溶けたプラスチックがノズルから出た時点で、もはやエクストルード成形システムの精密な制御下にはありません。そこで、次の2つの問題が発生します。:
- プリントは必ずすでに固化した層で行われないと、先に押し出されたプラスチックが新しい層によって移動し、歪んでしまいます。
- オーバーハングやブリッジをプリントする場合、できるだけ早くその場でプラスチックを冷やし固めることが重要です。そうしないと、フィラメントが垂れ下がってしまいます。
ほとんどの3Dプリンタには、専用のプリントファンが付属しています。押し出されたフィラメントに周囲の空気を吹き付けることで、冷却効果を劇的に向上させることができます。しかし、素材によっては、かえって悪く作用し、反りやレイヤー分離の原因になることがあります。PrusaSlicerでは、フィラメントごとに冷却の設定を調整することができます。
ファンを常時ONにする
プリントファンは常に少なくとも最低速度を維持します。この設定は、ABS、PC、および一部のフレキシブルを除くほとんどの材料で通常オンになっています。
自動冷却を有効にする
有効にすると、以下の設定に基づき、プリント中に冷却ファンとプリント速度が変化します。以下のテキスト説明は、冷却設定を変更するたびに更新され、その結果生じる冷却動作の詳細を説明します。
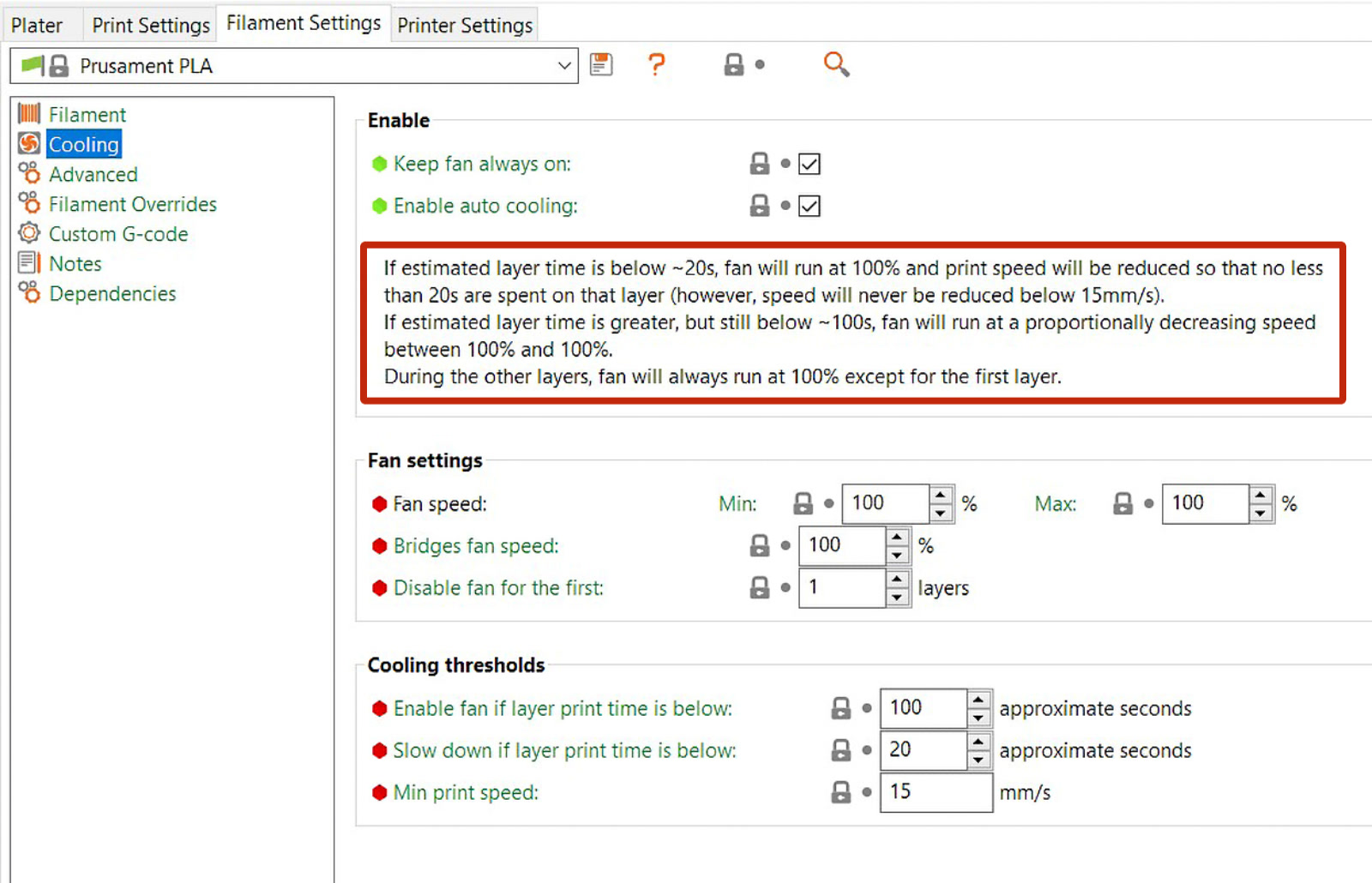
無効化すると、プリントファンはFan speed - Minで定義された固定速度でずっと動作しますが、ブリッジは例外で、Bridges fan speedで定義することができます。
ファン設定
ファンスピード
ファンの最大回転数に対するMinとMaxの割合を設定することができます。
レイヤープリントタイムがSlow downを下回る場合、Max値が使用されます。
Min値は、レイヤーのプリント時間がEnable fanより長い場合、レイヤーのプリント時間が値より小さい場合に使用されます。
レイヤープリントタイムがこの2つの値の間にある場合、ファンスピードはMinとMaxの間の速度で比例して動作します。
