Die Prusa FFF-Drucker sind mit einer Messingdüse ausgestattet. In diesem Artikel finden Sie die wichtigsten Informationen zu den Düsen, die mit Ihrem Drucker verwendet werden können.
Messing hat eine hervorragende Wärmeleitfähigkeit und ist robust genug, um die meisten gängigen Filamente zu drucken. Bei der Verwendung von abrasiven Filamenten neigt die Messingdüse jedoch dazu, sich zu schnell abzunutzen, daher sind abriebfeste Düsen erhältlich.
Wenn Sie die Düse wechseln oder ersetzen müssen, lesen Sie bitte unsere Anleitungen:
Die E3D (oder E3D-kompatiblen) V6-Düsen passen in den MK3, MK3S, MK3S+, sowie in die MK2-Serie und frühere, sowie in das MINI/+ Hotend. Diese Düse muss festgezogen werden, während das Hotend aufgeheizt ist, sonst entsteht ein Spalt zwischen der Düse und dem Heatbreak, durch den das Filament ausläuft. Das Filament wird durch einen PTFE-Schlauch in den Heatbreak geführt.

Düsengröße identifizieren
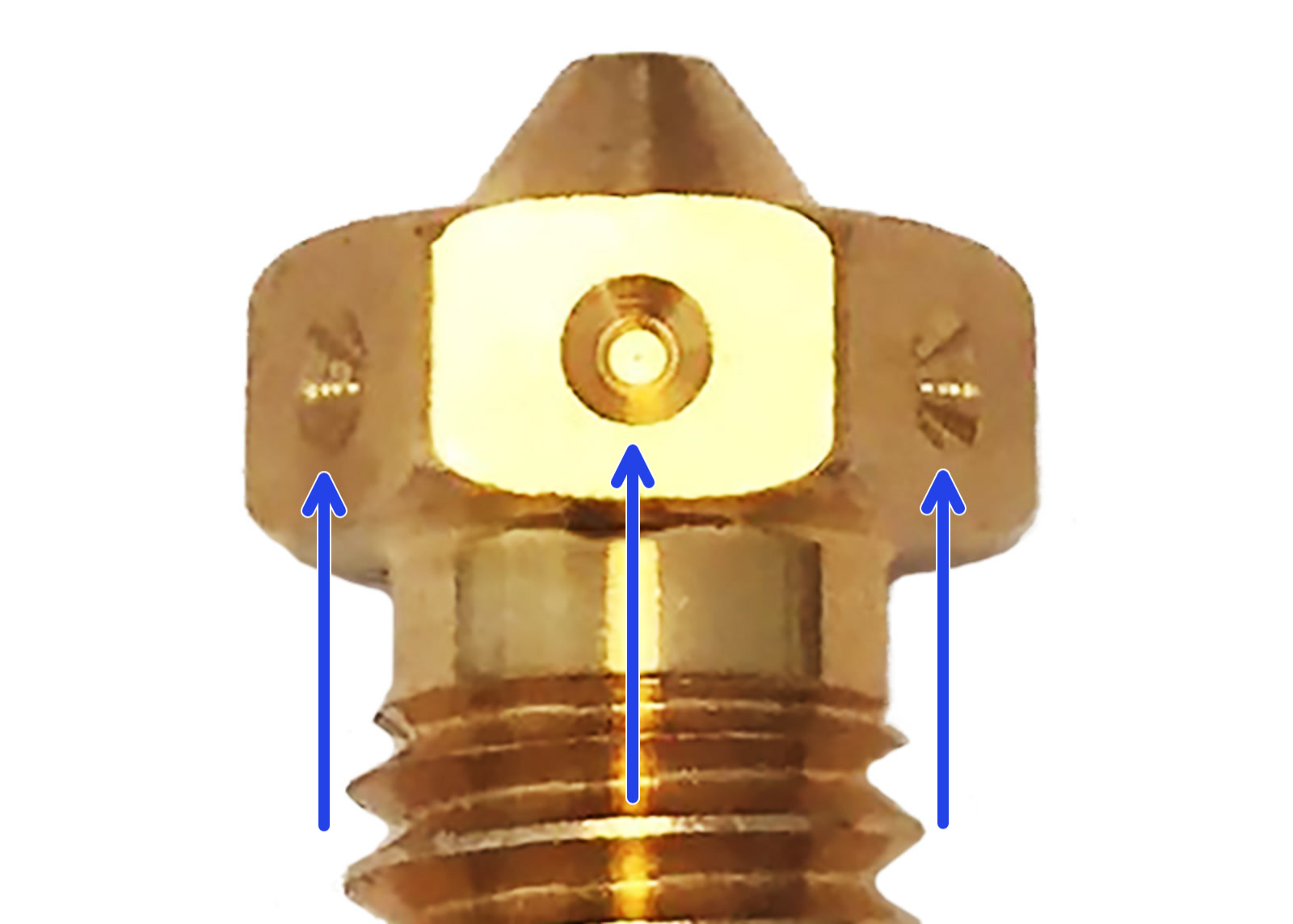
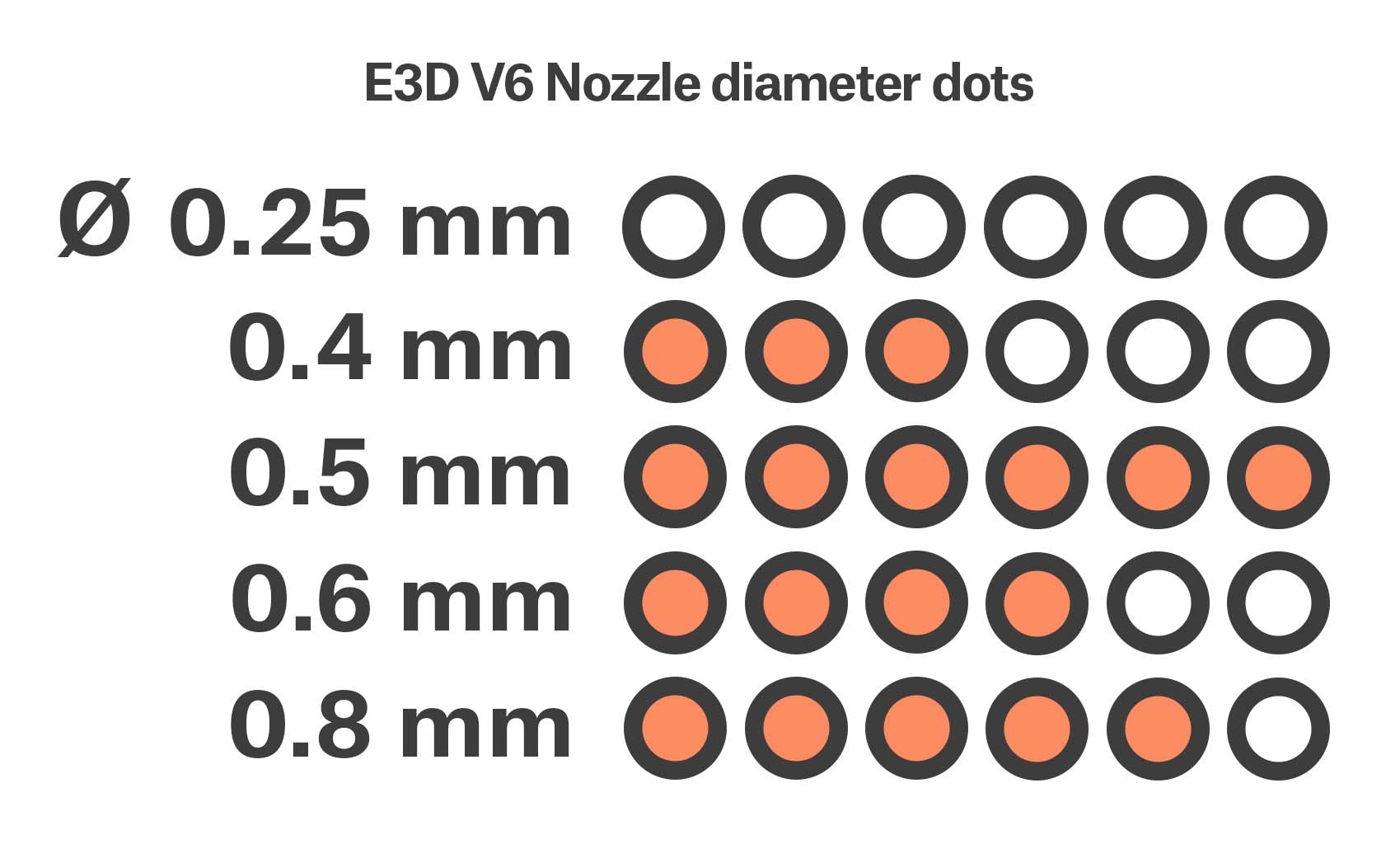
Den Düsendurchmesser erkennen Sie an den Punkten am Rand der Düse. Die E3D 0,4 mm Düsen, die mit dem Original Prusa MK3S+ geliefert werden, haben zum Beispiel drei Punkte.
