レイヤーシフトは、プリントされたオブジェクトの層が意図した位置からずれてしますプリント中に起きる問題です。通常、X軸やY軸の異常な動きに関連し、プリント中にエクストルーダーヘッドが位置ずれを起こします。
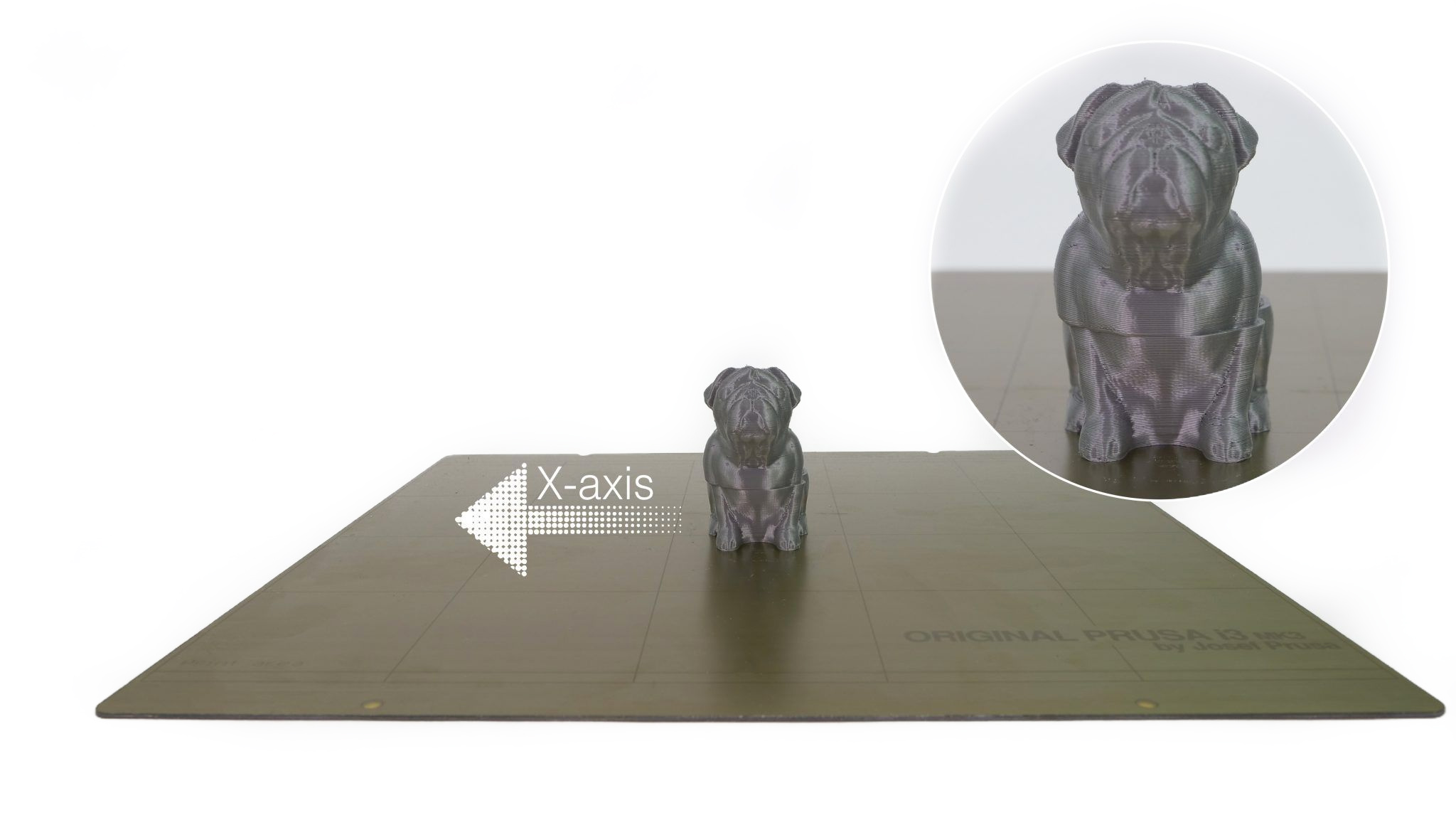
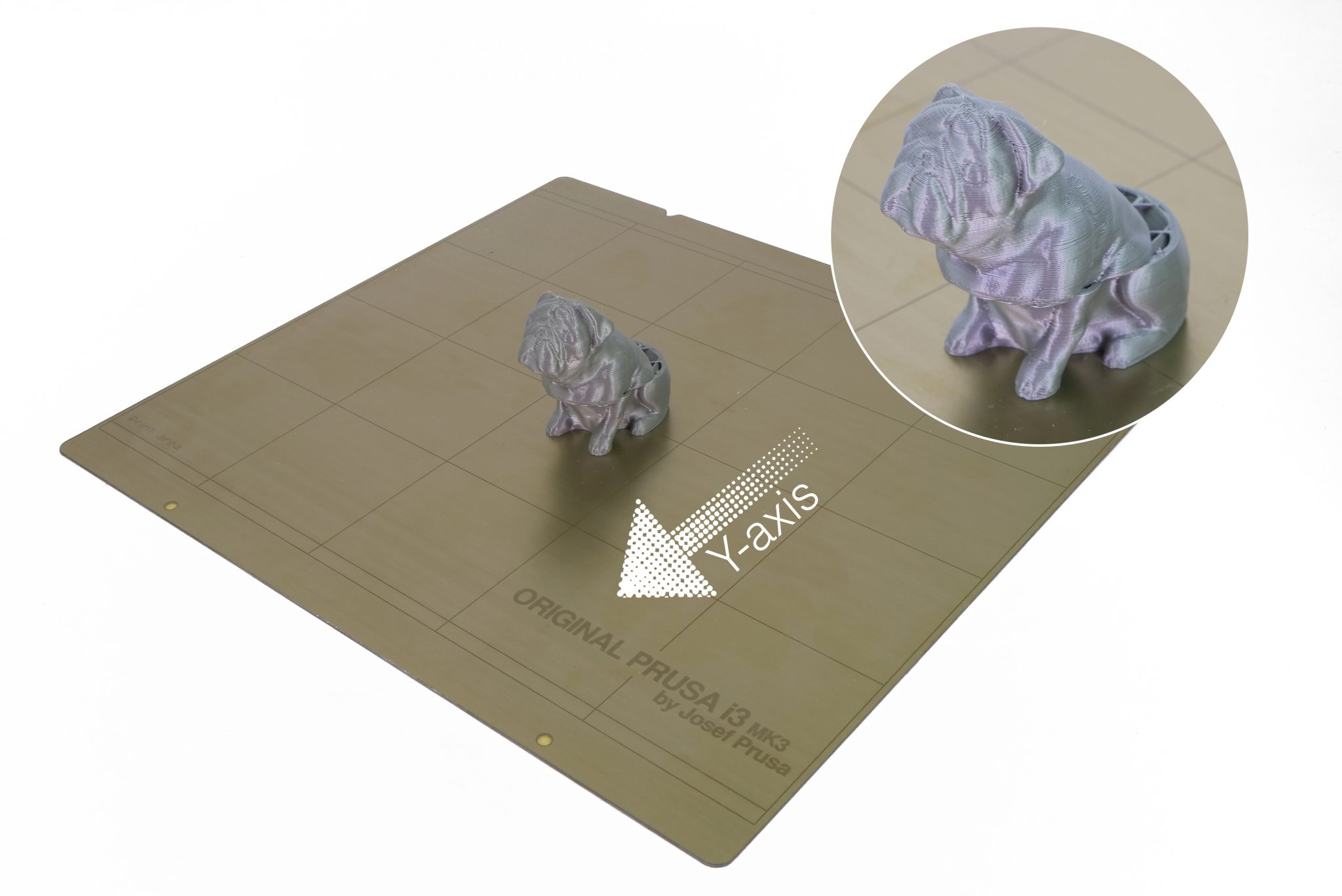
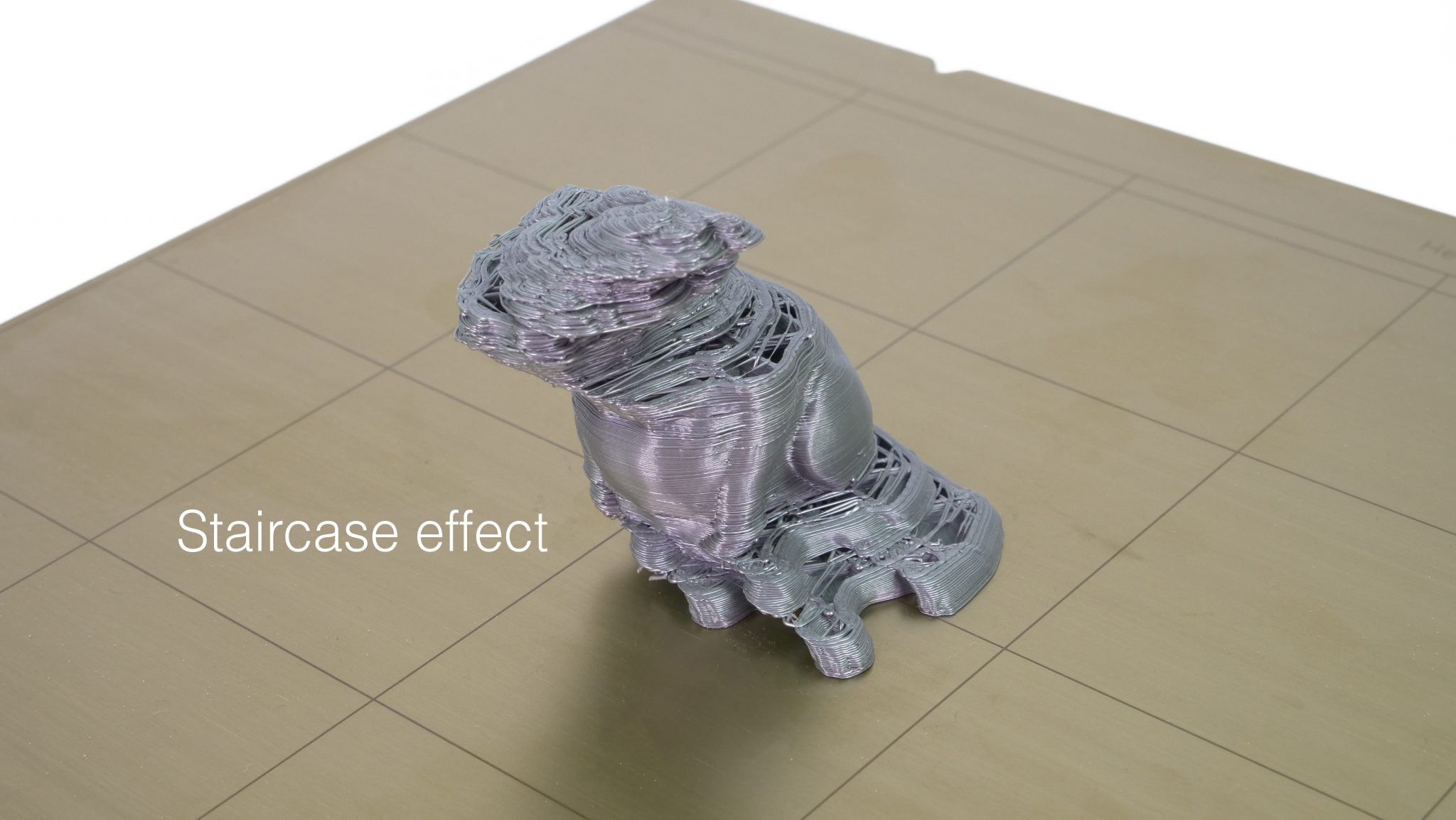
問題を正しくトラブルシューティングするためには、どの軸でレイヤーがシフトしたかを認識することが重要です。以下の3枚の写真は、3種類の異なるレイヤーシフトを示しています。トラブルシューティングは両軸で同じです。
レイヤーシフトの最も一般的な原因は、ベルトの張力が不適切であるか、プーリーが固定されていないことです。
 |  |
Original Prusa MKシリーズ
プリンターの電源モードを確認する
ステルスモードではなくノーマルモードでプリンターを動作させてください。電源モードはLCDメニュー → 設定で変更できます。
ステルスモードは小さくて単純なオブジェクトに最適です。より大きくて複雑なプリントには、ノーマルモードをお勧めします。また、ステルスモードではクラッシュ検出機能が利用できないことに注意してください。
 |  |
