En la Original Prusa XL, el selftest comprueba si hay problemas en el montaje de la impresora, su cableado y los componentes electrónicos. Es la primera parte del Asistente de Calibración, que se inicia automáticamente cuando se enciende la impresora por primera vez o después de un Fallo Selftest (XL). Una vez completada la calibración inicial, se puede iniciar el selftest en el Menú LCD - Control - Calibraciones y Tests.
Comprobaciones del procedimiento de selftest
- Test Ventiladores
- Test Eje Y
- Test Eje
- Calibración Alineación Z
- Calibración Posición Dock
- Test Célula de Carga
- Confirmación Diámetro Boquilla
- Test Eje Z
- Test Calentadores Boquilla
- Calibración Sensor Filamento
- Calibración Offset Cabezal
- Test Calentador Cama
- Calibración Phase Stepping
El progreso y los resultados de cada paso se muestran en la pantalla LCD. Después del selftest, puedes comprobar los resultados en cualquier momento en el menú de la impresora en el Menú LCD -> Control -> Calibraciones y Tests. Si el paso falla, aparecerá una "x" roja junto a él.
Primero, ¡correas!
Las correas afectarán a la mayoría de los procedimientos de selftest de tu Original Prusa XL. Por ello, lee atentamente la guía preparada sobre Ajuste de la tensión de la correa (XL) en caso de que tengas algún problema con el selftest relacionada con los ejes, la calibración de la posición del dock o la calibración del offset del cabezal..
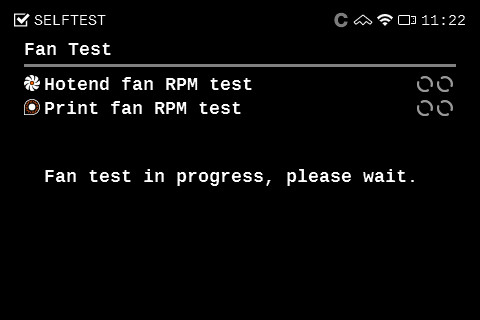
Test Ventiladores
El selftest de los ventiladores verifica si están correctamente conectados y si nada obstaculiza su funcionamiento. Para ello, el firmware mide las revoluciones por minuto (RPM) de los ventiladores, que deben estar comprendidas entre estos valores:
- Ventilador de impresión: 5300 - 6799 RPM
- Ventilador del hotend: 6800 - 8700 RPM
Si alguna de las pruebas falla, aparecerá una "x" roja junto a la parte que ha fallado.
- Asegúrate de que ambos ventiladores estén conectados a la placa Dwarf en sus respectivos lugares.
- Comprueba si hay algún obstáculo que pueda impedir que alguno de los ventiladores gire.
- Intenta retirar la cubierta del ventilador y vuelve a realizar la prueba. Si pasa sin la cubierta, vuelve a instalarla y continúa con la prueba. No es necesario volver a realizar la prueba con la cubierta.
Test ejes Y y X
La impresora puede determinar si los componentes se mueven correctamente a lo largo de cada eje.
Si los ejes X y/o Y no superan la prueba, mueve el cambiador de herramientas manualmente en diferentes direcciones y comprueba si hay resistencia.
Si los ejes producen un sonido de metal contra metal, comprueba si se ha caído alguna de las bolas del raíl. Si no estás seguro, graba un vídeo en el que se oiga claramente el ruido y envíalo a nuestro Atención al cliente.