Beachten Sie, dass die E3D V6 0,25 mm Düse keine Punkte hat und fast genauso aussieht wie die E3D kompatible 0,4 mm Düse, die mit dem Original Prusa MINI/+ geliefert wird.
 |  |
Düsen für abrasive Materialien
Einigen Filamenten sind Partikel beigemischt, die sie abrasiv machen können. Eine normale Messingdüse wird sich beim Drucken dieser Materialien schnell abnutzen und ihre Eigenschaften verlieren. Um diese Filamente zu drucken, müssen Sie eine Düse aus einem anderen Material verwenden
Die meisten abrasiven Materialien sind Verbundwerkstoffe und Kunststoffe mit Zusatzstoffen. Einige Beispiele sind ColorFabb XT CF20, ColorFabb Bronzefill, ColorFabb SteelFill, und einige im Dunkeln leuchtende Filamente. Fragen Sie immer Ihren Filament-Anbieter, wenn Sie sich über die Anforderungen an das Filament nicht sicher sind. Ein kleiner Nachteil der gehärteten Stahldüse ist, dass einige Standardmaterialien, wie ABS, nicht so schnell gedruckt werden können wie mit einer normalen Düse. Aufgrund der unterschiedlichen thermischen Eigenschaften einer gehärteten Stahldüse im Vergleich zu einer Messingdüse müssen Sie möglicherweise die Düsentemperatur beim Drucken erhöhen.
Gehärtete Stahldüse von E3D
Die gehärtete Stahldüse wird für das Drucken von abrasiven Filamenten empfohlen, die die Standard-Messingdüse sehr schnell verschleißen.
Die meisten abrasiven Filamente sind Verbundwerkstoffe, also Kunststoffe, denen etwas beigemischt ist.
Einige Beispiele sind Bronzefill, Brassfill, Filamente mit Kohlenstoffverbindungen und im Dunkeln leuchtende Filamente.
Wenn Sie sich nicht sicher sind, fragen Sie immer Ihren Filament-Anbieter. Denken Sie daran, dass gehärteter Stahl eine andere Wärmeleitfähigkeit hat als Messing. Aus diesem Grund müssen Sie möglicherweise Ihre Druckeinstellungen anpassen und die Temperatur des Hotends um etwa 5°C erhöhen, um erfolgreich mit der Düse aus gehärtetem Stahl zu drucken.

Nozzle X von E3D
Die Nozzle X ist eine Düse, die entwickelt wurde, um die thermischen Einschränkungen einer gehärteten Stahldüse und die schlechte Abriebfestigkeit von beschichteten Kupfer- oder Messingdüsen zu überwinden. Sie ist mit WS2 beschichtet, einer polyphoben Beschichtung, die die Menge an Kunststoff, die an der Innenseite der Düse haftet, reduziert. Aus diesem Grund sollte dieNozzle X nicht auf die gleiche Weise gepflegt werden wie Düsen aus gehärtetem Stahl oder Kupfer
.
Sie kann mit abrasiven Füllstoffen wie Glas, Kevlar oder Kohlenstoffverstärkung verwendet werden, unterstützt aber keine abrasiven Füllstoffe wie Borkarbid, Bor, Bornitrid, Wolfram oder Wolframkarbid.

Empfohlene Reinigungsmethoden:
- Nicht scheuerndes Gewebe/Lappen für den äußeren Gebrauch.
- Reinigungsfilament für den internen Gebrauch.
Nicht empfohlene Reinigungsmethoden:
- Eine Akupunkturnadel oder eine Messingbürste kann die Beschichtung beschädigen.
- Kaltzüge. Kann die WS2-Beschichtung abreißen.