| Original Prusa MK3/S/+ | Original Prusa MK4/S, MK3.9/S, MK3.5/S |
エクストルーダーとヒートベッドが自由に動くことを確認する
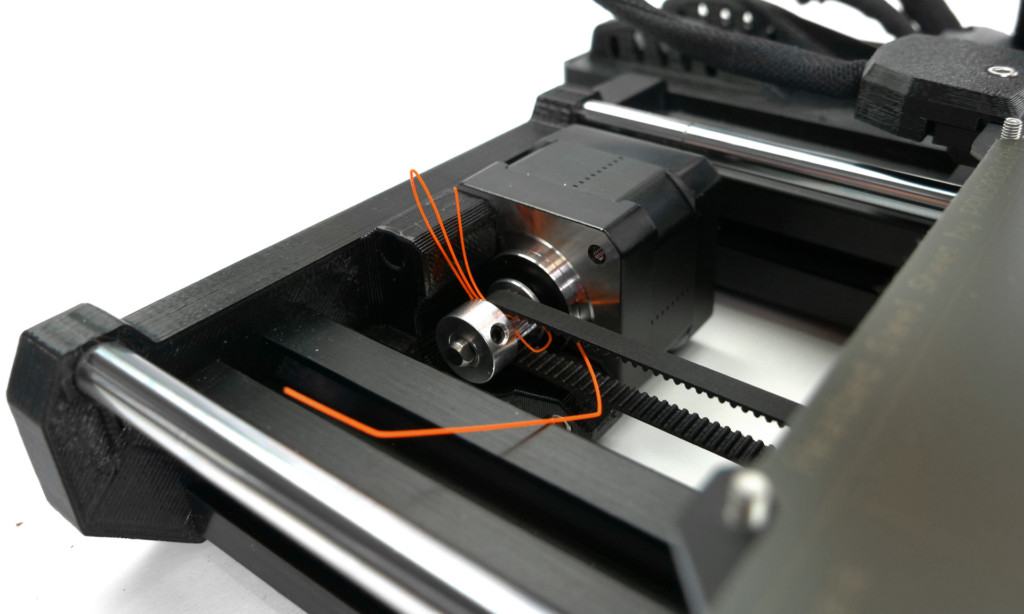
エクストルーダーやヒートベッド、およびそれらのベアリングの経路に障害物がないことを確認してください。例えば、以前のプリントから、ベルト(通常はY軸プーリーの周り)にフィラメントの破片が引っかかっている可能性があります。
 MK3/S/+で撮影された写真
MK3/S/+で撮影された写真
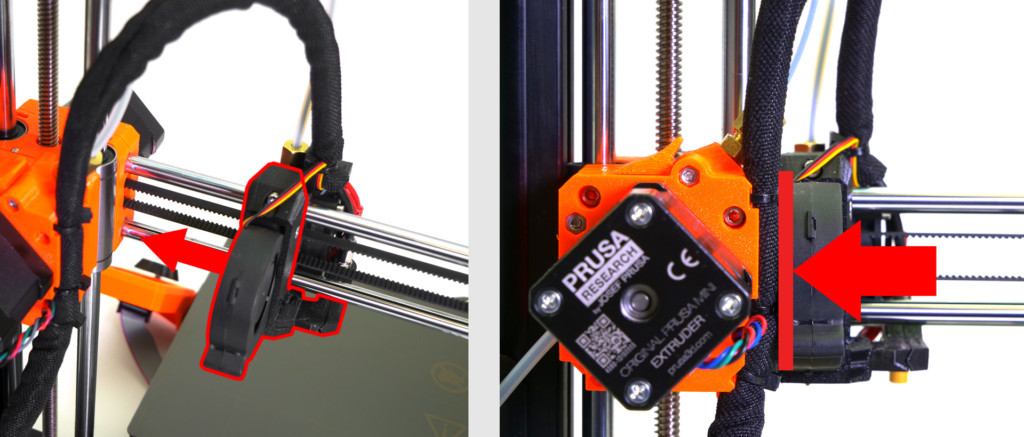
障害物のもう一つの例は、結束バンドやエクストルーダーケーブルをまとめているの他の部分が、それぞれの組立ガイドで示されているように最適に配置されていない場合です。ケーブルがエクストルーダーアセンブリ(MK3以降)またはXエンドストップ(MK2/SまたはMK2.5)の前にフレームに当たると、プリンターが不正確な終端位置を検出します。以下の写真を参照し、ケーブルが適切に配置されていることを確認してください。
 MK3で撮影された写真。他のMKシリーズプリンターにも同じ原則が適用されます。
MK3で撮影された写真。他のMKシリーズプリンターにも同じ原則が適用されます。