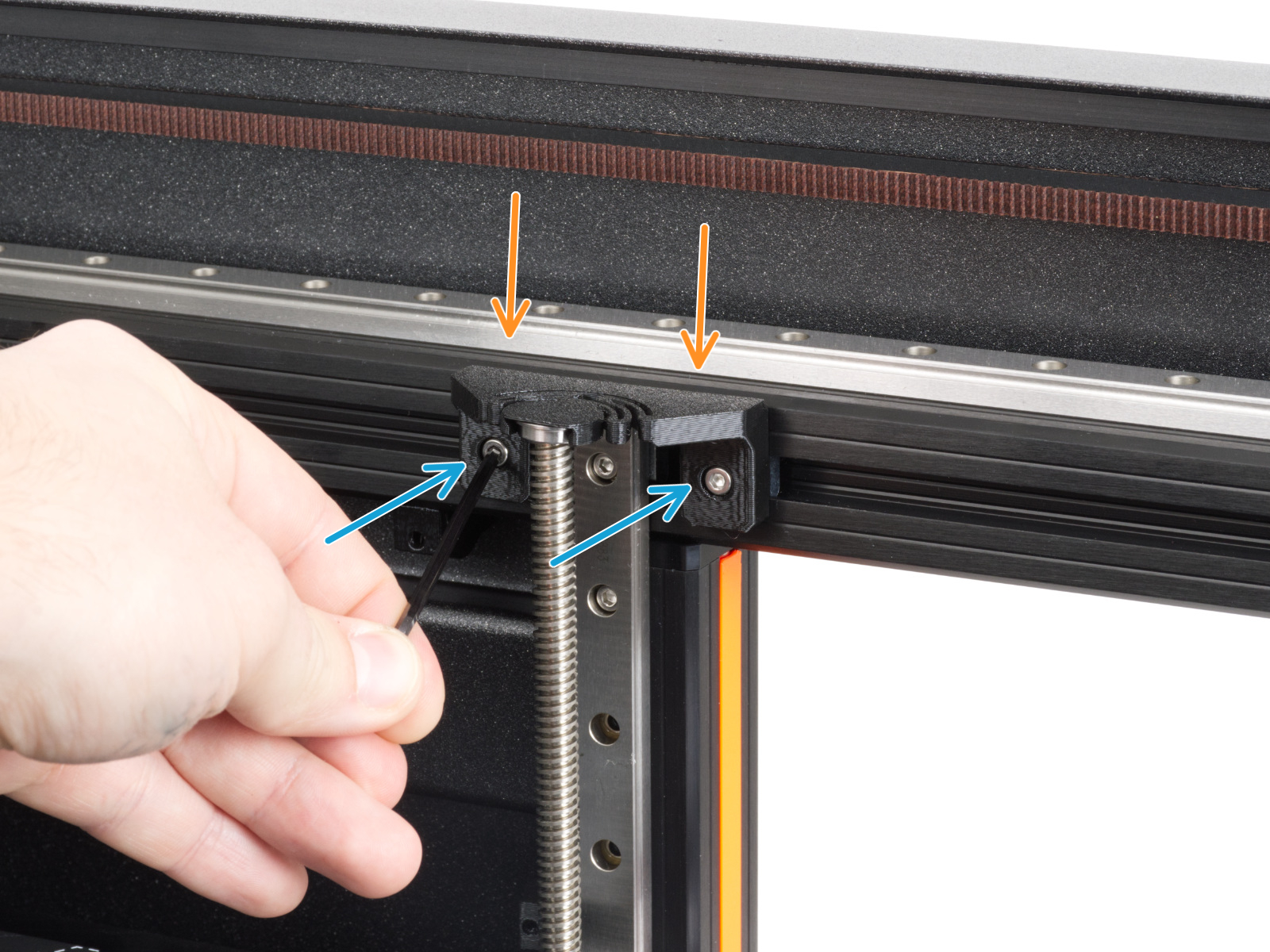
Calibración Alineación Z
Este paso alineará la base calefactable moviendo el eje Z hacia arriba y hacia abajo. Si hay algún problema con esta prueba, comprueba las tuercas trapezoidales, la alineación de la base calefactable y si los husillos del eje Z no están doblados o flojos.
Si el problema persiste, intenta aflojar ligeramente los tornillos del alojamiento del rodamiento del eje Z. No los retires, pero asegúrate de que los tornillos no estén apretados.
Calibración Posición Dock
Esta parte del selftest determina la posición de dock para recoger y aparcar herramientas. Se recomienda abrir la 7. First run para facilitar la comprensión. Si la luz del cabezal de impresión es amarilla, no dudes en ponerse en contacto con nuestro Atención al cliente.
Si aparece el error Dock position out of bounds #17103 (XL) [Traducción en desarrollo], sigue los pasos para solucionar el problema.