Die Olsson Ruby-Düse
Ähnlich wie die Düse aus gehärtetem Stahl ist die Olsson Ruby für das Drucken von stark abrasiven Materialien konzipiert. Da sie größtenteils aus Messing besteht, behält sie die hervorragende Wärmeleitfähigkeit und den Durchsatz der Standard-Messingdüse bei, hat aber einen sehr harten Edelstein als Spitze. Obwohl der Rubin-Edelstein sehr verschleißfest ist, ist er auch spröde. Wenn Sie den Live Z adjust Wert falsch eingestellt haben, oder wenn Ihr PINDA Sensor nicht auf den richtigen Abstand eingestellt ist und die Düse auf das abnehmbare Blech trifft, kann die Düse zerbrechen. Für die Installation lesen Sie bitte die offizielle 3DVERKSTAN Anleitung, da die Installation etwas aufwendiger ist.
Nextruder V6-Düsenadapter
Der Nextruder V6 Düsenadapter ermöglicht es dem Nextruder Ihres Prusa Druckers, E3D V6 Düsen zu nutzen.
Wenn Sie eine Düse mit Düsenadapter installieren oder ersetzen müssen, lesen Sie bitte unsere Anleitungen:
- Düsenadapter für CORE One
- Düsenadapter für MK4S, MK3.9S
- Düsenadapter für MK4, MK3.9
- Düsenadapter für XL Einzelkopf, Düsenadapter für XL Multikopf

Andere Düsendurchmesser
Wenn Sie eine Düse mit einem anderen Durchmesser als den bereits erwähnten verwenden möchten, müssen Sie das Profil in PrusaSlicer manuell erstellen. Ausgehend von Ihrer Standarddüse von 0,4 mm müssen Sie den Düsendurchmesser in den Druckereinstellungen und der Extrusionsbreite (prozentual) ändern. Beachten Sie, dass die maximale Schichthöhe immer bei 80% des Düsendurchmessers liegt. Weitere Informationen finden Sie unter Erstellen von Profilen für verschiedene Düsen.
Eine 0,1-mm-Düse kann als experimentell betrachtet werden; ihr kleiner Durchmesser funktioniert nicht mit allen Filamenten, die bei ihrer Herstellung erforderlichen Toleranzen sind schwer zu garantieren, und die übermäßig lange Druckzeit, die sie benötigt, kann unzumutbar sein. Für diese feinen Auflösungen sollten Sie den SLA-Druck in Betracht ziehen.
PrusaSlicer-Konfiguration
Um die Voreinstellungen in PrusaSlicer, anzupassen, gehen Sie zu Menü -> Konfiguration -> Konfigurationsassistent -> Prusa Research und wählen Sie das Druckermodell, das Sie haben, sowie den Düsendurchmesser, den Sie derzeit verwenden (violette Quadrate).

Haken Sie alle anderen Modelle und Düsendurchmesser ab, um eine Verwechslung der Voreinstellungen zu vermeiden. Sie können den Assistenten jederzeit erneut ausführen und die Einstellungen ändern. Um eine andere Düsengröße für Ihren Drucker einzustellen, lesen Sie bitte HW Setup (MK2.5/S & MK3/S/+).
Beim MINI/+ navigieren Sie zu Menü -> Einstellungen -> Hardware.
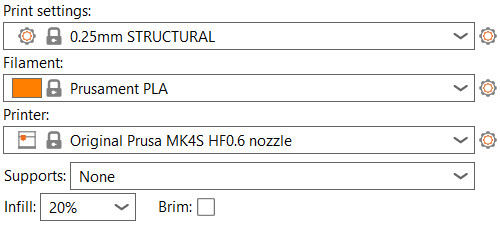
Abgesehen von den Voreinstellungen für die 0,4er Düse, wird bei allen anderen Düsenkonfigurationen der Durchmesser im Namen des Profils angegeben. Wenn die Worte "0.25 nozzle", "0.6 nozzle" oder "0.8 nozzle" nicht im Namen des Profils stehen (grünes Quadrat), ist die Voreinstellung für eine 0,4 mm Düse.
Kalibrierung der ersten Schicht bei anderen Düsen
Ab Firmware 3.13.0 funktioniert die Erste Schicht Kalibrierung für mehrere Düsengrößen. Die Düsengröße kann unter Einstellungen -> HW-Setup -> Düse D. [0,25|0,40|0,60|0,80] geändert werden. Die 0,4 mm Düse ist die Standardeinstellung.
Live Adjust Z-Wert zurücksetzen:
- Original Prusa MK3S+/MK3S/MK2.5S - Setzen Sie Ihren Live Adjust Z-Wert über LCD-Menü -> Einstellungen -> Live Adjust Z zurück, und drehen Sie dann den Wahlknopf im Uhrzeigersinn, bis der Wert Null erreicht.
