Druk 3D jest procesem zautomatyzowanej obróbki przyrostowej, w którym drukarka 3D wytwarza fizyczny model z danych cyfrowych, czyli z modelu 3D. Wszystkie drukarki 3D opierają się na tej samej zasadzie działania: tworzenia obiektów przez dodawanie warstw nad (lub pod) istniejącymi. Na dzień dzisiejszy nie istnieje w pełni uniwersalna technologia, która nadaje się do każdego zastosowania. Dlatego tak ważna jest decyzja oparta na zastosowaniu drukarki.
- Drukarki FFF
- Drukarki kartezjańskie
- Drukarki CoreXY
- Drukarki Delta
- Drukarki Polar (biegunowe)
- SLA (stereolitografia)
- Maskowana stereolitografia (Masked Stereolitography - MSLA)
- Stereolitografia (SLA)
- Cyfrowe przetwarzanie światła (Direct/digital Light Processing - DLP)
- Selektywne spiekanie laserowe (Selective Laser Sintering - SLS)
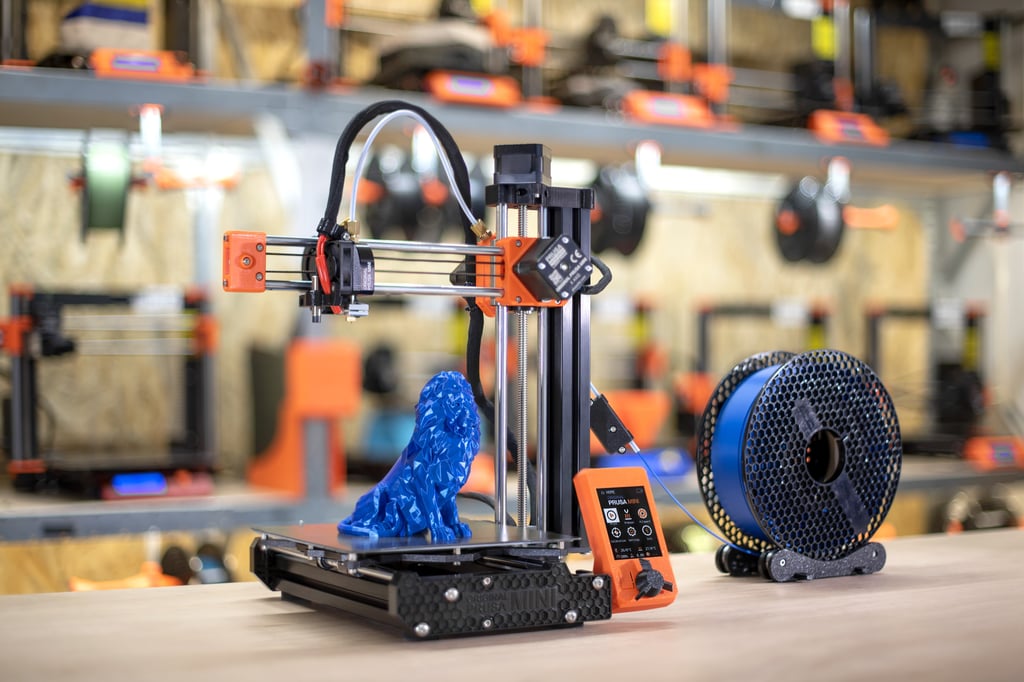
Drukarki FDM/FFF
FDM jest skrótem od Fused Deposition Modeling (nazwa jest zastrzeżona przez Stratasys), a FFF to Fused Filament Fabrication [tłum. wytwarzanie z topionego włókna] i ma otwarte źródło. Obydwa skróty odnoszą się do tej samej technologii. Skupiają one wszystkie drukarki 3D, które topią polimery i przepychają przez dyszę/ekstruder/głowicę na stół roboczy, na którym powstaje model. Materiał do druku jest dostarczany w formie włókna (filamentu) o średnicy 1,75 mm lub rzadziej 2,85 mm. Różnice między drukarkami to rodzaj kinematyki, czyli sposób, w jaki głowica i stół poruszają się, aby wytworzyć modele.
