Wenn Sie mehrere Objekte auf einmal drucken, können Sie wählen, sie nacheinander, eines nach dem anderen, zu beenden. Dies kann das Nachlaufen und die zwischen den Ausdrucken laufenden Fäden minimieren. Es kann auch verhindern, dass mehrere halbfertige Drucke verloren gehen, wenn sich eines der Objekte vom Druckbett löst.
Sie können diese Funktion einschalten, indem Sie Druckeinstellungen - Ausgabeoptionen - Einzelne Objekte vervollständigen aktivieren.

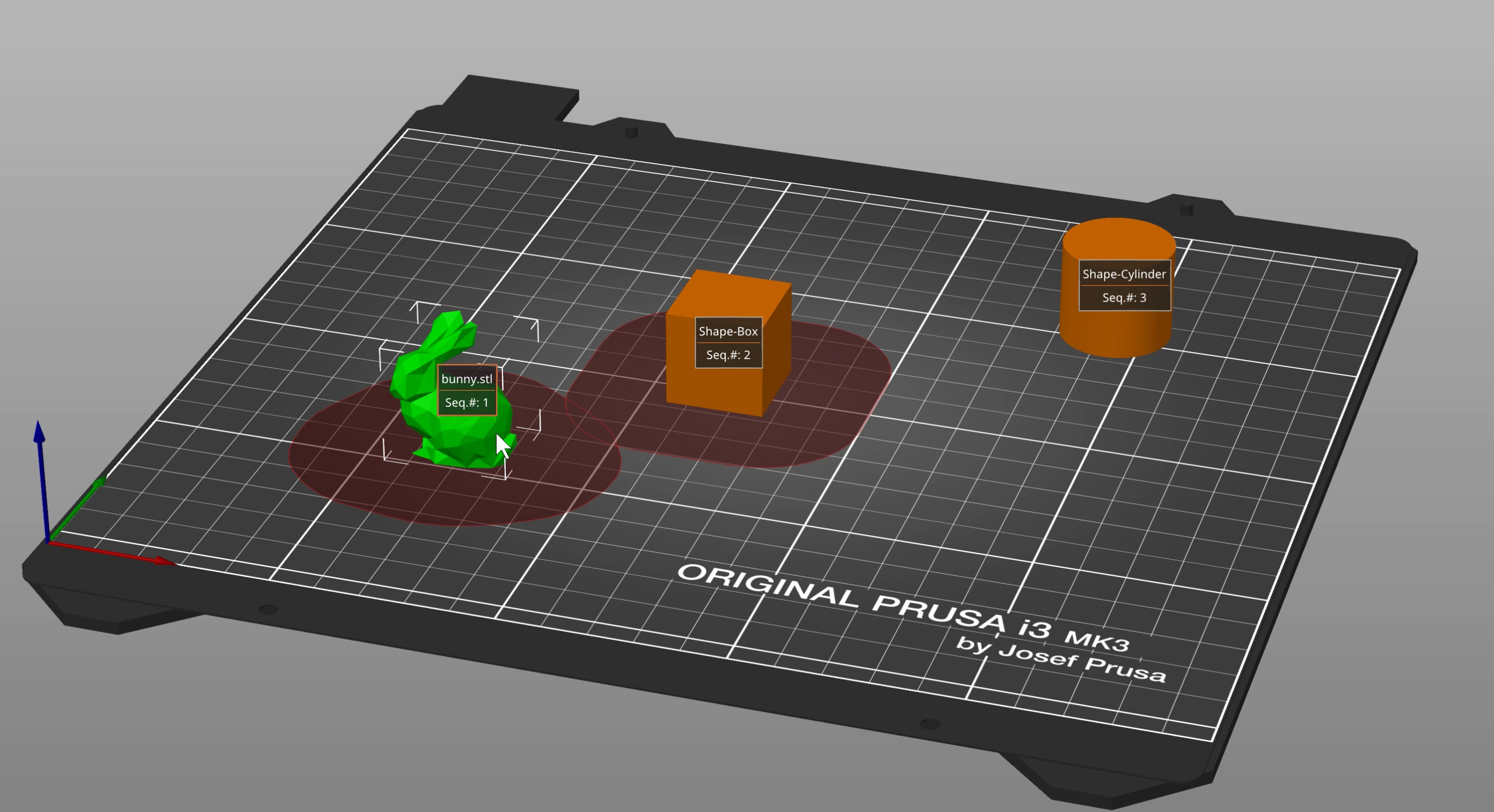
Drücken Sie die Taste E , um die Reihenfolge der Objekte in der 3D-Ansicht zu sehen.
