- English
- Čeština
- Español
- Italiano
- Deutsch
- Polski
- Français
- Home
- 3rd party accessories [進行中の翻訳]
- ノズル
- さまざまなノズルタイプ
さまざまなノズルタイプ
当社のプリンタには、標準的なE3D 0.4mm真鍮製ノズルが搭載されています。市場にはさまざまな特性を持つノズルのエコシステムが存在します。
真鍮ノズル 0.25/0.4/0.6/0.8
真鍮は熱伝導性に優れ、ほとんどの「日常的な」フィラメントをプリントするのに十分な強度を備えています。そのため、多くの3Dプリンタには真鍮製のノズルが付属しています。
標準のノズル径0.4mmに加え、0.25mm、0.6mm、0.8mmのノズル径が用意されています。さらに、独自のプロファイルを作成し、カスタマイズすることも可能です。細かいディテールを表現するために、0.25 mmのノズルを使用することができます。0.4mmノズルに比べてプリント時間がかなり長くなるため、数センチ程度の非常に小さなオブジェクトにのみ使用することをお勧めします。これに対して、プリントのスピードを上げたい場合や、細部はそれほど重要でない場合は、0.6mmや0.8mmのノズルを使ってみるとよいでしょう。
ノズルサイズの識別
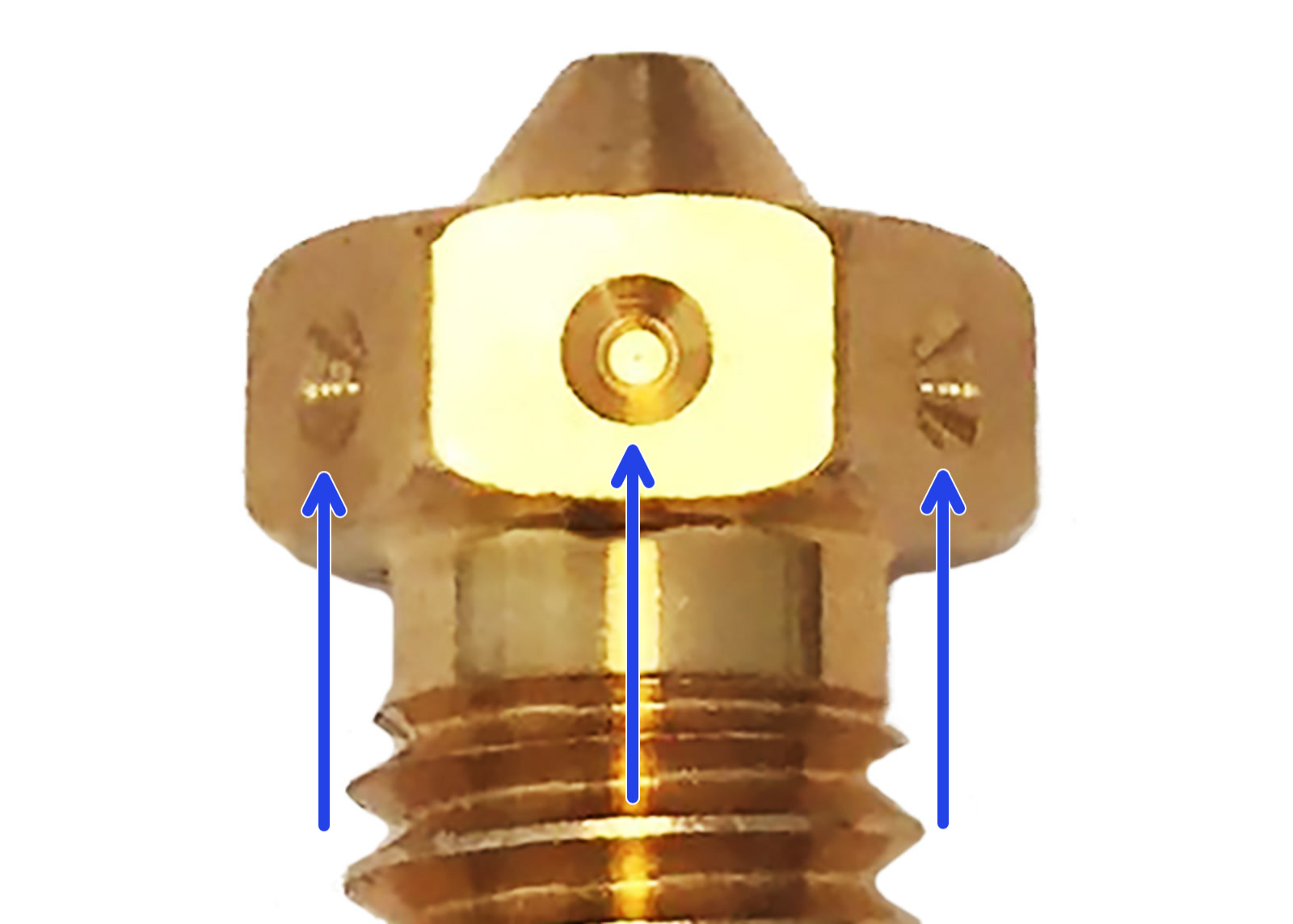
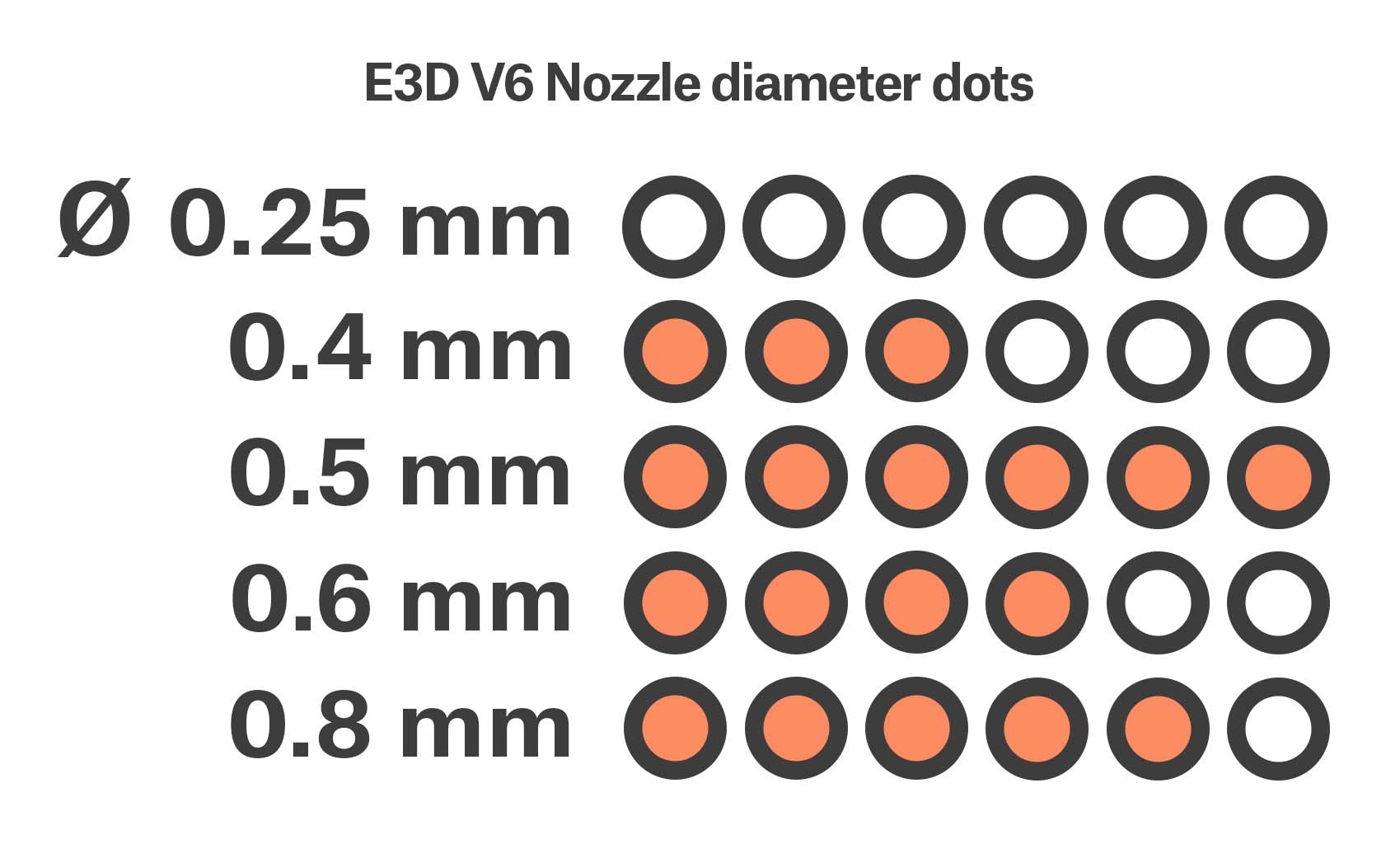
E3D V6ノズルの場合、ノズルの縁にあるドットでノズル径を識別することができます。Prusa MK3S+に同梱されているE3D 0.4mmノズルには、3つのドット(青い矢印)が付いています。