Drukarki kartezjańskie
Drukarki kartezjańskie charakteryzują się co najmniej trzema silnikami poruszającymi komponenty drukarki wzdłuż osi w kartezjańskim układzie współrzędnych: Y (w przód i w tył), X (w lewo i w prawo) oraz Z (w górę i w dół). Większość domowych drukarek 3D to konstrukcje kartezjańskie, ponieważ ten układ jest najczęściej stosowany i tani w produkcji.
Przed wydrukowaniem, model musi zostać pocięty na warstwy. Koordynaty dla drukowania jednej warstwy są zdefiniowane w osiach X i Y, a zmiana pozycji w osi Z powoduje przejście na kolejną warstwę - przez obniżenie stołu lub podniesienie ekstrudera. Jeśli wydruk posiada zwisy, można dodać pod nimi podpory.
Najważniejszą zaletą drukarek kartezjańskich jest ich popularność. W Internecie istnieje mnóstwo poradników, wskazówek i rozwiązań problemów. Łatwo jest również znaleźć do nich części.
Wadą tego układu jest obniżenie jakości przy szybkich wydrukach przez wyższą masę osi. Gabaryty takich drukarek są również znacznie większe od samego obszaru roboczego, ze względu na konieczność poruszania wszystkich osi.
 |  |
Drukarki CoreXY
Podobnie jak w przypadku drukarek kartezjańskich, w układzie CoreXY koordynaty wzdłużne i poprzeczne są ustalane przez dwa silniki i paski napędowe osi X i Y, a wysokość wydruku jest zależna od osi Z. Różnica tkwi we wzajemnej zależności ruchu w płaszczyźnie XY, spowodowanej specyficznym układem pasków napędowych. W tym przypadku to stół jest zbliżany i oddalany od dyszy. Zwróć uwagę, że stół poruszany w osi pionowej to nie jedyny wyróżnik układu CoreXY - jest nim głównie system pasków osi X i Y oraz sposób ich poruszania.
Ze względu na lekkość osi X i Y, na wydrukach nie pojawiają się artefakty takie, jak podczas drukowania na drukarkach kartezjańskich przy tych samych prędkościach. Układ ten pozwala również na znaczne powiększenie obszaru roboczego w stosunku do gabarytów drukarki, ponieważ nie ma konieczności przesuwania stołu roboczego w osiach poziomych.
Paski stosowane w drukarkach CoreXY są znacznie dłuższe, co przekłada się na większe problemy w porównaniu do drukarek kartezjańskich. Ich skomplikowana konfiguracja utrudnia naprawy. Oprócz tego rama musi być znacznie bardziej stabilna i idealnie prostopadła, inaczej dokładność wymiarowa będzie niższa.
 |  |
Drukarki Delta
W drukarkach typu Delta powierzchnia druku pozostaje nieruchoma, a trzy silniki poruszają głowicę w koordynatach wzdłużnych, poprzecznych oraz pionowych. Silniki kontrolują trzy kolumny, do których przymocowane są ramiona poruszające hotend. Nazwa drukarki wzięła się od ramion układających się w kształt trójkąta (delta = Δ). Ten rodzaj drukarki został opracowany do szybkiego drukowania.
Hotendy używane w Deltach są niezwykle lekkie. Dodając do tego trzy silniki kontrolujące go, otrzymujemy układ idealny do drukowania z dużymi prędkościami. Ze względu na złożone obliczenia potrzebne do wykonywania ruchów, 32-bitowe płyty kontrolne zawitały do tych drukarek bardzo wcześnie. Niezwykle interesujące jest obserwowanie tej konstrukcji podczas pracy.
Drukarki typu Delta mają dość małe, okrągłe stoły robocze. Ogranicza to znacznie obszar druku. Wysoka prędkość sprawia również, że wydruki są mniej dokładne wymiarowo. Rzadko są one również używane jako drukarki desktopowe, ze względu na niezwykle trudne rozwiązywanie ewentualnych problemów, nie tylko ze względu na skomplikowany system, ale również niedostępność informacji i wysoki koszt części. Lekka konstrukcja hotendu wymusza również użycie systemu Bowden, co z kolei ogranicza ilość kompatybilnych filamentów.