Sie können die Reihenfolge ändern, indem Sie Objekte per Drag & Drop in die Objektliste ziehen und fallen lassen. Das oberste Objekt in der Objektliste wird zuerst gedruckt und das unterste zuletzt.
Sie müssen den Drucker regelmäßig überprüfen, denn bei jedem Objekt besteht die Möglichkeit, dass das betreffende Teil nicht am Druckbett haftet.
Kollisionen
Beim sequentiellen Drucken besteht eine Möglichkeit von Kollisionen zwischen dem Druckkopf und einem der fertigen Drucke oder zwischen der X-Achse und einem der fertigen Drucke. PrusaSlicer wird versuchen, vor solchen Fällen zu warnen, aber selbst wenn Sie keine Warnung erhalten, sollten Sie versuchen, mögliche Kollisionen so weit wie möglich zu vermeiden.
Drucken Sie Objekte von vorne nach hinten, von links nach rechts und vom niedrigsten zum höchsten Teil,
um das Risiko einer Kollision mit dem Extruder und der X-Achse zu minimieren.
Wenn PrusaSlicer eine Kollision feststellt, wird diese durch eine rote Markierung der überlappenden Bereiche visualisiert.
Um PrusaSlicer bei der Erkennung von Kollisionen zu unterstützen, geben Sie die Einstellungen des Extruderabstandes an.
Radius
Der Radius des zylindrischen Freiraums um den Extruder.
Höhe
Der vertikale Abstand zwischen der Spitze der Düse und den Stäben der X-Achse (oder dem untersten Teil, der einen fertigen Druck stören kann).
PrusaSlicer möchte, dass alle Objekte unterhalb der Durchlasshöhe des Extruders liegen, mit Ausnahme des letzten Objekts, das so hoch sein kann wie die maximale Höhe des Druckers Z.
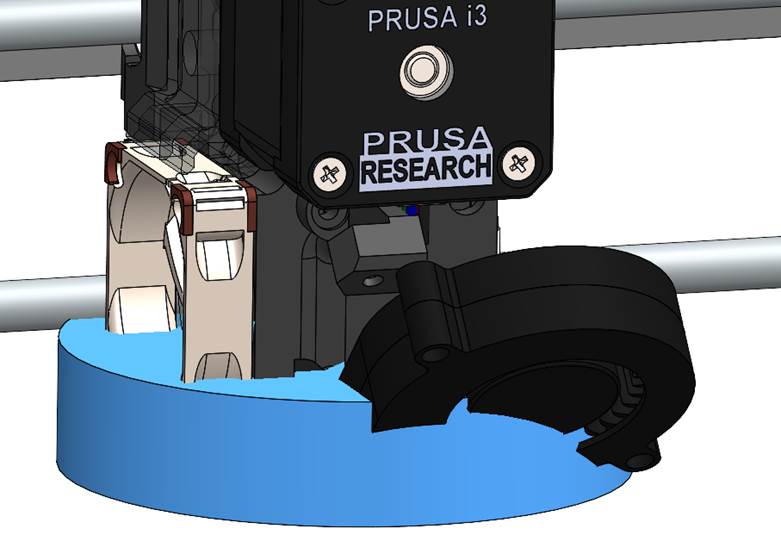
Visuelle Darstellung des Standardparameters, wobei eine Sperrzone von 45 mm Radius und 20 mm Höhe um die Düse herum geschaffen wird (dank David Renaud)
Die Logik der Kollisionserkennung ist ziemlich einfach und wird Sie manchmal daran hindern, druckbaren G-Code zu exportieren. Es liegt an Ihnen, die Verantwortung zu übernehmen und die Höhentoleranz zu erhöhen.
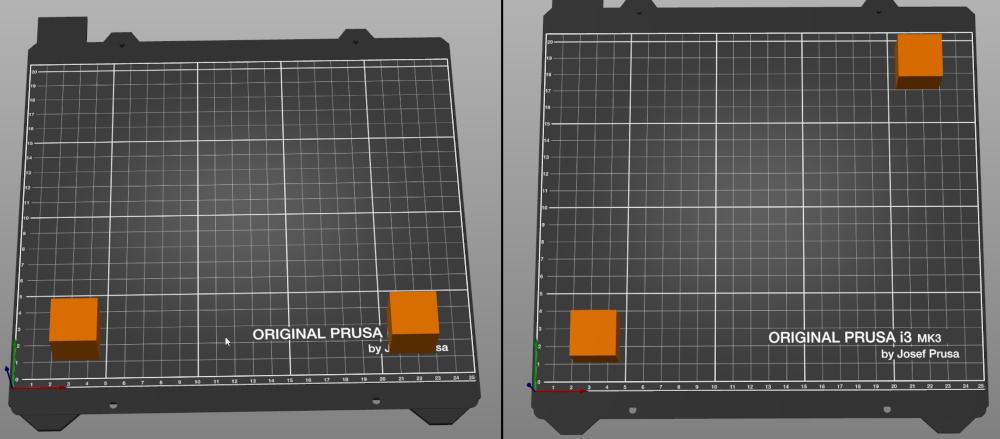
Beispiel
Die Höhentoleranz beträgt 20mm.