なお、E3D V6 0.25mmノズルにはドットがなく、Original Prusa MINIに同梱されているE3D互換0.4mmノズルとほぼ同じ見た目になっています。
 |  |
マークはE3D V6ノズルの全タイプ(真鍮、焼き入れ、X)に適用されます。
PrusaSlicerの設定
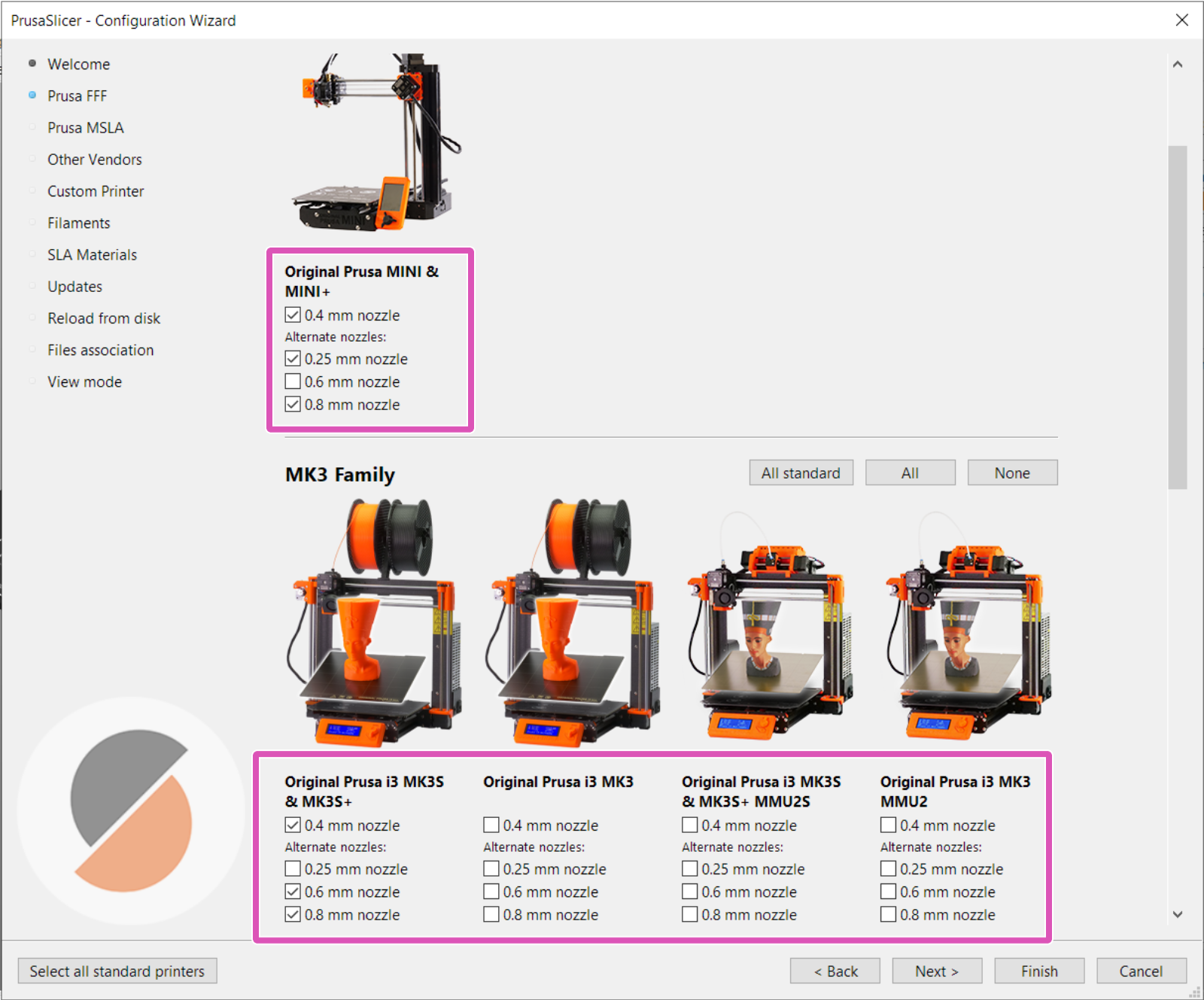
PrusaSlicerのプリセット設定を調整するには、Configuration -> Configuration Wizard で、お使いのプリンタの機種と、現在お使いのノズル径(紫色の四角)を選択します。
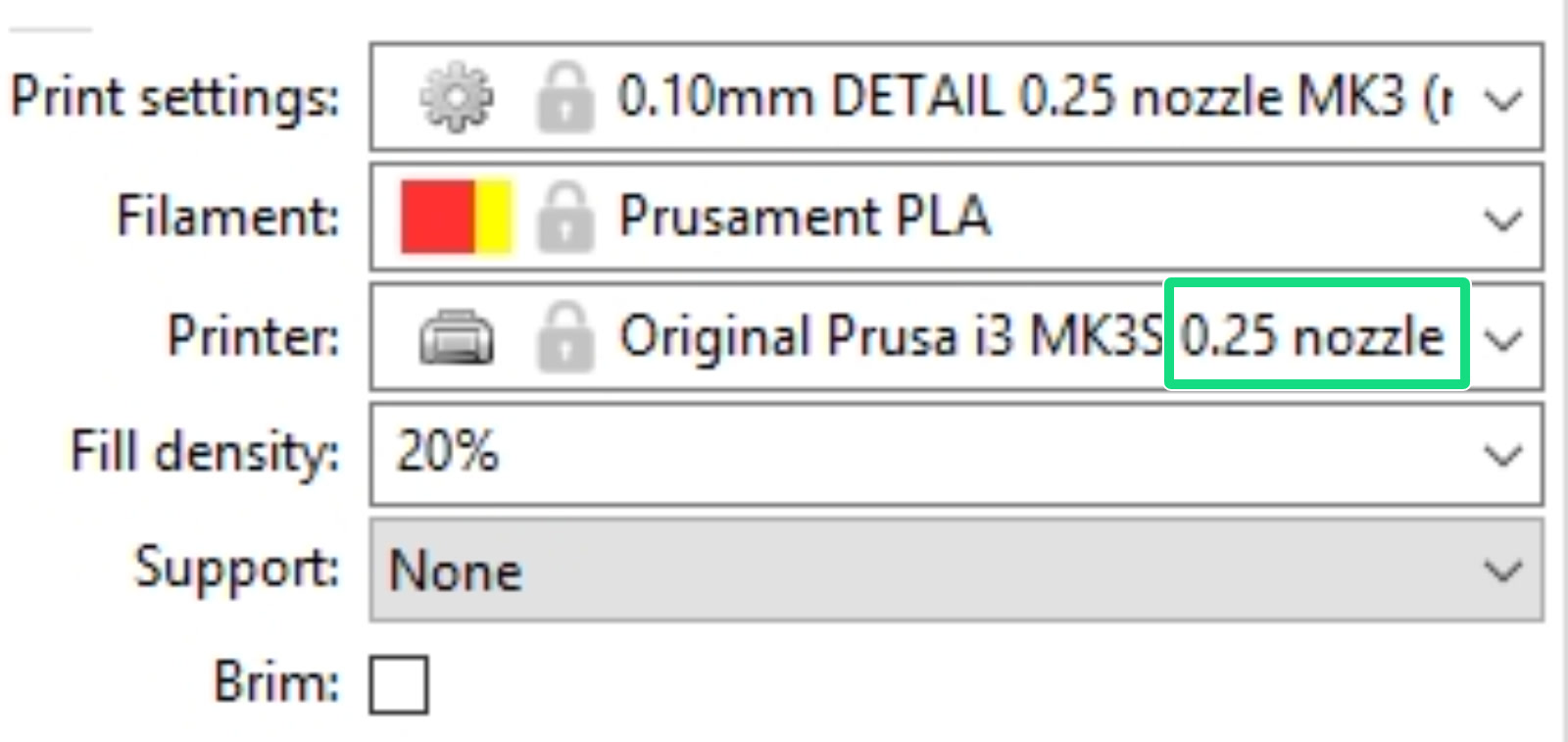
純正の0.4ノズル用のプリセットを除き、その他のノズル構成はプロファイル名に記載されている直径になります。プロファイル名(緑色の四角)に「0.25ノズル」「0.6ノズル」「0.8ノズル」の文字がない場合は、0.4mmノズルのプリセットとなります。
E3D社製 焼入れ鋼ノズル
英国に拠点を置くE3D社は、オリジナルのPrusa i3プリンタ用のホットエンドを供給しており、アップグレードやアドオンのエコシステム全体を提供しています。私たちは、硬化鋼ノズルを含む、そのいくつかをサポートしています。
研磨性の高い素材には、焼入れ鋼のノズルが必須です。通常の真鍮製ノズルは、これらをプリントすると非常に早く劣化し、その特性を失います。焼入れ鋼ノズルは、ステンレス鋼ノズルとは違うので注意が必要です。