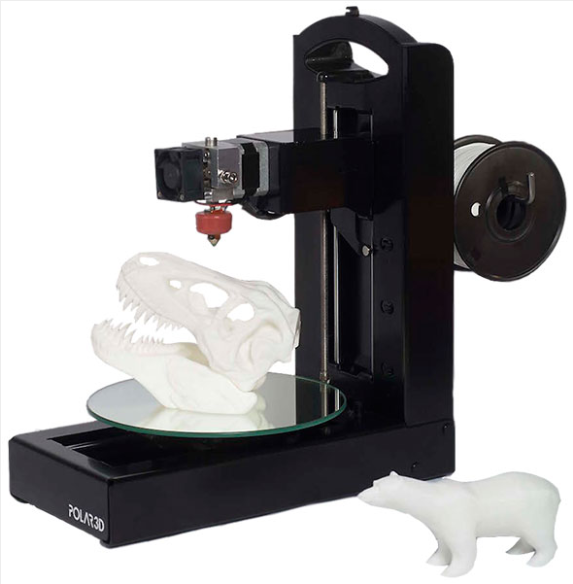
Drukarki Polar (biegunowe)
Drukarki te pracują w biegunowym układzie współrzędnych, czyli opiera się na punktach położonych na łuku, a nie w układzie prostokątnym, jak drukarki kartezjańskie. Platforma robocza porusza się nie tylko na boki, ale również obraca. Dzięki temu ekstruder porusza się tylko w górę i w dół, a obszar roboczy może być duży. Rama drukarki jest bardzo lekka.
Technologia ta jest wciąż w rozwoju. Sprawia to, że drukarki są drogie, a części zamienne i wsparcie techniczne trudne do zdobycia, co komplikuje rozwiązywanie problemów.
SLA
(Stereolitografia)
Podstawową zasadą druku jest polimeryzacja pojedynczych warstw płynnej żywicy światłoczułej znajdującej się w zbiorniku przez dostarczenie światła.
Drukowane modele są prawie idealnie gładkie, niezwykle szczegółowe, a warstwy są niemal niewidoczne dla ludzkiego oka, ponieważ mogą mieć wysokość rzędu 25-100 mikronów. Największą wadą tej technologii jest mniejszy obszar roboczy oraz szkodliwość płynnych żywic. Należy unikać kontaktu żywic ze skórą oraz wdychania oparów.
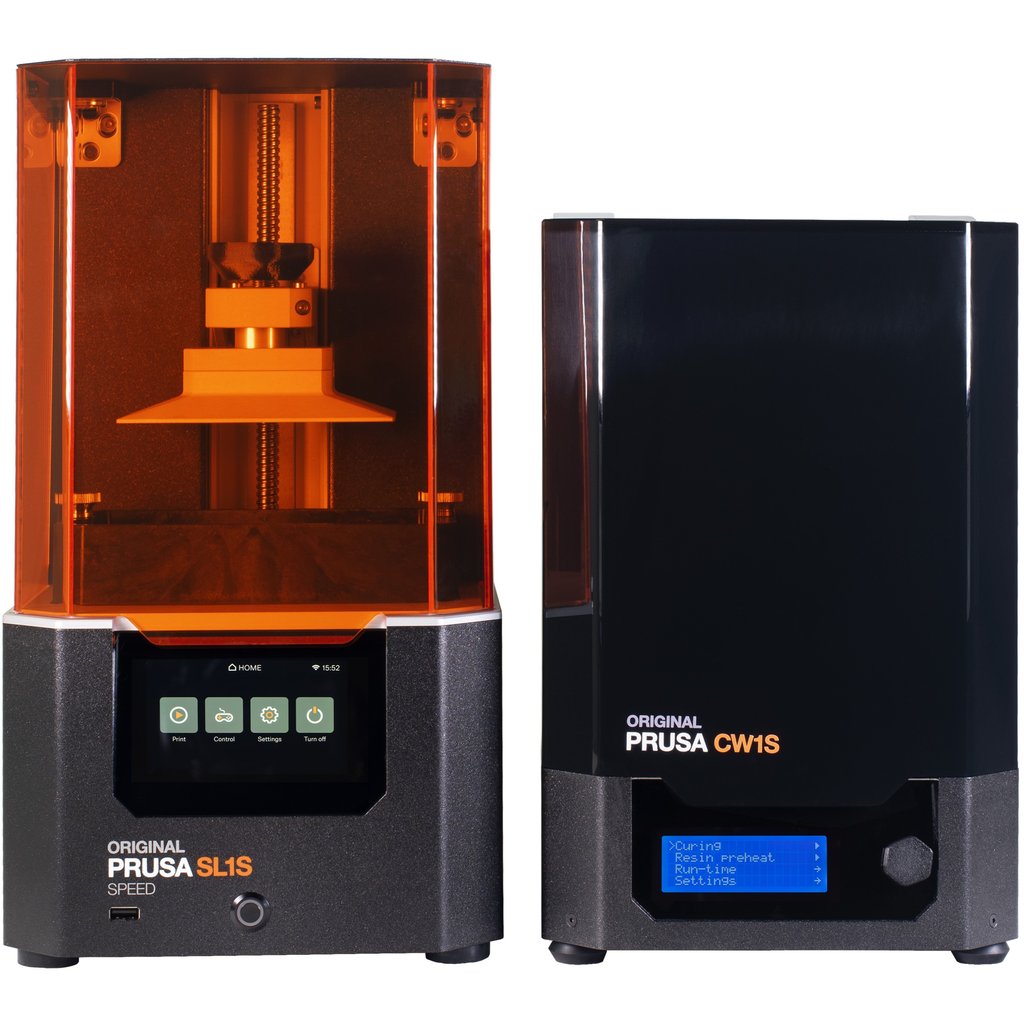