Si la calibración finaliza con una "x" roja, significa que la herramienta no ha podido encontrar correctamente el dock. Asegúrate de que el haz de cables del cabezal de la herramienta no está doblado ni impida su movimiento. Comprueba la posición del dock: si no se mueve, si la parte metálica del dock está perpendicular a las extrusiones y si estas están completamente encajadas en las extrusiones sin dejar huecos, y que el perfil metálico que sujeta los extrusores está completamente a la izquierda. Si observas alguna de estas cosas, intenta aflojar el dock y volver a apretarlo.
 |
Test Célula de Carga
Una célula de carga en buen estado de funcionamiento es fundamental para que la Original Prusa XL detecte que la boquilla está lo suficientemente cerca de la lámina flexible para imprimir y evitar daños que se producirían si la boquilla se clavara en la lámina flexible.
- Asegúrate de que la célula de carga esté correctamente conectada a la placa Dwarf.
- Asegúrate de que la superficie sobre la que se encuentra la impresora sea lo más estable posible. Cualquier tipo de vibración que se propague a la superficie debajo de la impresora, o una superficie que no sea completamente estable debajo de la impresora, podría causar una lectura errónea en la célula de carga, lo que provocaría que el selftest fallase. Esto incluye otras impresoras que impriman cerca de la XL durante el selftest.
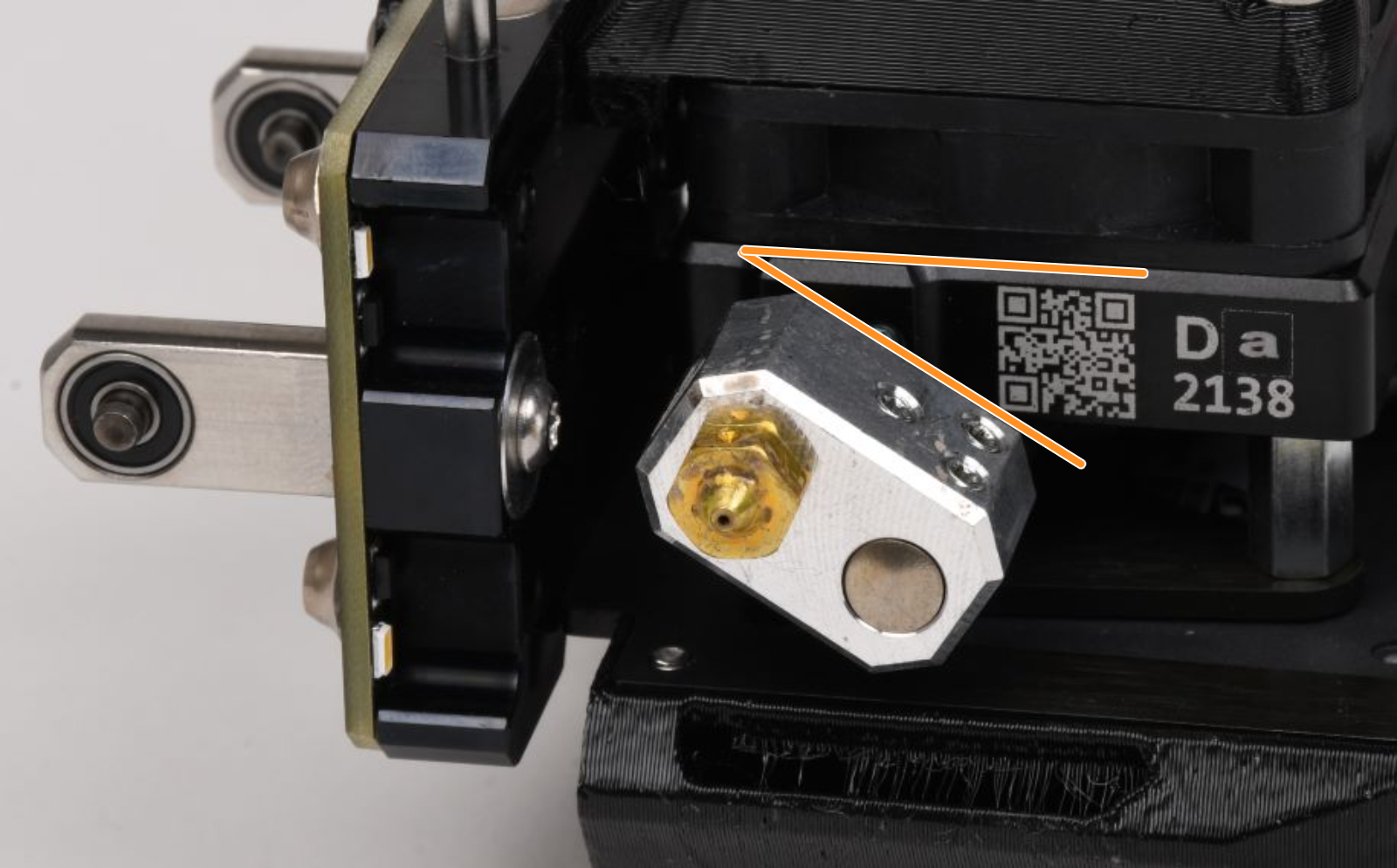
Confirmación Diámetro Boquilla
Las primeras unidades de la Original Prusa XL se enviaron con boquillas de 0.6 mm, pero luego se empezaron a enviar con boquillas de 0.4 mm. Comprueba cuál es la tuya según esta guía y confírmalo en el menú.