- Original Prusa MINI - Setzen Sie Ihren Live Adjust Z Wert über LCD Menü -> Kalibrierung -> Live Adjust Z zurück, dann drehen Sie den Wahlknopf im Uhrzeigersinn, bis der Wert Null erreicht.
- Original Prusa MK4, XL - Diese Modelle sind mit einer Wägezelle ausgestattet. Wenn ein Live Adjust Z Wert eingestellt ist, wird dieser automatisch zurückgesetzt, nachdem der nächste Druck erfolgt ist.
Danach starten Sie Ihren G-Code und ‚Adjust Live Z‘ während des Druckens:
- Drücken Sie den Knopf, nachdem er mit dem Extrudieren begonnen hat, und suchen Sie ‚Live Z anpassen‘.
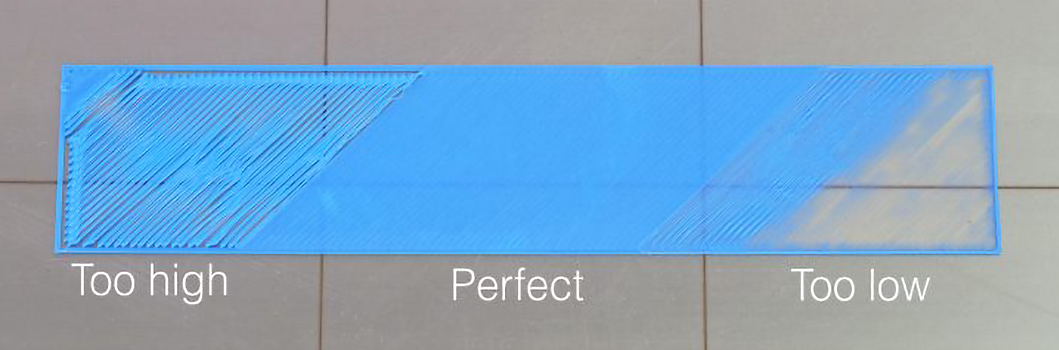
- Wählen Sie es aus und drehen Sie den Knopf im Uhrzeigersinn, bis die Linie abgeflacht, aber nicht gequetscht ist. Sie sollte eine glatte Oberseite haben. Wenn das obere massive Infill erstellt wird, stellen Sie sicher, dass es weder Lücken zwischen den Linien (zu weit entfernt) noch Grate zwischen den Linien (zu nah) gibt. Beispiele finden Sie unter Kalibrierung der ersten Schicht (i3) oder Kalibrierung der ersten Schicht (MINI/MINI+).
- Drücken Sie den Auswahlknopf erneut, um den Wert zu speichern.
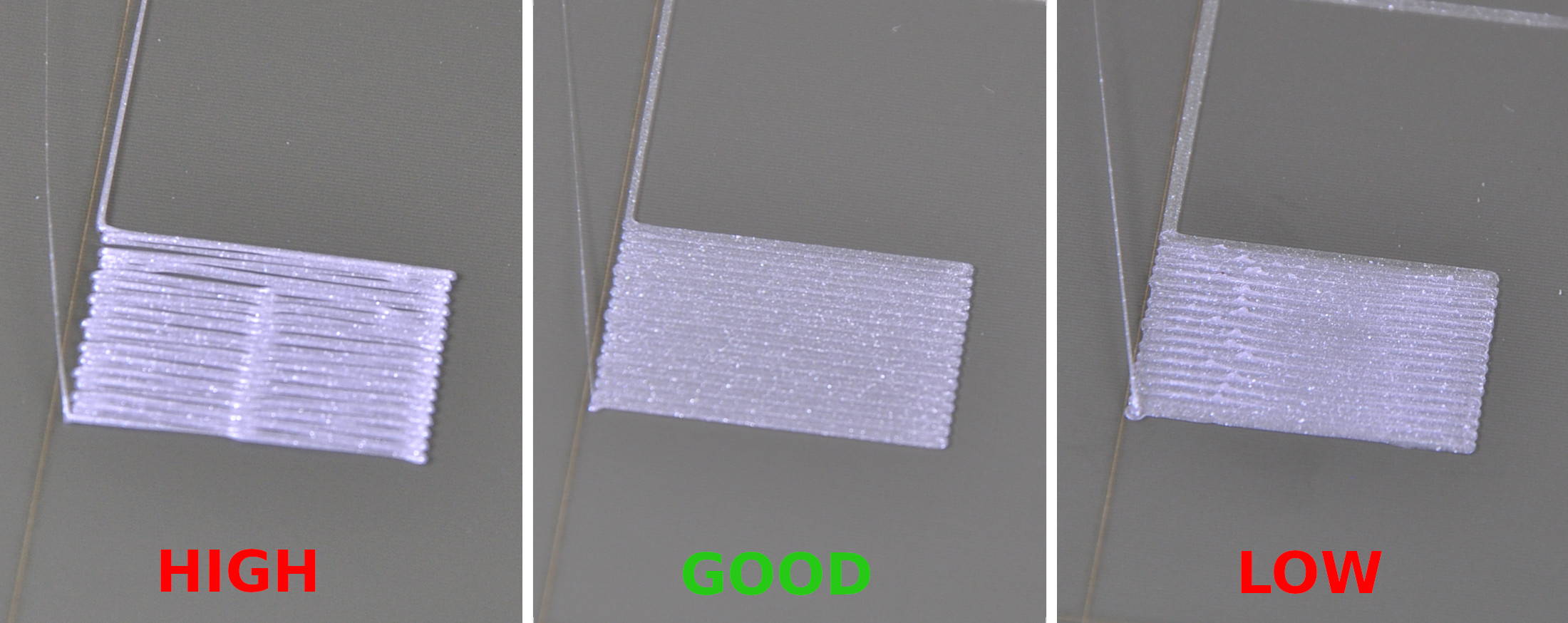
Das Bild zeigt die erste Schicht einer 0,4 mm Düse. Die Linie kann fast halb so breit sein wie abgebildet.
Andere Überlegungen
Kleinere Durchmesser (~0,25 mm)
Fast jedes Verbundmaterial kommt nicht in Frage. Die darin enthaltenen Partikel können (und werden) Ihre Düse schnell verstopfen oder ruinieren. Filamente mit feinem Glitter oder ähnlichen „Glanzpartikeln“, wie sie in Prusament Galaxy Silver enthalten sind, sollten jedoch kein Problem darstellen.
