W PrusaSlicerze od wersji 2.5.0 standardowym generatorem obrysów jest Arachne.
Arachne generuje pętle obrysów i wypełnienia szczelin o zmiennej szerokości wytłaczania. Mówiąc prościej, automatycznie generuje szersze lub cieńsze obrysy w zależności od potrzeb.
Przez lata strategią generowania obrysów przez PrusaSlicer było przesunięcie konturu obiektu linią wytłaczaną o stałej szerokości. Powodowało to problemy w różnych przypadkach, zwłaszcza podczas drukowania cienkich ścian, tekstu lub logotypów. Twórcy Ultimaker Cura zaimplementowali nową strategię o nazwie Arachne opartą na pracy [Kuipers et al., 2020]. Przeportowaliśmy tę funkcję z Cury i chcemy podziękować zespołowi kierowanemu przez Jaime van Kessela, za opracowanie tej funkcji i utrzymywanie projektu Cura w duchu open-source.
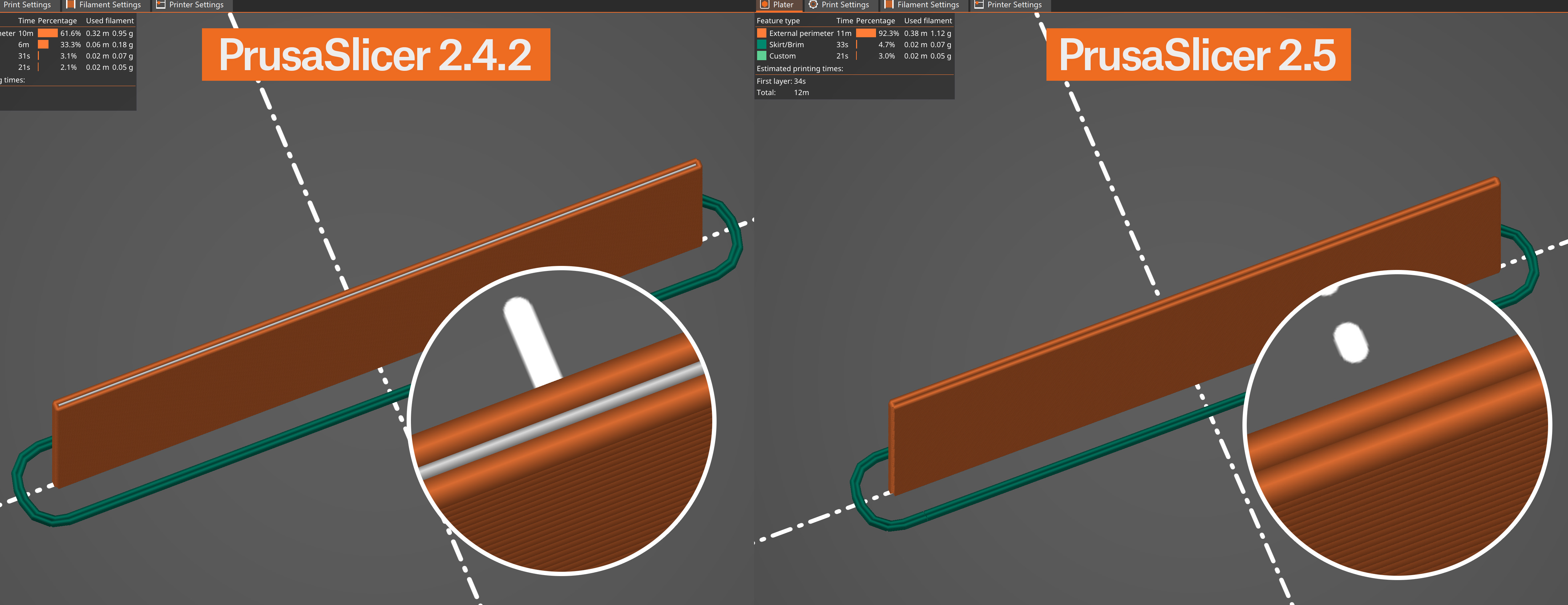
Nowe podejście pozwala uzyskać ładniej wyglądające wydruki z mniejszą ilością artefaktów. Znacznie zmniejszyła się ilość wypełnień szczelin oraz małych ekstruzji używanych do wypełniania szczelin między obrysami, co również skutkuje skróceniem czasu potrzebnego na wydrukowanie modelu.
