3Dプリントは自動化された付加製造プロセス(AM:アディティブマニュファクチュアリング)で、3Dプリンターがデジタルデータ(3Dオブジェクト)に基づいて物理モデルを作成します。すべての種類の3Dプリントは同じ原理に基づいています:既存の層の上(または下)に層を追加してオブジェクトを作成します。現時点では、あらゆる目的に完全に普遍的で適している3Dプリント技術はありません。そのため、プリンターをどのように、どのような目的で使用するかを決めることが重要です。
- FFFプリンター
- カルテシアンプリンター
- CoreXYプリンター
- デルタプリンター
- ポーラープリンター
- SLA (光造形)
- マスク式光造形(MSLA)
- 光造形(SLA)
- 直接/デジタル光処理(DLP)
- SLS (選択的レーザー焼結)
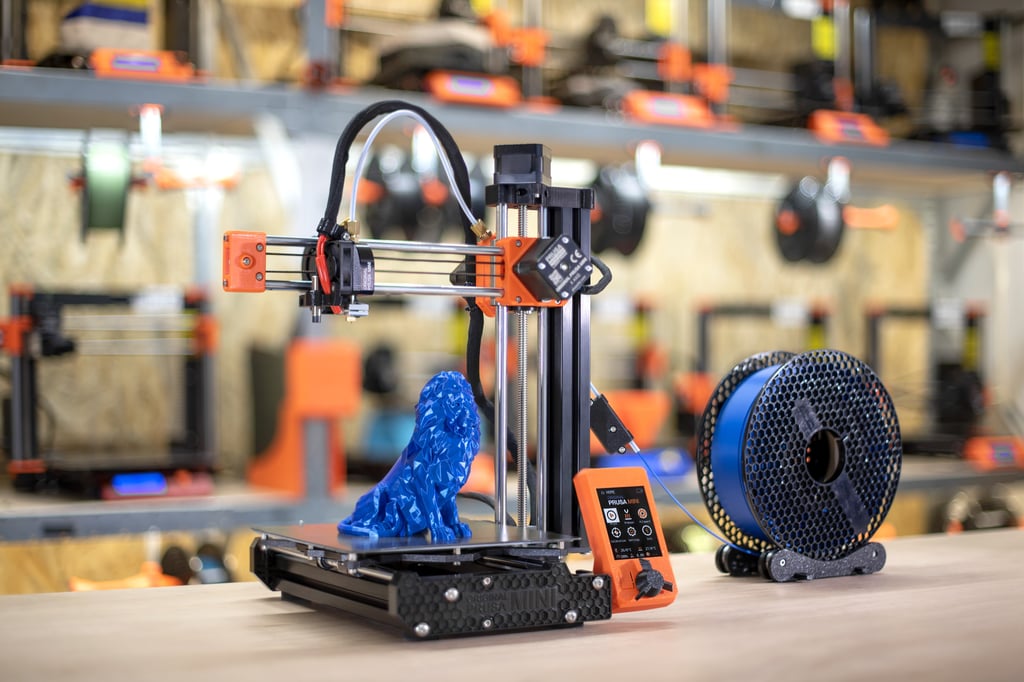
FDM/FFFプリンター
FDMは溶融堆積モデリング・Fused Deposition Modeling(Stratasysの商標)の略で、FFFは溶融フィラメント製造・Fused Filament Fabrication(オープンソース)の略です。これらはすべて、ポリマーを加熱/溶融し、ノズル/エクストルーダー/プリントヘッドを通してプラットフォームに押し出してモデルを構築する3Dプリンターを含みます。プリント材料は直径1.75mmまたは時々2.85mmのフィラメントスプールとして提供されます。プリンターの種類の違いは、エクストルーダーとプリントプラットフォームがどのように動いてモデルを作成するかにあります。
カルテシアンプリンター
カルテシアンプリンターは、少なくとも3つのモーターがカルテシアン座標系の軸に沿ってプリンターの部品を動かすことが特徴です:Y(前後)、X(左右)、Z(上下)。個人用デスクトッププリンターのほとんどは、非常に普及しており低コストであるため、カルテシアンプリンターとなっています。