スムースロッドに深い傷がないか、ベアリングが適切に潤滑されているかを確認してください。潤滑剤を塗布する前に、清潔なペーパータオルでスムースロッドをきれいにしてください。
最適な潤滑剤は当社のプルサ潤滑剤です。リチウムベースの汎用グリースも効果的です。
X/Y軸モーターとプーリーを確認する
XとYモーターがモーターマウントにしっかりと固定されていること、プーリーがモーターシャフトに固定され、反対側のプーリーと整列していること、そしてプーリーが自由に動くことを確認してください。両方の止めネジがしっかりと締まっていること、そのうちの1つがモーターシャフトの平らな部分に締め付けられていることを確認してください。緩んだり位置がずれたプーリーは、通常、階段状のレイヤーシフトの主な原因です。
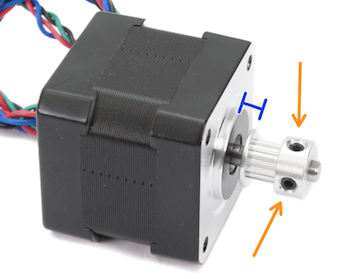
両軸の両方のプーリーも整列している必要があります。つまり、モータープーリーがよく中心に配置され、ベルトが直線的に動いている必要があり、プーリーが回転している間に右から左に移動してはいけません。
ベルトの張力を確認する
ベルトの張力を確認してください。
MKシリーズプリンターでは、以下の動画の指示に従って、当社のベルトチューナーを使用して素早く確認できます。
MK3/S/+では、LCDメニュー → サポート → ベルトステータスでベルトステータスの数値を確認できます。