Test Eje Z
Esta parte del selftest comprueba toda la longitud del eje Z. Ten en cuenta que esta prueba utiliza la célula de carga, por lo que si tiene algún problema con la calibración de la célula de carga, tampoco superará la prueba. Si no se observan problemas en la célula de carga, comprueba si hay algo que impida que la base calefactable se mueve a lo largo de toda su trayectoria o si hay algo que toque el extrusor.
Test Calentadores Boquilla
Esta prueba calentará todos los calentadores para comprobar si funcionan correctamente. Si alguno de los calentadores muestra un error, intenta intercambiar el cable del calentador con uno de los otros cabezales de herramienta. Comprueba si el error se transfiere al otro cabezal de herramienta o si permanece en el mismo. A continuación, realiza el mismo procedimiento con el termistor. Si en ambos casos el problema permanece en el mismo cabezal de herramienta, el problema debería estar en la placa. Si el problema se transfiere al nuevo cabezal de herramienta, será necesario sustituir el cable que se ha transferido. Documenta el problema y envíalo a nuestro Atención al cliente.
Calibración Sensor Filamento
La Original Prusa XL está equipada con dos sensores de filamento: el primero está situado en el lateral, cerca de la entrada del tubo de PTFE por donde se introduce el filamento. El segundo está situado en el extrusor. Ambos sensores de filamento son necesarios para la correcta retracción del filamento: cuando el sensor lateral detecta que el filamento se ha agotado, el filamento se retraerá a tiempo.