プリントするモデルは層にスライスする必要があります。Y軸とX軸が1層でプリントする座標を定義し、層が準備できたらZ軸がノズルを1層上に移動させます。これはプリントベッドを動かすか、エクストルーダーを動かすことで行います。オーバーハングがある場合、その下にサポートを追加できます。
カルテシアンプリンターの最大の利点は、非常に一般的であることです。オンラインには多くのヒント、トリック、問題の解決策があります。プリンターの部品も簡単に見つけることができます。
欠点としては、より速くプリントを行おうとすると、軸の重さによってプリント品質が低下します。また、通常、すべての軸の動きのため、プリンター全体の体積はビルド体積よりもかなり大きくなります。
 |  |
CoreXYプリンター
カルテシアンプリンターと同様に、CoreXYデザインもY軸とX軸上の2つのモーターとタイミングベルトによって緯度と経度の座標が決定され、プリント高さはZ軸によって決定されます。CoreXYの違いは、XY移動が互いに依存しており、非常に特殊なベルトデザインによって行われることです。この場合、プリント表面がエクストルーダーに合わせて持ち上げられます。可動プリント表面だけがCoreXYプリンターを定義するわけではありません。プリンタータイプの定義的特徴は、XYベルトのデザインとその動きです。
XとY軸がはるかに軽いため、より速いプリントでもカルテシアンプリンターの高速プリントで現れる可能性のある欠陥が現れません。このデザインはまた、プリント表面が横方向に動く必要がないため、全体の体積のかなり大きな部分をビルドボリュームにすることができます。
CoreXYプリンターで使用されるベルトははるかに長く、これによりすべてのベルトの問題がカルテシアンプリンターよりも大きくなります。その複雑な経路もこれらの問題の修理をより困難にします。フレームは非常に安定していて完全に四角でなければなりません。そうでなければ、寸法精度が低下します。