この数字でないといけないという数値はありませんが、経験上、X軸で約250、Y軸で約275が最適値で、どちらの軸でもこれらの値から±15の範囲が最適です。
この値は物理的な量を表すものではなく、モーター負荷に反比例する任意の数値です。これらの値は、組立が良好で、部品が良好な状態で適切に潤滑されていることを前提としています。他の問題がある場合、値が正確でない可能性があります。
- 値が240未満(または近い)場合、ベルトを緩める必要があります
- 値が290を超える(または近い)場合、ベルトを締める必要があります
- 値は、セルフテストを実行するか、LCDメニュー → キャリブレーション → ベルトテストでベルトテストを実行するたびに更新されます。
他のMKシリーズモデルにはベルトステータスオプションがありません。ヒントとしては、ベルトを弾いたときに低音の弦のような音がするはずです。親指と人差し指で両側を挟むことができるはずですが、少し抵抗を感じるはずです。
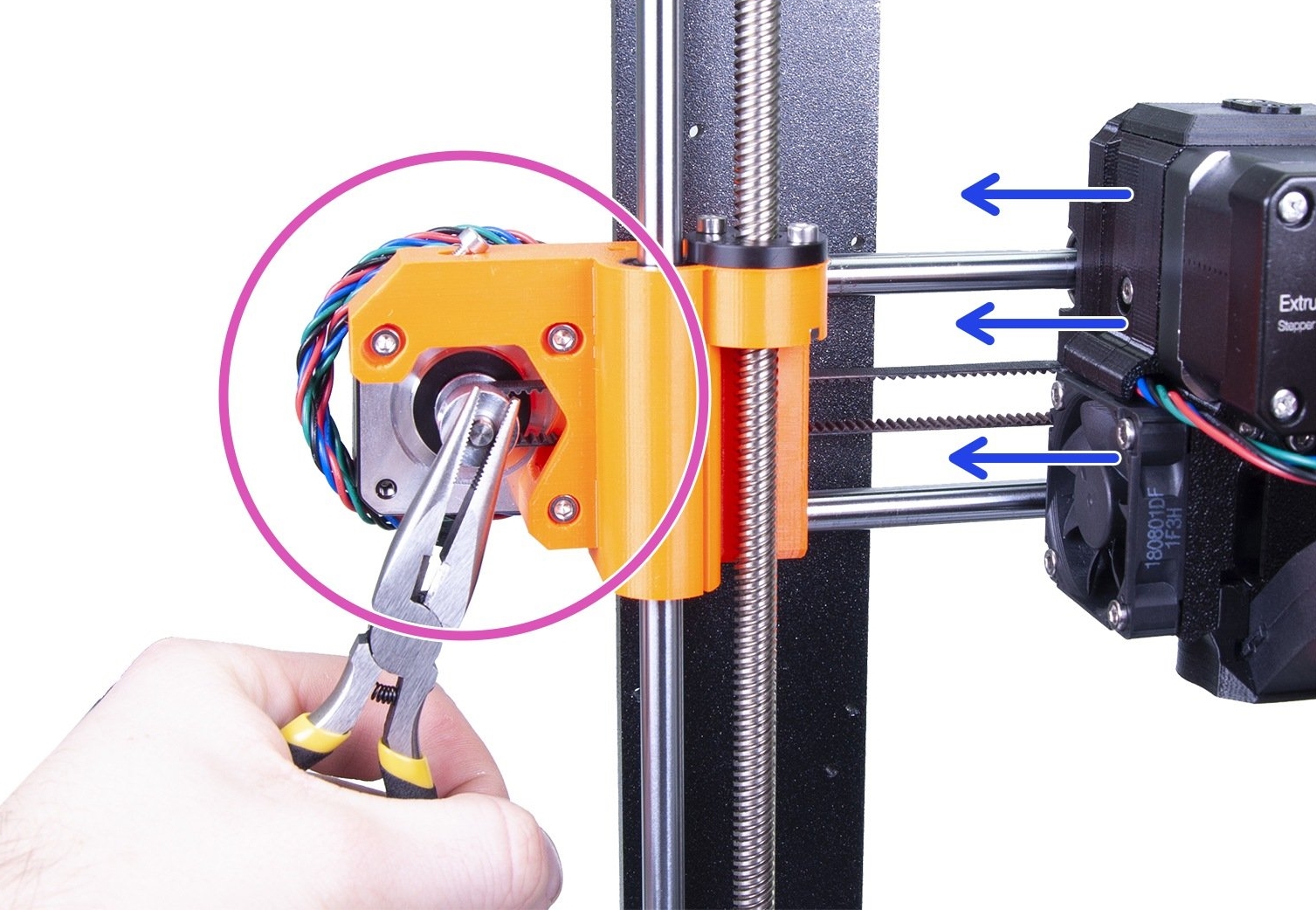
以下の技術を使用して、プーリーが正しく締められているか、ベルトが緩すぎないかをテストしてください。ペンチでX軸モーターシャフトを持ち(シャフトの平らな部分を利用してください)、エクストルーダーを動かしてみてください。同じ手順をY軸プーリーとベルトのテストにも適用できます。この手順中にベルトやどの軸にもたるみがあってはいけません。たるみがある場合、ベルトが緩すぎます。
