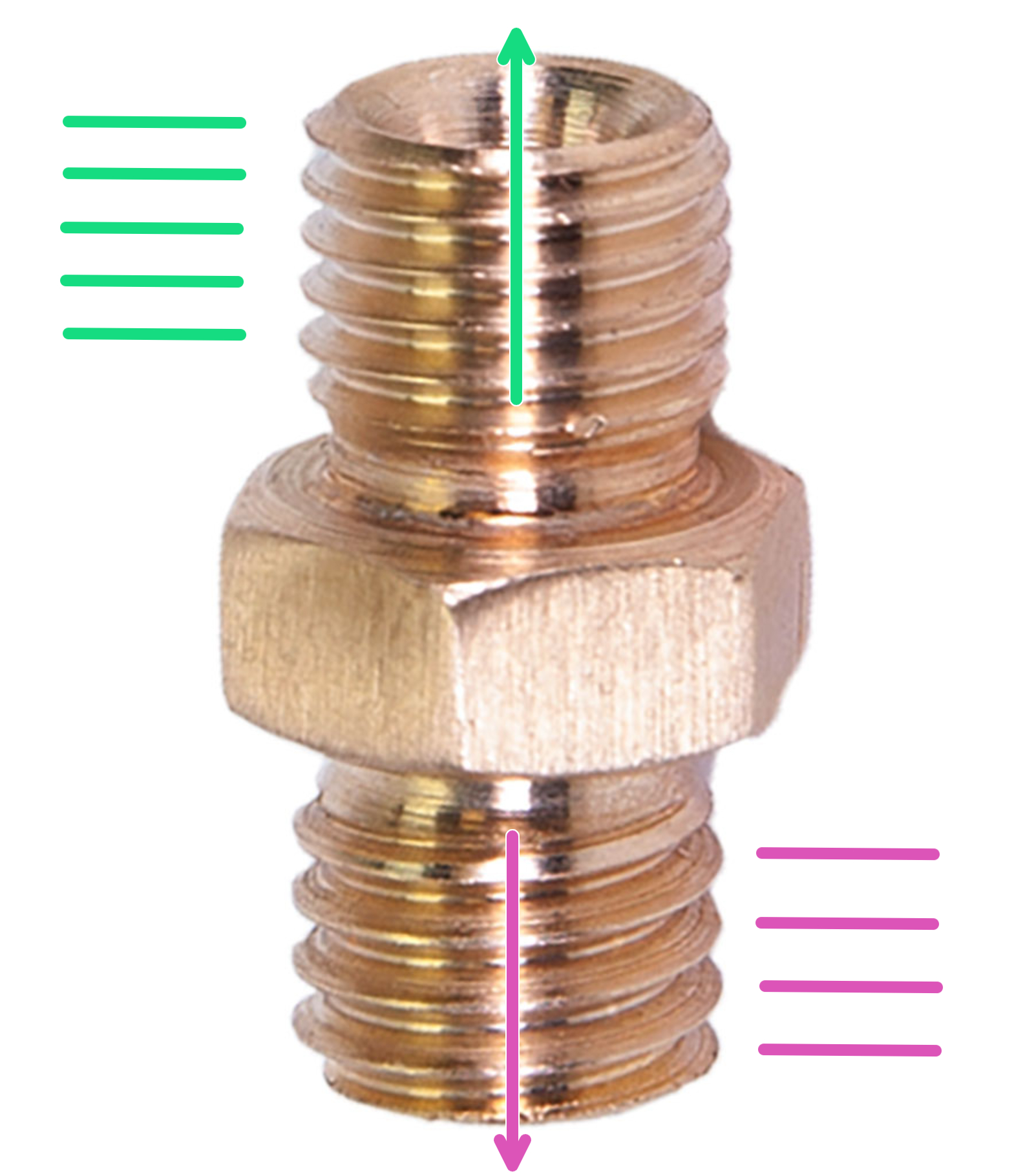 |  |
| Orientation des raccords en laiton. | L'extrémité avec le moins de filetage dans le dissipateur thermique. |
- Appuyez sur le bloc de chauffe vers le haut avec une force raisonnable. Tout en maintenant une légère pression vers le haut, serrez les trois vis de blocage sur le côté du dissipateur thermique.
- Serrez ensuite complètement le raccord sur le dessus du dissipateur thermique (un tour complet), ce qui comprimera le tube PTFE de la hotend.
Vous pouvez maintenant rattacher le tube Bowden qui mène à l'extrudeur. Avant de tester l'imprimante, nous vous recommandons de vérifier les deux derniers points ci-dessous.
Après avoir réparé le bouchon
Calibration de la première couche
Après avoir effectué la maintenance de la tête d'impression, nous vous recommandons de procéder à une nouvelle calibration de la première couche, car le matériel peut légèrement se déplacer pendant la procédure. Pour plus d'informations, veuillez consulter Calibration de la première couche (i3).
Nettoyage de la poulie de l'extrudeur
Tous les problèmes mentionnés ci-dessus peuvent participer au broyage du filament entre la poulie et le roulement. Une fois que les dents de la poulie sont remplies de débris de filament, l'extrudeur ne pourra pas charger correctement le filament.