Das Objekt ist 25mm hoch.
Objekte können nacheinander gedruckt werden, aber die aktuelle Kollisionslogik unterscheidet nicht zwischen dem linken Szenario (nicht druckbar, Kollision mit dem X-Achsenstab) und dem rechten Szenario (druckbar). Sie müssen also den Wert manuell ändern (Höhenabstand).
16 Kommentare
Hinweise zum Druck:
Nach einstellen des sequenziellen Druckes, Funktion Anordnen.
Stützen Organisch.
Beobachtung:
Crash konnte ich nicht genau beobachten wo die Kollision stattfindet, da aber einige der Organischen Rohre abgebrochen sind, gehe ich davon aus, dass diese die Ursache sind.
In der Version 2.9.4 gibt es keine Möglichkeit einer Korrektur oder Offset zur Vorgegebenen Geometrie mehr.
Ich benutze den Prusa Core one. Ich erhalte jedes mal die Fehlermeldung mit der Kollision, selbst wenn es nur 2 Teile sind. Eins ganz rechts und eins ganz links. Teile sind 25x25mm groß und 35mm hoch.
Kann zwar Objekte nacheinander Drucken anklicken, aber keinerlei Bereiche(Größe vom Extruder). Kann man mit dem Core One nicht nacheinander drucken, oder was und wo muss man was einstellen?
Ich habe den experten Modus eingestellt.
Bei Aufruf des Slicers 2.6 sind die roten Markierungen wieder vorhanden.
OS WIN10-64
Was muß ich ändern?
Leider zeigt er mir zwar die Kollisionswarnung an, aber ohne die roten Markierungen fällt es mir dann relativ schwer herauszufinden welcher Abstand nötig ist.
Wäre es möglich diese roten Markierungen wieder zurück zu bekommen?
ja, ich hätte auch gerne die roten Markierungen zurück. Vor allem, weil ich die Teile manuell doch noch viel besser verteilen kann als die Automatik. Manuell kann ich z.B. einzelne Teile drehen damit es besser passt.
Außerdem gibt der Slicer selbst bei korrekt eingestelltem Radius für den Druckkopf (bei mir Mini) an, es würden Kollisionen passieren. Das ist völliger Quatsch. Man kann mit dem Slicer in der Vorschau den Druckkopf mit anzeigen und manuell die Objekte abfahren. Da kollidiert nichts. Bitte überarbeitet das. Das hat mal wunderbar funktioniert. Verstehe die "Verbesserung" die Markierung wegzulassen null ehrlich gesagt.
+1 für den roten Bereich!
Ich (Drucker: MK4) habe vor, mich demnächst mit mehrfarbigen Drucken auseinander zu setzen. Da der MK4 beim Farbwechsel zur letzten Position zurückfährt und dort noch einmal die Nozzle von evtl. Filament der vorangegangenen Farbe freispült (so eine Schilderung im Netz), wurde geraten, einen "Opferturm" zu konstruieren, also einen Zylinder von ca. 5mm Durchmesser mit der Höhe bis zur Schicht des letzten Farbwechsels (+ 3 Schichten).
Damit würde dort das Restfilament abgeladen und das eigentliche Objekt bliebe "rein".
Der "Opferturm" müsste aber bei jeder Schicht das letzte Objekt sein.
Wie stelle ich das sicher?
Wenn ich mr die obige Warnung:
"Drucken Sie Objekte von vorne nach hinten, von links nach rechts und vom niedrigsten zum höchsten Teil, um das Risiko einer Kollision mit dem Extruder und der X-Achse zu minimieren. "
... ansehe, würde es reichen, den Opferturm rechts hinter das eigentliche Druckobjekt (mit ca. 30mm Abstand) zu positionieren?
Kann man per G-Code die Position des Druckkopfes für das nachladen des Filaments festlegen? Damit es auch bei höheren Modellen funktioniert. Wenn ja, gent das im Slicer? Oder muss da in der G-Code Datei angepasst werden?
Oder geht das gar nicht? :-(