 |  |
デルタプリンター
デルタプリンターでは、プリント表面は静止したままで、3つのモーターが協力することでホットエンドを動かし、その緯度と経度の座標、および高さがコントロールされます。これらのモーターは3本の支柱を制御し、これらの支柱はアームによってエクストルーダーに接続され、ホットエンドを動かします。このプリンタースタイルの名前(デルタ = Δ)は、ホットエンドを保持するアームの三角形の形状に由来します。このタイプのプリンターは、より速いプリントを行うために設計されました。
デルタプリンターのエクストルーダーは非常に軽量です。それと3つのモーターがそれを制御していることを組み合わせると、このプリンターは高速プリントに理想的です。このプリンターは、動きを行うための複雑な計算のため、32ビットシステムの早期採用者でした。プリンターの魅力の一部は、作動中にどれほどクールに見えるかということでもあります。
デルタプリンターはすべて、比較的小さく円形のプリント表面を持っています。これはビルドスペースを大幅に制限します。プリンターの高速性により、プリントの精度が低下します。また、デスクトッププリンターとしては一般的ではありません。プリンターに問題がある場合、複雑な動作と情報の不足だけでなく、部品の全体的な不足とコストのため、トラブルシューティングと修理が非常に困難になる可能性があります。また、軽くするためにボーデンタイプのエクストルーダーを使用する必要があり、使用できるフィラメントの数が制限される可能性があります。

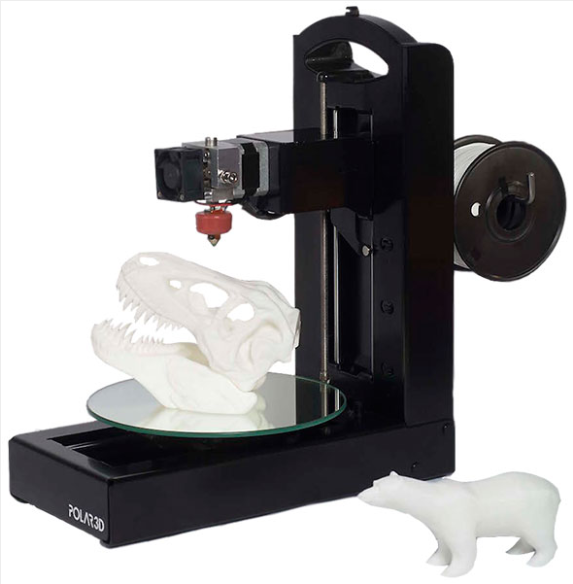
ポーラープリンター