研磨性の高い素材のほとんどは、添加剤との複合プラスチックです。いくつかの例は、 ColorFabb XT CF20, ColorFabb Bronzefill, ColorFabb SteelFill, およびいくつかの蓄光フィラメントです。フィラメントの要件について不明な点がある場合は、必ずフィラメントメーカーに問い合わせてください。焼入れ鋼ノズルの若干の欠点は、ABSのような一部の標準的な材料は通常のノズルと同じように速くプリントすることができないことです。焼入れ鋼は真鍮ノズルと比較して熱特性が異なるため、プリント時に若干、ノズル温度を上げる必要がある場合があります。
E3D社製 ノズルX
ノズルXは、焼入れ鋼ノズルの熱的限界と、メッキ銅や真鍮ノズルの耐摩耗性の低さを解決するために開発されたノズルです。ポリフォビックコーティングであるWS2が施されており、ノズル内部に付着するプラスチックが少なります。このため、ノズルXは焼入れ鋼ノズルや銅ノズルと同じようにメンテナンスすることはできません。
ガラス、ケブラー、カーボン補強などの複合フィラメントに使用できますが、ボロンカーバイト、ボロン、窒化ボロン、タングステン、タングステンカーバイドなど、より研磨性の高いフィラメントには対応しません。
推奨するクリーニング方法:
- 外側には非摩耗性の布を使用する。
- 内側にはクリーニングフィラメントを使用する。
推奨されないクリーニング方法:
- 針や真鍮ブラシの使用は、コーティングを傷つける可能性があります。
- コールドプル。WS2コーティングを剥がしてしまう可能性があります。
オルソンルビーノズル
硬質スチールノズルと同様に、The Olsson Rubyは研磨性の高い素材をプリントするために設計されています。ほとんどが真鍮製なので、純正の真鍮ノズルの優れた熱伝導性とスループットはそのままに、先端のみに非常に硬い宝石を施したものです。ルビー色の宝石は耐摩耗性が高いとはいえ、脆くもあります。