Original Prusa MINI/+
プリンターの速度を確認してください。
大きなオブジェクトをプリントする場合は、プリント速度を下げることをお勧めします。プリント中にLCDメニュー → チューン → 速度に移動し、数値を下げてください。
X/Yベルトを確認してください。
ベルトが適切に締められていることを確認してください。この側面を素早く確認する方法は、以下の動画の指示に従って、当社のベルトチューナーを使用することです。
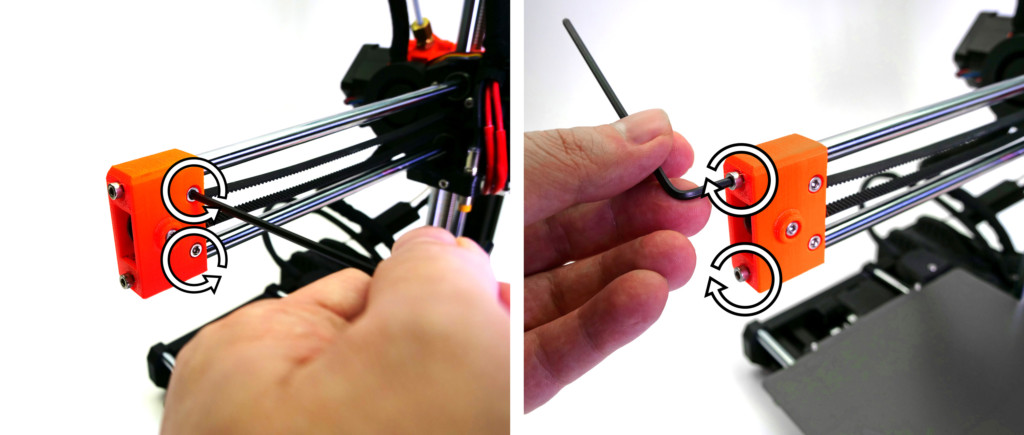
ベルトは、弾いたときに低音のような音がするくらいの張り具合が適切です。ベルトが緩んでいる場合は、まず以下のように締めてください:最初に、下図のように2本のネジを緩めます。次に、X軸の端にある2本のネジを締めます。これらは金属棒に直接当たるので、締めれば締めるほどプラスチック部分が動きます。終わったら、最初の2本のネジを再び締めて部品を固定します。
X/Y軸のプーリーを確認してください。
両軸のプーリーも揃っている必要があります。つまり、モーターのプーリーがよく中心に配置され、ベルトが完全に真っ直ぐになっている必要があります。X軸のベルトがプリントされた部品に擦れていないか確認してください。