これは少し分かりにくいかもしれませんが、Fan設定の上にあるlive-updating text descriptionを使えば、うまくいけばすべてがクリアになるはずです。値を変更してみて、説明文がどのように変わるか見てみてください。
ブリッジファンスピード
ブリッジやオーバーハングをプリントするときに、ファンスピードを設定値で上書きします。通常、通常のプリントと比較して高い値に設定します。
最初のX層でファンを無効にする
最初のレイヤーの冷却は、平らな面に敷かれているので、通常は必要ありません。多くのフィラメントでは、反りやプリントベッドからの剥離を防ぐために、最初の数層(通常1~5層)は冷却を省略することもできます。
ダイナミックファンスピード
この設定により、オーバーラップ率に応じたダイナミックな可変ファンスピードが可能になり、制御されます。
オーバーラップのパーセンテージは、前のレイヤーとの押し出しの重なりを表します。100%のオーバーラップは完全なオーバーラップ(はみ出しなし)、0%のオーバーラップは完全なはみ出し(フローティング・エクストルージョン、ブリッジ)を表します。
入力されたファン回転数の値は、ファンの最大回転数のパーセンテージを表します。
この間のオーバーハング・サイズのファン速度は、線形補間によって計算されます。

冷却のしきい値
レイヤープリントタイムが以下の場合、ファンを有効にする
レイヤーのプリント時間がこの秒数以下に見積もられた場合、プリントファンが有効になり、その速度は最小速度と最大速度の間を補間することによって計算されます。
レイヤープリントタイムが以下の場合、スローダウンする
レイヤーのプリント時間がこの秒数以下に見積もられた場合、プリントの移動速度を遅くしてこの値まで時間を延ばします。この減速はプリント速度をスケーリングすることで行われるため、一部の動作は他の動作よりも高速になります。
最小プリント速度
PrusaSlicerが速度を落とす最低速度です。極端に低い速度で長時間プリントすると、ヒートクリープなどの問題が発生する可能性があります。
この値を大きくしすぎると、「レイヤープリント時間が下回る場合は速度を落とす」で設定した最小レイヤー時間が一部無効となる場合がありますので、ご注意ください。なぜなら、この最低速度でプリントしても、レイヤー時間が設定値より短くなることがあるからです。