Flexible Materialien können bei einer Düse mit kleinerem Durchmesser aufgrund des höheren Drucks, der für die Extrusion erforderlich ist, ebenfalls problematisch sein. Sie können sich bei höherem Druck um die Filament-Vorschubs-Rollen wickeln und verheddern.
Niedrige Geschwindigkeit - Präzision braucht Zeit, stellen Sie sich auf Druckzeiten von 24 bis 100 Stunden ein, selbst bei kleineren Objekten. Nicht nur ist jede Linie dünner und schmaler als üblich, was zu mehr Perimetern führt, sondern auch die Extruderbewegungen sind stark reduziert, um der erhöhten Genauigkeit Rechnung zu tragen.
Wenn Sie mit einer kleineren Düse drucken, werden Kalibrierung und Bettnivellierung noch wichtiger. Nach dem Wechsel der Düse sollten Sie zumindest die Z-Kalibrierung Ihres Druckers durchführen, bevor Sie mit dem Drucken beginnen.
Größere Durchmesser (>0,6 mm)
Der größte Nachteil ist die Auflösung. Die dickeren und höheren Schichten drucken das Objekt schneller, haben aber Einschränkungen in Bezug auf feine Details. Auf der anderen Seite können sich funktionale Teile als stabiler erweisen, da jede Linie eine größere Menge an festem Material enthält.
Außerdem muss dank des größeren Düsendurchmessers mehr festes Material abgekühlt werden, was den Verzug erhöhen kann. Dies könnte ein Problem für Materialien sein, die sich während des Drucks verziehen, wie ABS oder PC Blend.
| Düsengröße / Material | 0,25 mm | 0,4 mm | 0,6/0,8 mm |
| Flexible Materialien | ✖ | ✔ | ✔ |
| PLA | ✔ | ✔ | ✔ |
| ASA/ABS | ✔ | ✔ | ✔ |
| PETG | ✔ | ✔ | ✔ |
| Holz/Metall gefüllt | ✖ | ✔ * | ✔ |
| CF/Kevlar gefüllt ABS | ✖ | ✔ * | ✔ * |
| PC Blend | ✔ | ✔ | ✔ |
| Nylon | ✔ | ✔ | ✔ |
| PVA/BVOH | ✖ | ✔ | ✔ |
* Gehärtete Düse