Por lo general, cualquier problema en el sensor se debe a que los muelles que lo activan están atascados con suciedad y hilos de filamento. Si esto ocurre, limpia el sensor de filamento lateral o el sensor de filamento del cabezal.
Si eso no ayuda, asegúrate de que el sensor de filamento del cabezal de la herramienta esté conectado a la placa Dwarf y que el sensor de filamento lateral esté bien conectado a la placa sándwich.
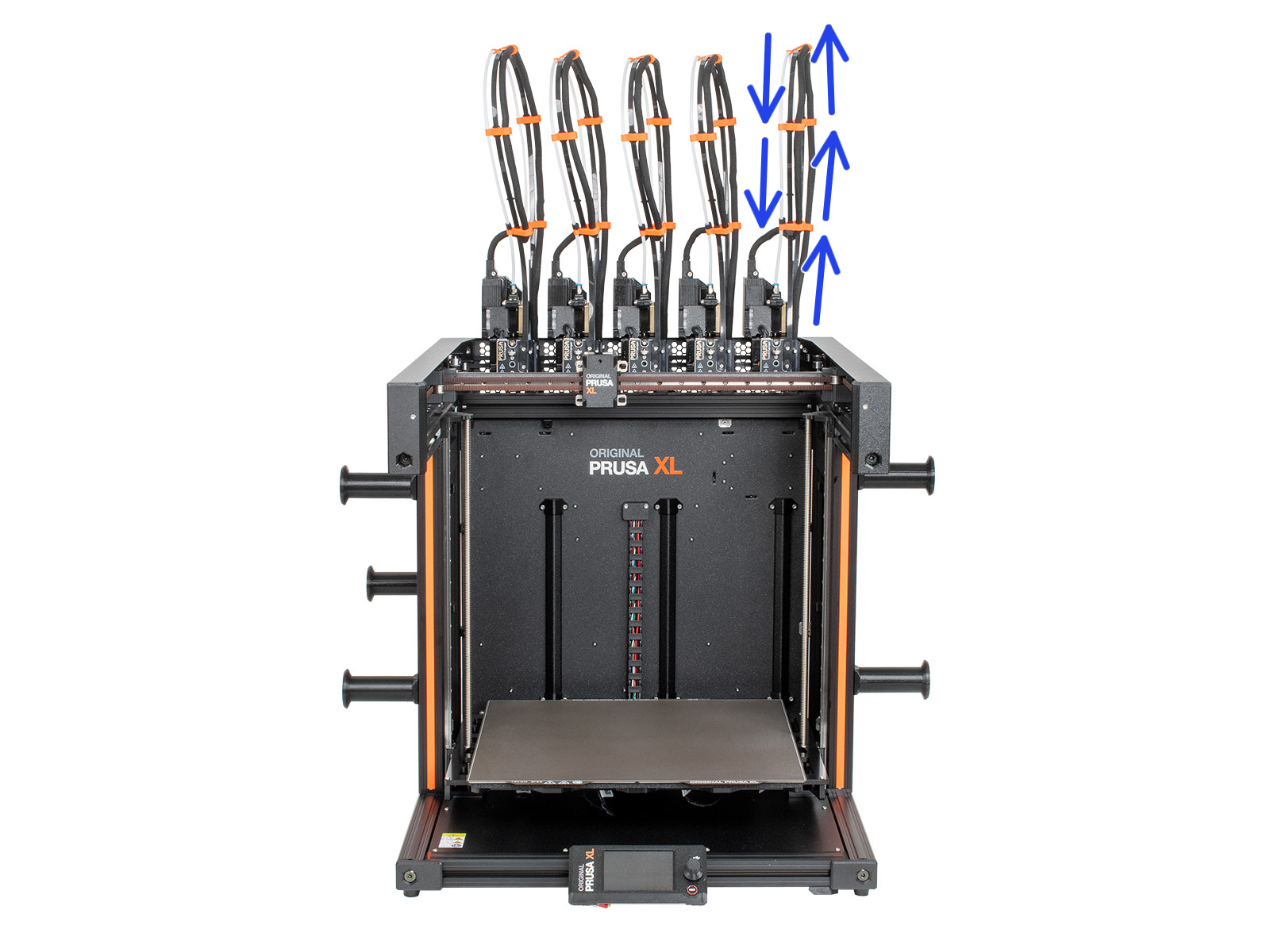
Calibración Offset Cabezal
El formato multitool de la XL hace que esta calibración sea necesaria para garantizar que, cuando se produzca un cambio de herramienta, la nueva herramienta continúa correctamente la impresión. Si una de las herramientas se desvía demasiado del rango esperado en comparación con el primer cabezal de herramienta, aparecerá un error y se interrumpirá la calibración. Es importante tener en cuenta que todas las herramientas se ajustan en función de la primera herramienta. Por lo tanto, si hay un problema con la segunda a la quinta herramienta, podría deberse a un problema con la calibración de la primera herramienta.
Si hay algún filamento cargado, descárgalo antes de iniciar esta calibración.
Si la calibración falla, comprueba primero el movimiento del cabezal de la herramienta después de recogerlo. La placa flexible que sujeta los mazos de cables y el PTFE debe estar en línea recta para que los cables no se doblen ni se caigan hacia los lados.