Drukowane obiekty nie nadają się do użytku natychmiast po zakończeniu drukowania, ponieważ mogą być miękkie i kleiste, przez nieutwardzoną żywicę, którą pokryta jest powierzchnia. Zalecane jest wypłukanie wydruków w alkoholu izopropylowym i utwardzenie światłem ultrafioletowym.
Służy do szybkiego i łatwego mycia, suszenia i utwardzania wydruków.
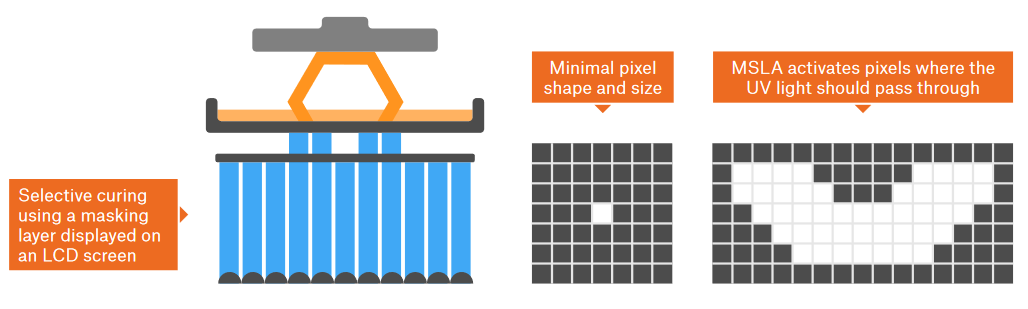
Maskowana stereolitografia (MSLA)
W MSLA kształt warstwy jest wyświetlany na półprzezroczystej masce na ekranie LCD, a naświetlanie jest wykonywane przez wysokiej wydajności źródło światła UV LED. Światło ultrafioletowe przechodzi tylko przez białe piksele na ekranie. Stała rozdzielczość ekranu LCD oznacza, że wydruk będzie miał również stałą rozdzielczość w osiach X i Y. Ta metoda pozwala na utwardzenie całej warstwy za jednym razem, co oznacza, że ilość modeli umieszczonych na platformie nie ma wpływu na czas drukowania.
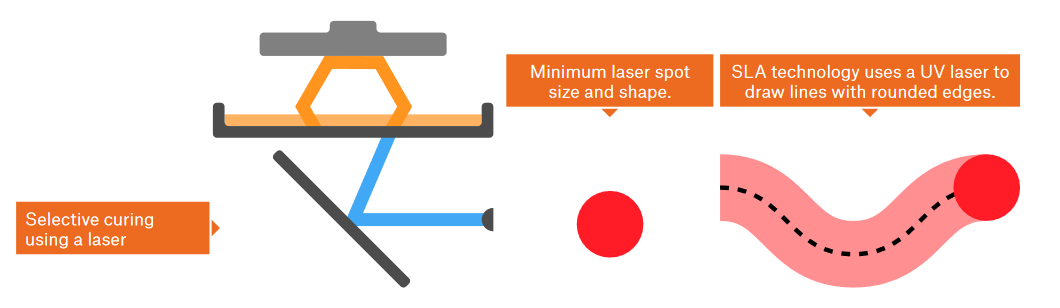
Stereolitografia (SLA)
Naświetlanie odbywa się przy pomocy promienia lasera UV. Promień jest kontrolowany przez dwa lustra, które "rysują" każdą z warstw. Czas potrzebny do utwardzenia warstwy zależy od jej powierzchni. W skrócie: czym więcej modeli na platformie, tym dłuższy czas druku.