軸の動きを妨げるものがないことを確認してください - ベアリングの経路に障害物がないか、以前のプリントの残留物がベルトの周り(通常はY軸プーリーの周り)に詰まっていないか確認してください。
X/Y軸のベルトプーリーの緩み
ベルトプーリーの止めネジが緩んでいたり、モーターシャフトの平らな側に固定されていなかった場合、滑って軸がモーターの回転と完全に同期して動かない問題を引き起こす可能性があります。
Y軸の止めネジはベッドの下にあるため簡単にアクセスできますが、X軸はやや厄介です。X軸の止めネジには、エクストルーダーの上部にある穴を通してアクセスできます(下の写真)。止めネジがモーターロッドの平らな側に揃っているかどうかを見ることはできず、締めるのは一時的な修正にしかなりませんが、これが問題であり、何を分解する必要があるかを知る素晴らしい方法です。
穴に光る金属しか見えない場合は、モーターを回転させて止めネジを露出させる必要があります。緩んでいても、モーターの回転に伴って少し動き、ネジが見えるようになります。LCDメニューの設定 -> 軸の移動 -> Xを移動にアクセスし、ノブを回してモーターを回転させます。
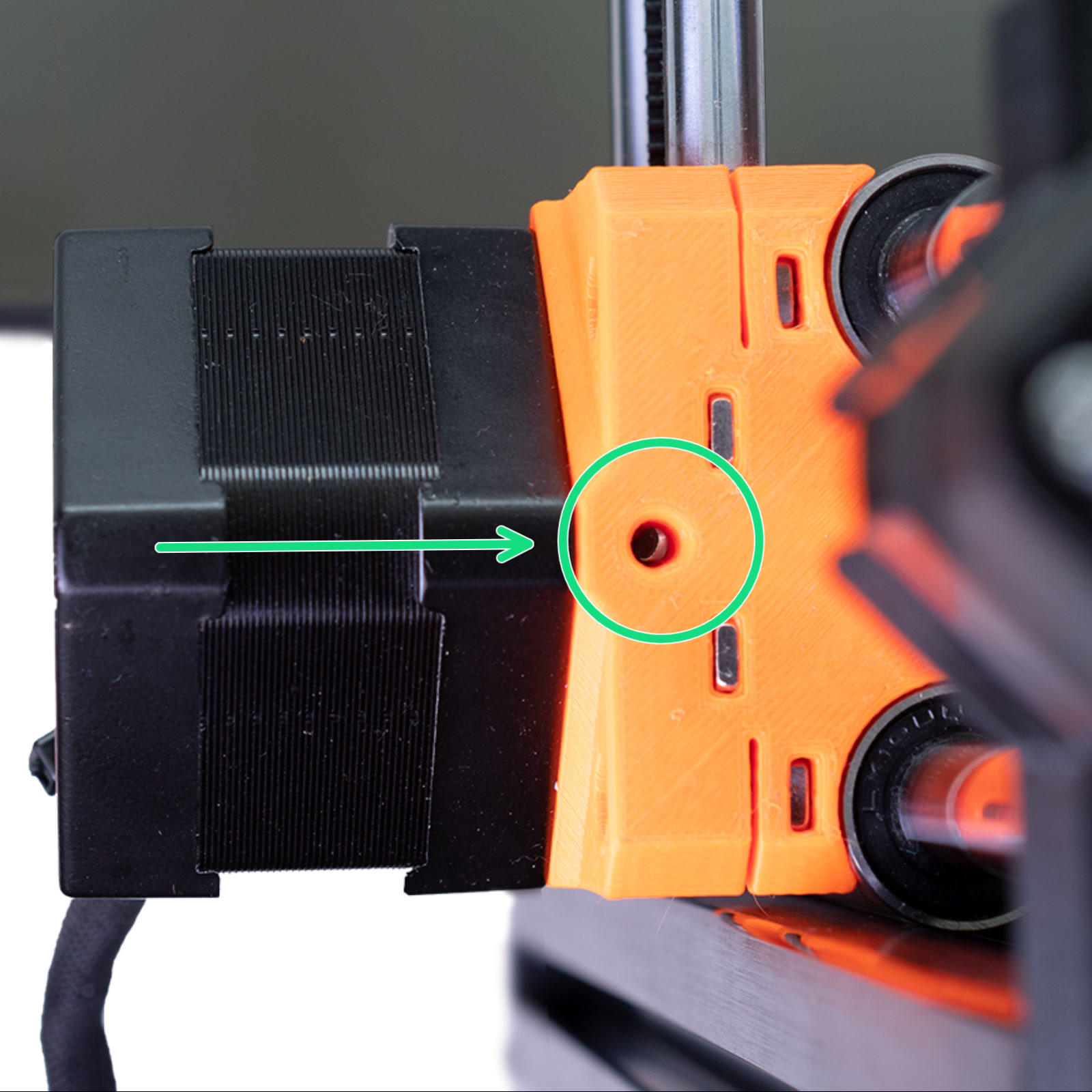 |
| 2 mmの六角レンチを使用してプーリーの止めネジを締めます。 |