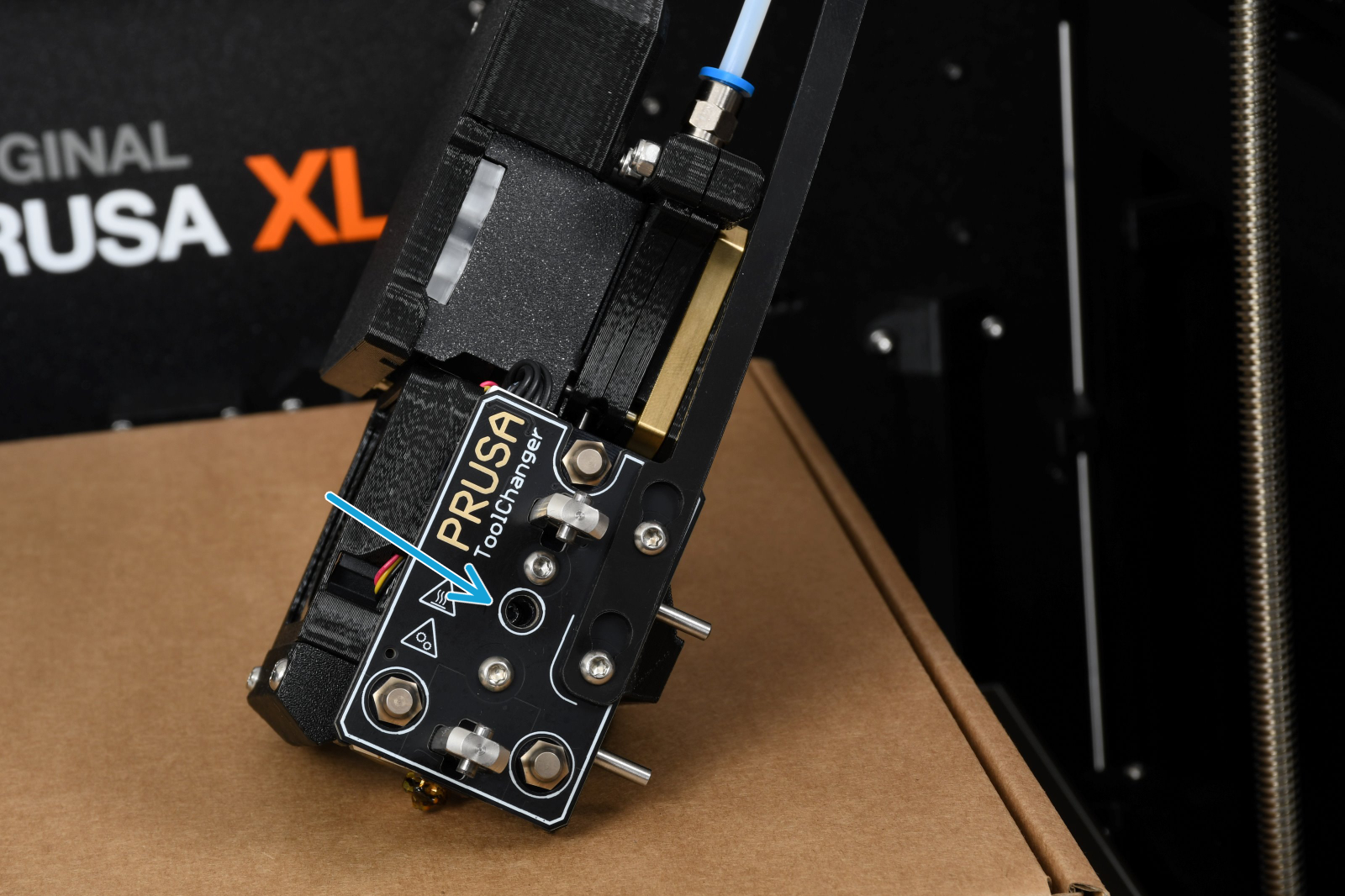
A continuación, comprueba la boquilla. Si la boquilla está demasiado baja, golpeará la parte plástica del pin de calibración. Para comprobarlo, puedes aflojar el tornillo prisionero que sujeta la boquilla y empujarla hacia arriba. Después de asegurarte de que está completamente arriba, vuelve a apretar el tornillo. Si utilizas un adaptador, comprueba el espacio entre la boquilla y el bloque calentador. Comprueba también el ángulo del bloque calentador y asegúrate de que este no pueda girar una vez apretada la boquilla.