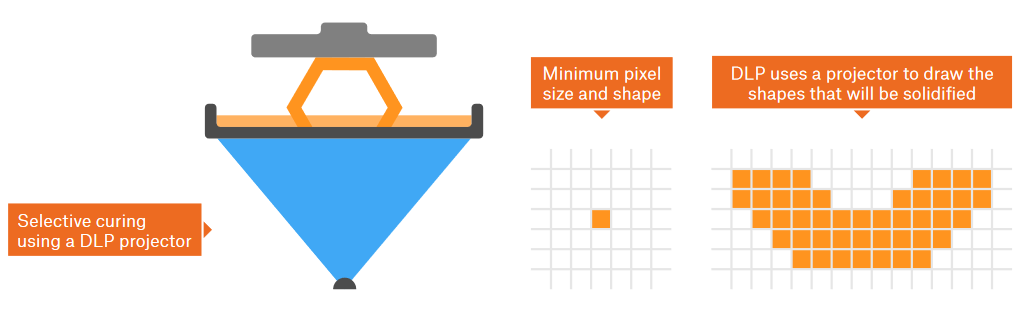
Cyfrowe przetwarzanie światła (Direct/digital Light Processing - DLP)
Cała warstwa jest utwardzana za jednym razem, przy pomocy cyfrowego projektora. Utwardzany jest tylko kształt, który jest wyświetlany przez projektor. Zaleta tej technologii jest oczywista - każda warstwa jest naświetlana przez taką samą ilość czasu, niezależnie od ilości modeli na platformie.
SLS
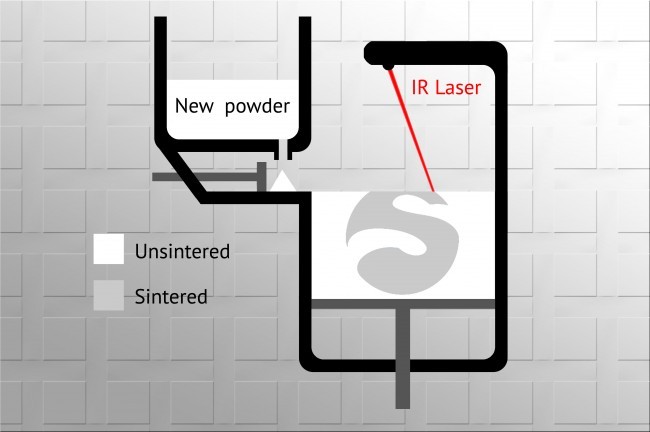
Selektywne spiekanie laserowe (Selective Laser Sintering)
Innymi technologiami druku 3D są SLS i DMLS, które bazują na procesie zwanym spiekaniem. Ogólnie rzecz biorąc, cienka warstwa proszku jest rozprowadzana po powierzchni roboczej przy pomocy wałka, a następnie wymagany kształt jest spiekany laserem. Po zakończeniu wydruku cały model jest przykrywany proszkiem. Przez zasadę działania tej metody wymagane jest, aby model posiadał otwory, przez które będzie możliwe wysypanie nadmiaru proszku. Nieuformowany materiał może być użyty do następnego wydruku, co oznacza, że tylko niewielka jego część stanowi odpad. Kolejną z zalet są praktycznie niewidoczne warstwy. Drukarki pracujące w tej technologii nie są zbyt popularne. Ze względu na ich przemysłowe przeznaczenie, ceny również są znacznie wyższe - najtańsze maszyny kosztują w okolicach 6000 USD.
Istnieją również inne technologie, jak "Jetting", drukowanie betonem lub drukowanie metalem przy użyciu różnych metod. Ze względu na ich głównie przemysłowe zastosowanie, nie poruszamy ich w tym artykule.