Jednym z obszarów, w którym generator obrysów Arachne naprawdę pokazuje swoją moc, jest drukowanie tekstów lub małych logotypów. Rysowanie czcionek o stałej szerokości linii jest oczywiście dość trudne. Nowy generator obrysów nie ma tego ograniczenia i produkuje znacznie czystszy tekst nawet w mniejszej skali. 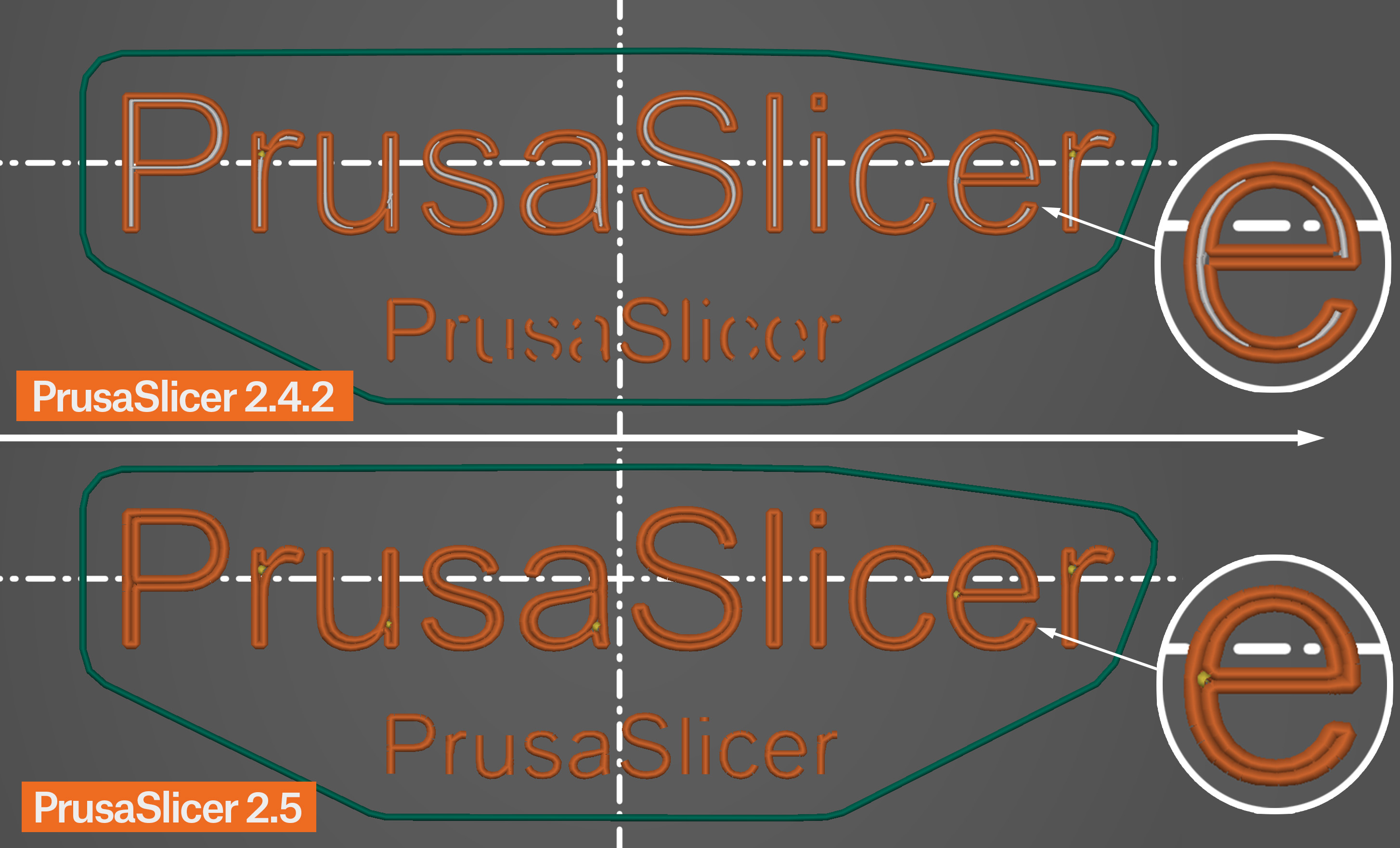
Klasyczny generator obrysów w PrusaSlicer 2.4.2 vs generator obrysów Arachne w PrusaSlicer 2.5
Generator Arachne jest opcją domyślną. Jeśli chcesz używać starego generatora obrysów, możesz przełączyć go w sekcji Ustawienia druku -> Warstwy i obrysy -> Generator obrysów.
Funkcja Wykrywanie cienkich ścian jest wyłączona, gdy wybrany jest generator obrysów Arachne, ponieważ nie jest potrzebna, gdyż Arachne zawsze próbuje dostosować szerokość wytłaczania do cienkich ścian.
Ustawienia generatora obrysów możesz dostosować w sekcji Ustawienia druku -> Zaawansowane -> Generator obrysów Arachne
Minimalny rozmiar detalu
Minimalna grubość cienkich elementów, wyrażona w milimetrach lub jako procent średnicy dyszy.
Elementy cieńsze niż ta wartość nie będą drukowane.
Elementy grubsze niż minimalny zostaną poszerzone do minimalnej szerokości obrysu.
Minimalna szerokość obrysu
Szerokość obrysu, który zastąpi cienkie elementy zdefiniowane przez Minimalny rozmiar detalu.
Długość zmiany obrysu
Podczas przechodzenia między różną liczbą obrysów, gdy część staje się cieńsza, przydzielana jest pewna ilość miejsca na podzielenie lub połączenie segmentów obrysu. Wartość ta definiuje długość tego obszaru przejściowego.
Kąt graniczny zmiany obrysu
Kąt, przy którym powinno nastąpić przejście między parzystą i nieparzystą liczbą obrysów. Kształt klina o kącie większym niż ta wartość nie będzie miał przejść, a na środku nie zostanie wydrukowany żaden obrys wypełniający wolną przestrzeń. Obniżenie tej wartości zmniejsza liczbę i długość tych środkowych obrysów, ale może pozostawić luki lub nadmierną ekstruzję.
Margines filtra zmiany obrysu
Wartość ta zapobiega przechodzeniu między jednym dodatkowym obrysem a jednym mniejszym. Jest wyrażana w milimetrach lub jako procent średnicy dyszy.
Zwiększenie tego marginesu zmniejsza liczbę przejść, co zmniejsza liczbę początków/zakończeń wytłaczania.