Live Z adjust値の設定が間違っていたり、PINDAセンサーの距離が合っておらず、ノズルがプリントシートに当たると、ノズルが割れる可能性があります。取り付けについては、official 3DVERKSTAN instructionsを参照してください。取り付けは少し複雑になっています。
その他のノズル径
すでに紹介したノズルと異なる直径のノズルを使用したい場合は、PrusaSlicerでプロファイルを手動で作成する必要があります。標準の0.4mmノズルから始めて、プリンタ設定と押し出し幅(パーセント単位)でノズル径を変更する必要があります。最大レイヤー高さは常にノズル直径の80%程度であることに留意してください。詳しくは、Creating profiles for different nozzlesを参照してください。
その他のノズルでのファーストレイヤーキャリブレーション
ノズルを変更すると、サイズに関係なく、最適なファーストレイヤーの高さ(Live Adjust Z)が変更されます。弊社のファームウェアは0.4mmノズルを中心にコード化されているため、LCDメニューから内蔵のFirst Layer Calibrationを実行しても最適な結果が得られない場合があります。Gコードをスライスしてエクスポートし、Tune MenuからLive Adjust Zの値を設定するために使用する必要があります。
プリントしたいモデルで行うこともできますが、確実にファーストレイヤーを作るために、PrusaSlicerの0.25mmまたは0.6mmのノズル構成でスライスしてエクスポートしたテストプリントを実行することをお勧めします。
- 0.25mmのノズルでは、「0.15mm QUALITY」のプリント設定をお勧めします。