Vous pouvez utiliser la porte d'inspection (voir l'image ci-dessous) pour vérifier si la poulie est propre. Utilisez de l'air comprimé pour éliminer la poussière, pour un nettoyage plus approfondi, suivez ce guide Comment accéder à la poulie de l'extrudeur et la nettoyer (MINI/MINI+).
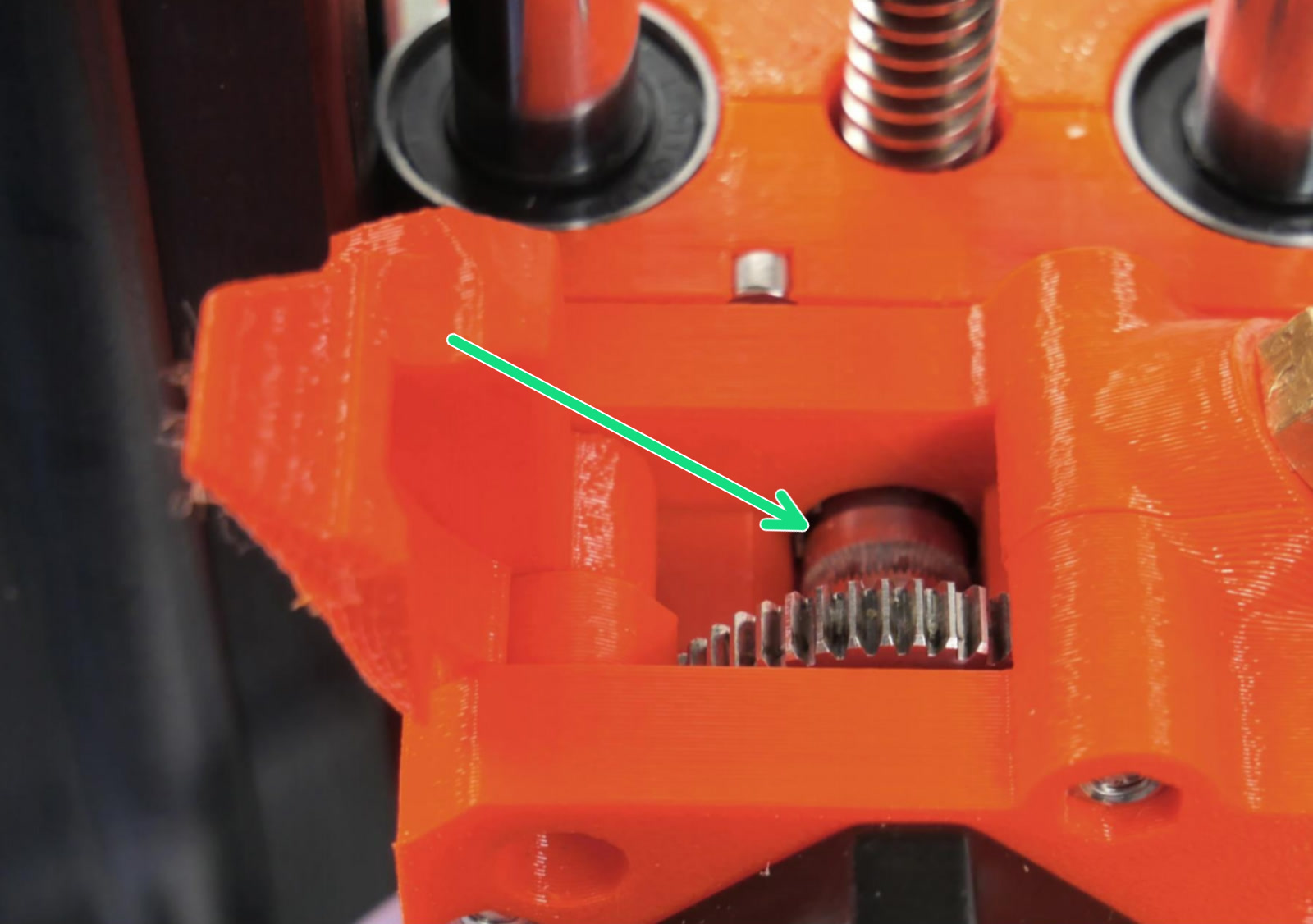
Utilisez la porte d'inspection pour vérifier la poulie
7 commentaires
Juste une note sur le paragraphe "Vis de la roue libre de l'extrudeur". Vous indiquez:
"La tête de la vis doit être au même niveau que la pièce en plastique imprimée de l'extrudeur lorsque le filament est chargé."
mais cela est incorrect: en effet cette position est lorsque le filament n'est PAS charge.
Ceci est visible sur la version originale (anglaise) de cette partie de la documentation:
"The head of the screw should be flush to just within the printed plastic part of the extruder when the filament is not loaded."
Je pense que la traduction devrait etre mise a jour.
Merci pour cette documentation et bonne continuation a toutes et tous !
Merci d'avoir signalé l'erreur.
Cela sera communiqué à notre équipe.
Il est possible que la buse devienne bouchée après changement du type de filament, par example de PETG à PLA. Mais c'est très rare et vous pouvez le prévenir par faire la traction à froid avant utiliser le nouveau filament.