 |  |
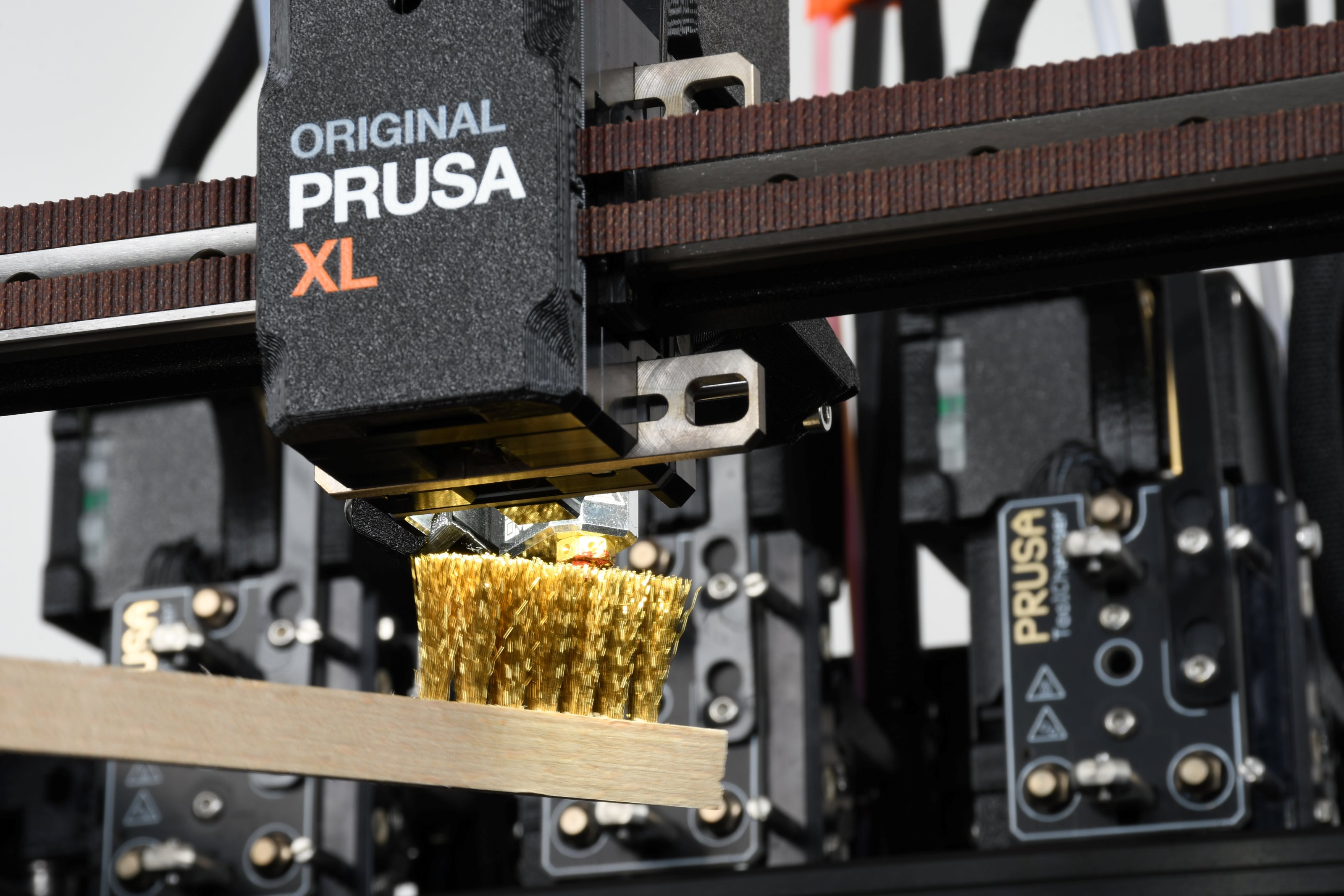
Si realizas esta calibración después de haber utilizado la impresora, asegúrate de que el exterior de la boquilla está limpio. Para limpiarlo, ve al menú de la impresora y selecciona Control -> Coger/Aparcar Cabezal -> Coger Cabezal #. A continuación, ve al menú Control - Temperatura - Boquilla y ajusta la temperatura utilizada en su última impresión. Una vez calentada, utiliza un cepillo de latón para limpiar el exterior de la boquilla.
Si después de seguir todos los pasos anteriores la compensación de la herramienta sigue sin funcionar, prueba a realizar un restablecimiento de fábrica completo. Para ello, tendrás que volver a realizar todo el proceso de selftest. También puedes retirar el plástico del pin de calibración para comprobar si la calibración se realiza correctamente.
Test Calentador Cama
Esta parte del Selftest comprobará el calentamiento de la base calefactable. Si tienes algún problema durante esta calibración, primero asegúrate de que la lámina de acero esté sobre la base calefactable o se añade a la base calefactable después de que alcance unos 50 ºC. A continuación, comprueba los cables debajo de la base calefactable. Asegúrate de que ninguno de ellos esté doblado, especialmente cerca de los conectores. Tira suavemente de los cables y comprueba si se desprenden.