- 0.6mmノズルの場合、「0.3mm QUALITY」のプリント設定をお勧めします。
- 0.8mmノズルの場合、「0.4mm QUALITY」のプリント設定をお勧めします。
単純な長方形を使用するか、テストプリント用のデータをダウンロードすることができます。こうしたデータはprint depository Prusaprinterintablesで確認することができます。
Live Adjust Z 値のリセット:
- Original Prusa MK3S+/MK3S/MK2.5S - LCD menu -> Settings -> Live Adjust Z でライブアジャストZの値をリセットし、値がゼロになるまでセレクターノブを時計方向にスクロールします。
- Original Prusa MINI - LCD menu -> Calibration -> Live Adjust Z でライブアジャストZの値をリセットし、値がゼロになるまでセレクターノブを時計回りにスクロールします。
この後、G-codeを読み込み、プリント中にZ値を調整していきます。:
- フィラメントの押し出しが始まってからノブを押し、「Adjust Live Z」の位置を確認します。
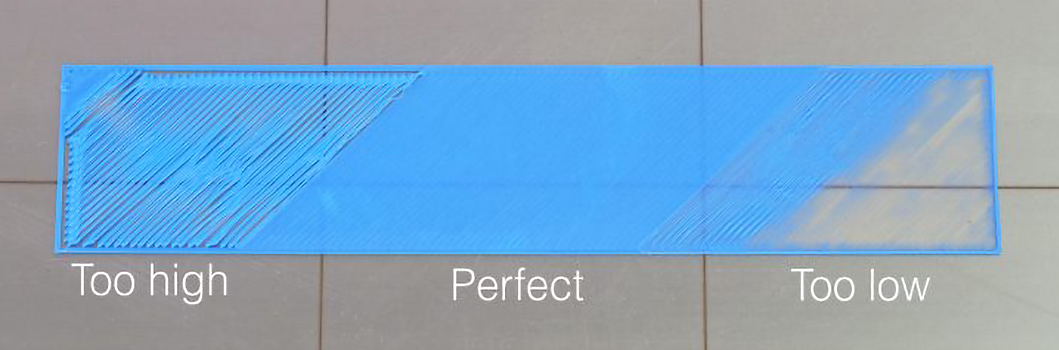
- 選択し、ノブを時計回りに回すと、線が平らになり、つぶれなくなります。上部が滑らかになるはずです。ベタ塗りする場合は、線と線の間に隙間がないこと(離れすぎている)、線と線の間に隆起がないこと(近すぎる)を確認してください。例として、First Layer Calibration (i3)または1層目のキャリブレーション(MINI/MINI+)を参照してください。