軸が自由に動くか
プリントヘッド(X軸に沿って動く部分)が全範囲で自由に動くことを確認してください。特に、エクストルーダーに取り付けられたケーブルの束がプリントヘッドが軸の端まで到達するのを妨げないようにしてください。
また、スムーズロッドに傷がついていないか、ベアリングが適切に潤滑されているかを確認してください。潤滑剤を塗布する前に、清潔なペーパータオルでスムーズロッドを清掃してください。
最適な潤滑剤は、当社のPrusa潤滑剤です。リチウムベースの汎用グリースも効果的です。
Original Prusa XL
ベルトの張力
専用の記事のガイドラインを使用して、ベルトの張力を確認してください。
ベルトクランプが目視で良好な状態であることを確認してください。アクセスするには、フロントカバーを取り外し、クランプに目視で損傷がないか確認してください。
...
 | 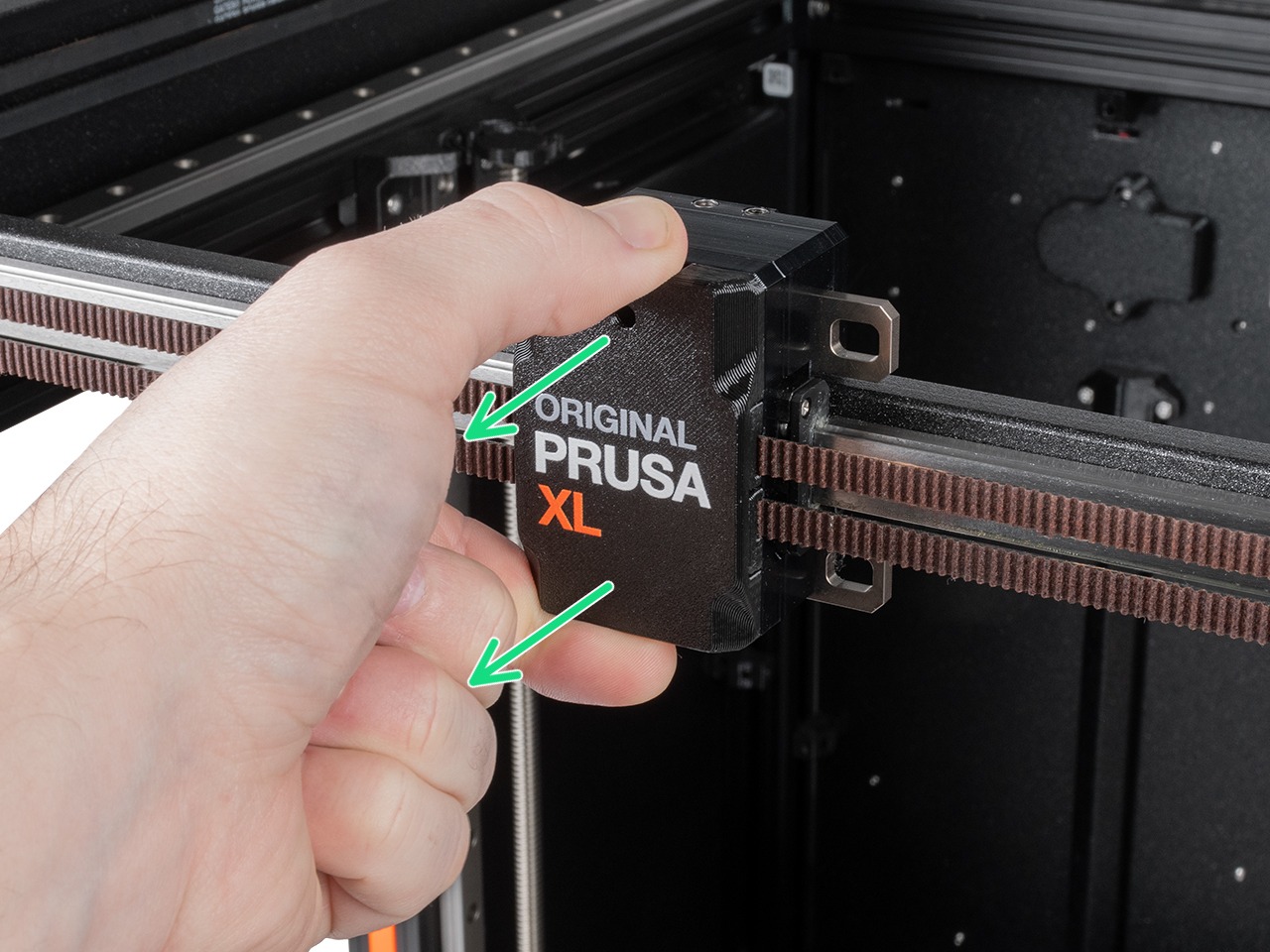 |
| シングルツールXL | マルチツールXL |
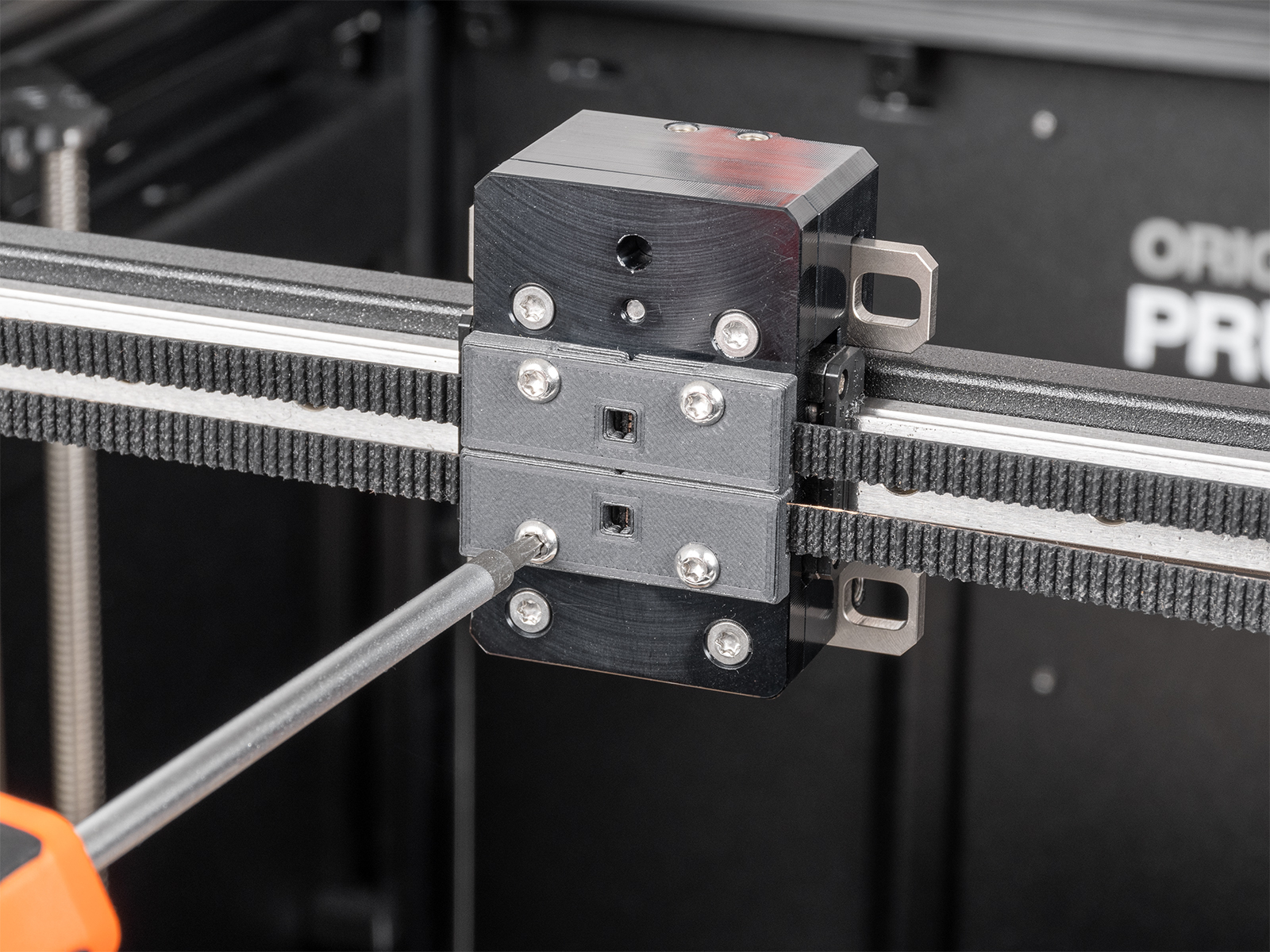
XYモータープーリー
まれですが、時間の経過とともにモータープーリーの1つが緩むと、位置がずれて一貫性のない動きの原因となります。プーリーは2つのXYモーターそれぞれで異なる位置に配置されています。