このプリンターは極座標系を使用しており、カルテシアン系の正方形の代わりに円形のグリッド上に点があります。プリントプラットフォームは横方向に動くだけでなく、回転もします。これにより、押出機は上下にのみ動き、大きなビルドエリアを可能にします。このプリンターは非常に軽量なフレームを持っています。
この技術はまだ開発中です。そのため、プリンター自体が非常に高価で、問題が発生したときに部品や技術サポートを見つけるのが困難です。
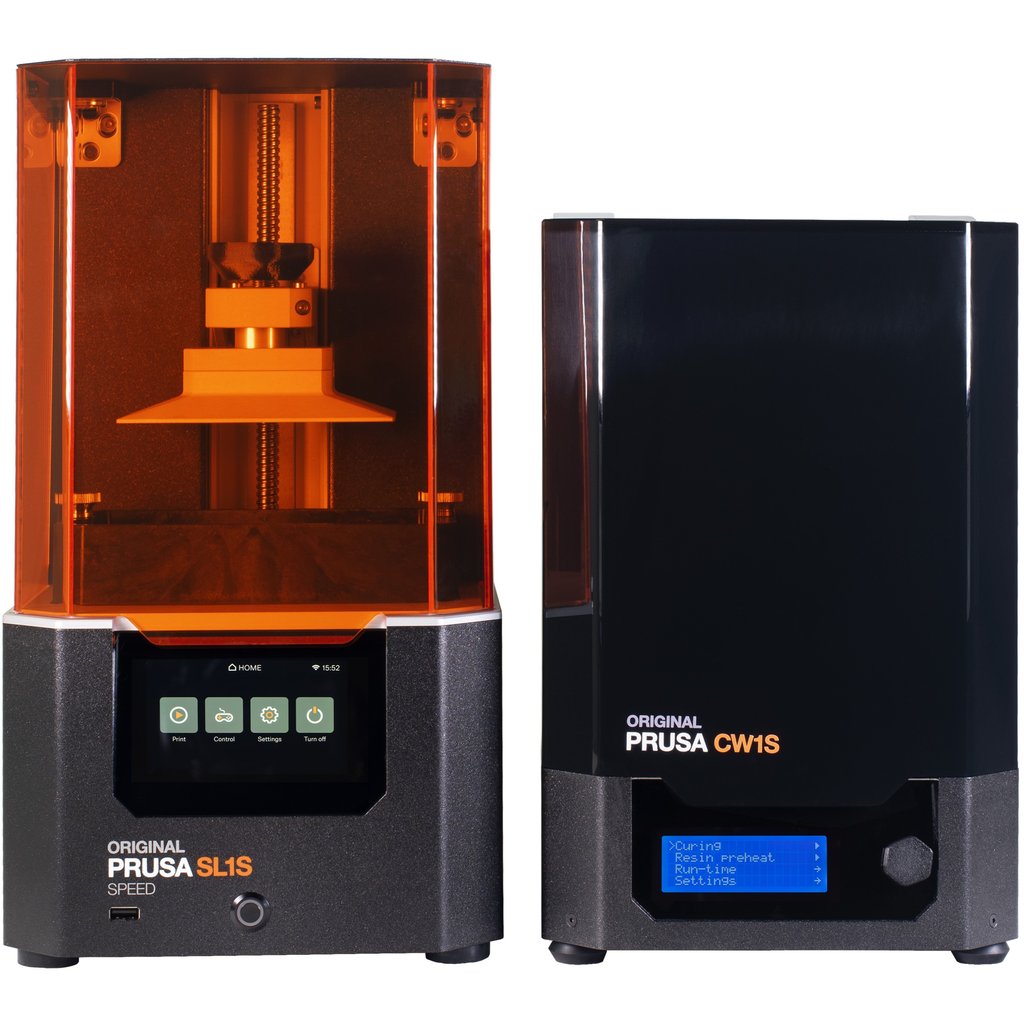
SLA
(光造形)
バット光重合プリントの基本原理は、感光性液体(樹脂)を含むバットを、熱源によって層ごとに硬化させ、オブジェクトを作成することです。
プリントされたオブジェクトはほぼ完璧に滑らかで、信じられないほど詳細で、レイヤーは人間の目にはほとんど見えません。最小層の高さは25〜100ミクロンです。この技術の最大の欠点は、プリント面積が小さいことと、液体樹脂の毒性です。樹脂が皮膚に触れないようにし、樹脂の蒸気を吸い込まないようにする必要があります。
プリントジョブが終了した直後のオブジェクトは、表面に未固化の樹脂が残っているため、少し柔らかく粘着性があるため、すぐに使用するには適していません。オブジェクトをイソプロピルアルコールで洗浄し、UV光でさらに硬化させることをお勧めします。
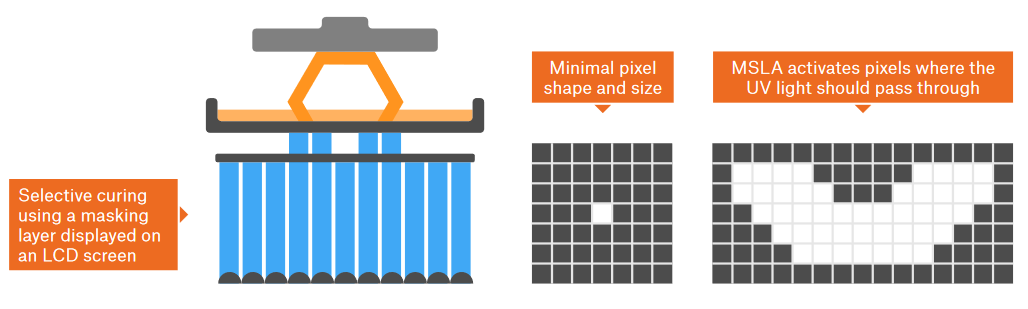
マスク式光造形(MSLA)
各層の形状は、LCDスクリーン上に半透明のマスクとして表示され、高性能UV LEDを使用して露光が行われます。UV光は、ディスプレイの白いピクセルを通してのみ通過できます。LCDディスプレイの固定解像度により、プリントされたオブジェクトはXY解像度が固定されています。この方法では、一度に1つの層全体を硬化させるため、プリントプラットフォーム上のオブジェクトの数に関係なく、プリント時間は変わりません。
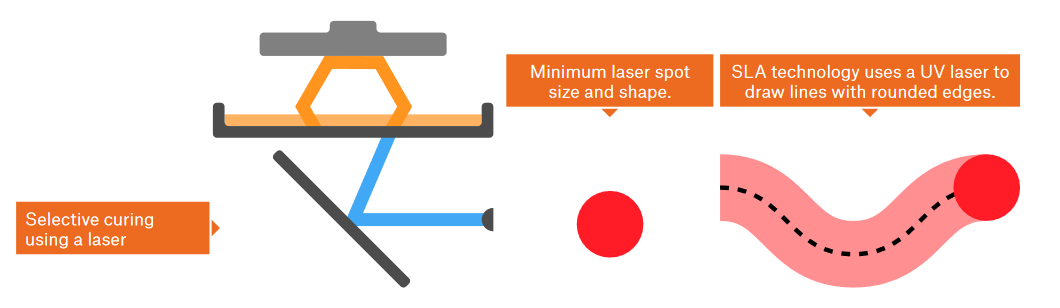