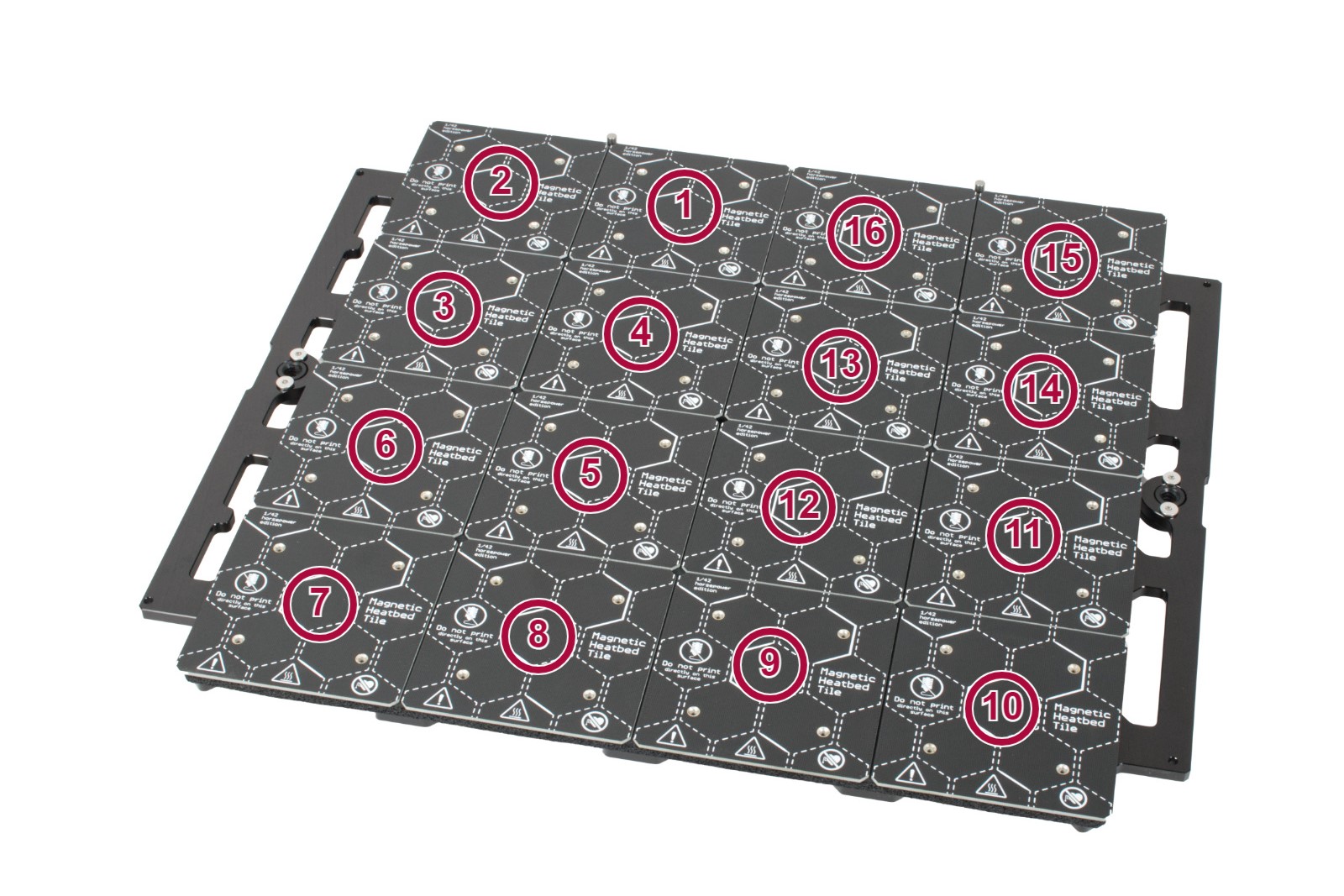
Si la pantalla muestra un error relacionado con un azulejo específico, primero identifica el azulejo utilizando la imagen anterior. A continuación, comprueba los conectores a ambos lados del cable. Abre la carcasa del controlador de la base desatornillando los cuatro tornillos que se muestran a continuación y comprueba si hay marcas de quemaduras alrededor de los conectores.

Calibración Phase Stepping
La última parte de las pruebas es el phase stepping. Para ello, asegúrate de no tocar la impresora y de que no haya otras impresoras funcionando en la misma superficie que la XL. Puedes obtener más información al respecto aquí: Phase Stepping (XL).