- 左
- プーリーの向きに注意してください。ベルト用の歯は止めネジの下にあります。
- プーリーはモーターシャフトの平らな部分の始まりより2.5mm高い位置にあります。2.5mmの六角レンチを参考にしてください。
- あるいは、モーターシャフトの始まりとプーリーの間の距離を測定すると、3.6mmです。
- 右
- プーリーの向きに注意してください。ベルト用の歯は止めネジの上にあります。
- プーリーはモーターシャフトの上端と同一平面にあります。
 |  |
プリント形状と設定
オーバーハングのあるオブジェクトは一般的にプリントが難しくなります。一部のオーバーハングはプリント中に上向きに反り、ノズルがそれらに衝突する可能性があります。3Dモデルをスライスする際に非常に小さなインフィル率を選択した場合にも、同様のことが起こる可能性があります。
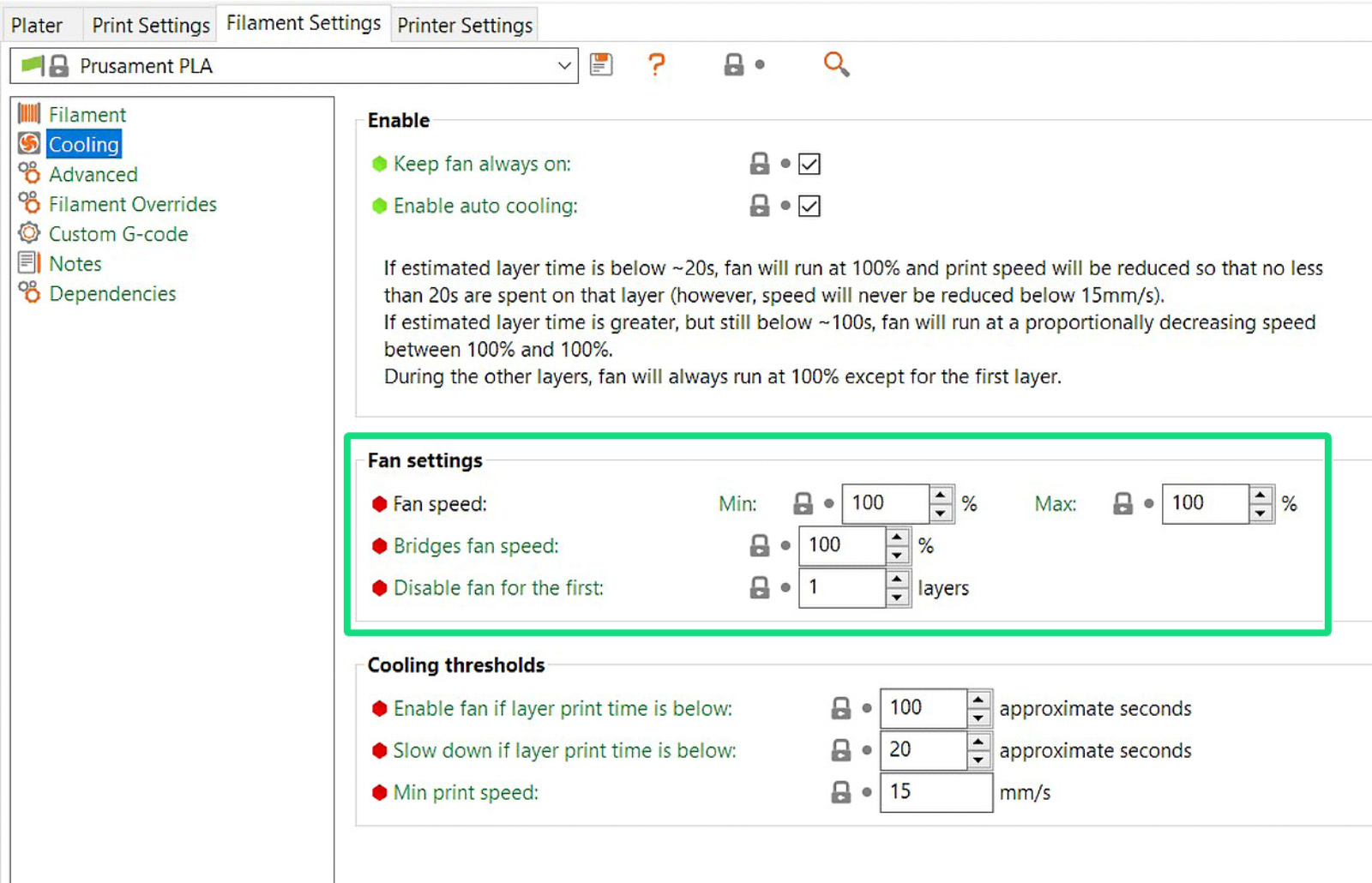
オーバーハングのプリントを防ぐには、オブジェクトを切断することができます(切取りツールの記事をチェックしてください)。また、PrusaSlicerでプリント冷却ファンの速度を上げるか、リトラクション長を増やすこともできます。プリント冷却ファンの速度はフィラメント設定 -> 冷却にあり、リトラクション長はプリンター設定 -> エクストルーダー1にあります。
スクリーンショット