光造形(SLA)
露光はUVレーザー光線によって行われます。光線は2つのミラーによって制御され、各層を徐々に「描画」します。1つの層を固化するのに必要な時間は、固化する必要がある領域の大きさに依存します。簡単に言えば、プリントプラットフォーム上のオブジェクトが多いほど、プリントに時間がかかります。
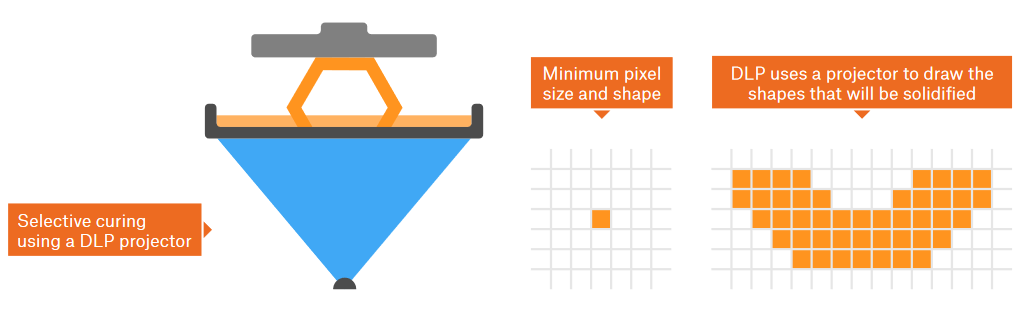
直接/デジタル光処理(DLP)
デジタルプロジェクターのおかげで、層全体が一度に固化されます。プロジェクターから露光を受ける領域が固化されます。この方法の利点は明らかです - プリントプラットフォーム上のオブジェクトの数に関係なく、各層は同じ時間で固化されます。
SLS
選択的レーザー焼結
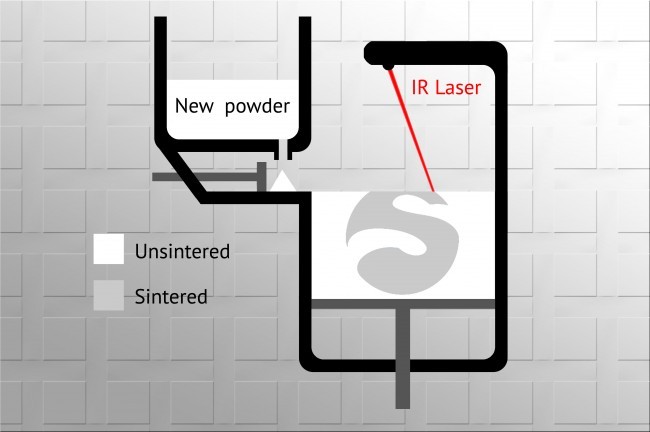
3Dプリント技術の別のタイプはSLSとDMLSで、焼結と呼ばれるプロセスを使用します。基本的に、新しい層がプリントされるたびに、シリンダーがプラットフォーム全体に細かい粉末の薄い層を広げ、それがレーザーで必要な形状に焼結されます。プリントが終了すると、オブジェクト全体がプリント用粉末で覆われます。この方法の仕組みにより、プリントされたオブジェクトには、余分な粉末が流れ出る穴が必要です。焼結されていない材料は次のプリントに再利用できるため、材料の無駄がほとんどありません。もう1つの利点は、層がほとんど見えないことです。これらのプリンターは一般の人々の間ではあまり普及していません。主に様々な産業で使用されているため、価格はほかのものに比べて圧倒的に高価で、最も安い機械であっても約6000ドルからです。
「ジェッティング」やコンクリートおよび金属プリンターなど、様々な方法を使用する他のタイプの技術やデザインもあります。これらは主に価格や特許の関係で産業用途に限られているため、ここでは含まれていません。