- もう一度セレクターボタンを押すと、値が保存されます。
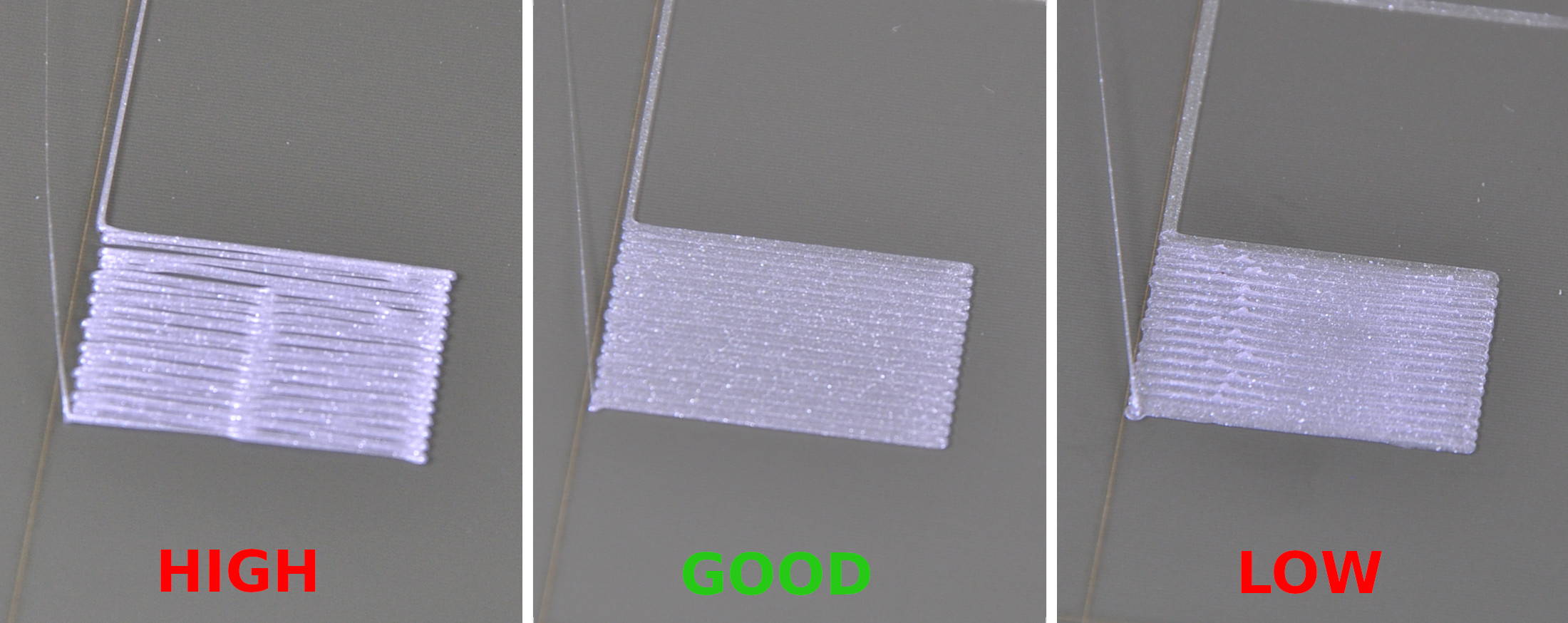
画像は0.4mmノズルでファーストレイヤーを描いたものです。線は描かれている幅のほぼ半分になることがあります。
その他に考慮すべき点
小経ノズル (~0.25 mm)
ほとんどのComposite材料は問題外で、非常にプリントが困難です。フィラメントに含まれている粒子が、すぐにノズルを詰まらせ、あるいは摩耗させます。しかし、Prusamentギャラクシーシルバーに見られるような細かいグリッターや同様の「輝き」を持つフィラメントは、問題ないはずです。
柔軟な素材 は、押し出しに必要な圧力が高いため、直径の小さなノズルでは問題になることが多いです。より高い圧力をかけようと調整しても、フィラメントプーリーで折れ曲がったり、絡まったりすることがあります。
Prusa MMU2Sで複数のフィラメントを同時にプリントする場合、0.25ノズルを使用することはできません。ただし、1本のフィラメントを使用する場合は可能です。
低速 - 精密になるため、時間がかかります。小さなオブジェクトであっても、24時間から100時間の印刷時間を覚悟しておいてください。一本一本の線が通常より細く、狭くなることで周縁部が多くなるだけでなく、精度の向上に対応するためにエクストルーダーの動きも大幅に減少しています。
小さいノズルでプリントする場合、キャリブレーションとベッドレベリングがより重要になります。ノズルを交換したら、プリントを開始する前に、少なくともプリンタのZキャリブレーションを実行してください。
大口径のノズル (>0.6 mm)
主な欠点は解像度です。レイヤーラインが厚く、高さがあるほど高速にオブジェクトをプリントできますが、細かい部分に関しては限界があります。一方、機能部品は、1本の線がより多くの固形材料を持っているので、より強固であることが証明されるかもしれません。
また、ノズル径が大きくなることで、冷却する固体材料が多くなり、反りが大きくなる可能性があります。ABSやPCブレンドなど、印刷中に反りが発生しやすい素材では、この点が問題になるかもしれません。
| ノズルサイズ / 材料 | 0.25 mm | 0.4 mm | 0.6/0.8 mm |
| Flexible materials | ✖ ** | ✔ | ✔ |
| PLA | ✔ ** | ✔ | ✔ |
| ASA/ABS | ✔ ** | ✔ | ✔ |
| PETG | ✔ | ✔ | ✔ |
| wood/metal infused | ✖ ** | ✔ * | ✔ |
| CF/kevlar infused ABS | ✖ ** | ✔ * | ✔ * |
| PC Blend | ✔ | ✔ | ✔ |
| Nylon | ✔ | ✔ | ✔ |
| PVA/BVOH | ✖ | ✔ | ✔ |
* 焼入れ鋼ノズル, ** "MMU2Sシングルモード"のみサポート
Comments


Still have questions?
If you have a question about something that isn't covered here, check out our additional resources.
And if that doesn't do the trick, you can send an inquiry to [email protected] or through the button below.