レイヤーの高さ
個々のスライス/各レイヤーの厚さの高さです。レイヤーの高さは以下の2つの主要な要因に影響します:
- プリント時間
- 垂直方向の解像度
より高いレイヤーの高さを選択することで、レイヤーがより目立つ代わりにプリント時間を大幅に短縮できます。一方、小さなレイヤーの高さ(例:0.10 mm)を選択すると、プリント時間が長くなる代わりにより細かいディテールが得られます。
一般的に、0.10 mm未満にすることはお勧めしません。0.07 mmや0.05 mmのレイヤーでのプリント品質の向上は比較的小さく、プリント時間が大幅に長くなるためです。
レイヤーの高さは垂直方向の解像度のみを変更することに注意してください。例えば、プリントベッドに平行な浮き彫りのテキストは、レイヤーの高さに関係なく同じように見えます。XY平面の解像度を上げたい場合は、異なる直径のノズルをチェックしてください。
レイヤーの高さはノズル直径の80%未満である必要があります(例:0.4 mmノズルの最大レイヤー高さは約0.32 mm)。レイヤーの高さはノズル直径より高くすることはできません。そのような値を入力しようとすると、PrusaSlicerはエラーメッセージを表示します。
可変レイヤー高さ機能の使用も検討できます。

ファーストレイヤーの高さ
低いレイヤーの高さでプリントする場合でも、プリントベッドへの接着を向上させるために、最初のレイヤーを厚くしたい場合があります。オリジナルのPrusaプリントプロファイルは、常に最初のレイヤーの高さとして0.20 mmを使用しています。
これは絶対値(例:0.20 mm)またはデフォルトのレイヤーの高さの割合(例:150%)で表現できます。
最初のレイヤーの高さを変更すると、プリンターのファーストレイヤーキャリブレーションを調整する必要がある可能性が高くなります。
外周
モデルの壁を形成する最小の輪郭の数を定義します。オリジナルのPrusaプロファイルは常に最小2つの外周を使用します。
モデルの強度は主に外周の数によって定義されます(インフィルではありません)。より強いプリントが必要な場合は、外周の数を増やしてください。
スパイラルベース
Z高さを徐々に増加させながら、連続した単一の輪郭のコンテナを作成します。
単一の外周壁で何かをプリントする場合、プリンターが次のレイヤーに進む際に常に小さな欠陥が生じます。プリンターが停止して外周を終了し、Z高さをレイヤーの高さだけ上げて新しい外周を開始するこのスポットは、モデルの側面に沿って醜い「傷跡」を作ります。この傷跡はプリントの弱点にもなります。
スパイラルベースには、最初のN個の底部の固体レイヤーを除いて、レイヤーが変わるようなポイントがありません。代わりに、プリントの上部に到達するまで、高さが常に徐々に増加します。
ベースモードが有効になると、PrusaSlicerは関連する設定を自動的に以下のように設定します:
- 1つの外周
- 0%インフィル
- 上部の固体レイヤーを無効化
- サポートを無効化
- 「垂直シェル厚さを確保」を無効化
底部の固体レイヤーの数は調整できます。さらに、詳細メニューで外部外周の押出幅を調整して、より厚い/強い/防水のベースを得ることができます(例:0.45から0.6へ)。
モデルは中身のない固体として定義する必要があります。そうでない場合、PrusaSlicerは内側と外側の両方の表面を作成しようとして(そして失敗して)しまうので、外側の寸法のみをモデリングしてください。
ベースモードでは一度に1つのオブジェクトのみをプリントできます。プリントベッドに複数のオブジェクトがある場合、それらを連続的にプリントすることは不可能です。シーケンシャルプリントを有効にすることで、この制限を回避できます。
推奨される薄壁の厚さ
選択された外周の数とレイヤーの高さに対して、PrusaSlicerは最適な薄い壁の厚さを計算します。CAD図面に戻ってこの正確な値に壁の厚さを変更すると、不要な外周の重なりを排除し、プリントの壁表面仕上げが完璧になります。
通常、偶数の外周(2,4,6...)に対する推奨値が得られます。薄い壁の検出を有効にすると、奇数の外周(1,3...)に対する推奨値も得られます。
外周の押出幅が0.45 mmの場合、2つの外周の幅は0.90 mm(2x0.45)になると思うかもしれません。しかし、0.2 mmのレイヤーの高さに対する推奨値を見ると、これは真実ではなく、提案される値は0.86 mmであることがわかります。
この数値がどのように計算されるかを理解するには、外周の断面を見る必要があります...PrusaSlicerは、押出しの断面を半円形の端を持つ長方形と仮定しています。押出幅には2つの半円形の端が含まれていることに注意してください。
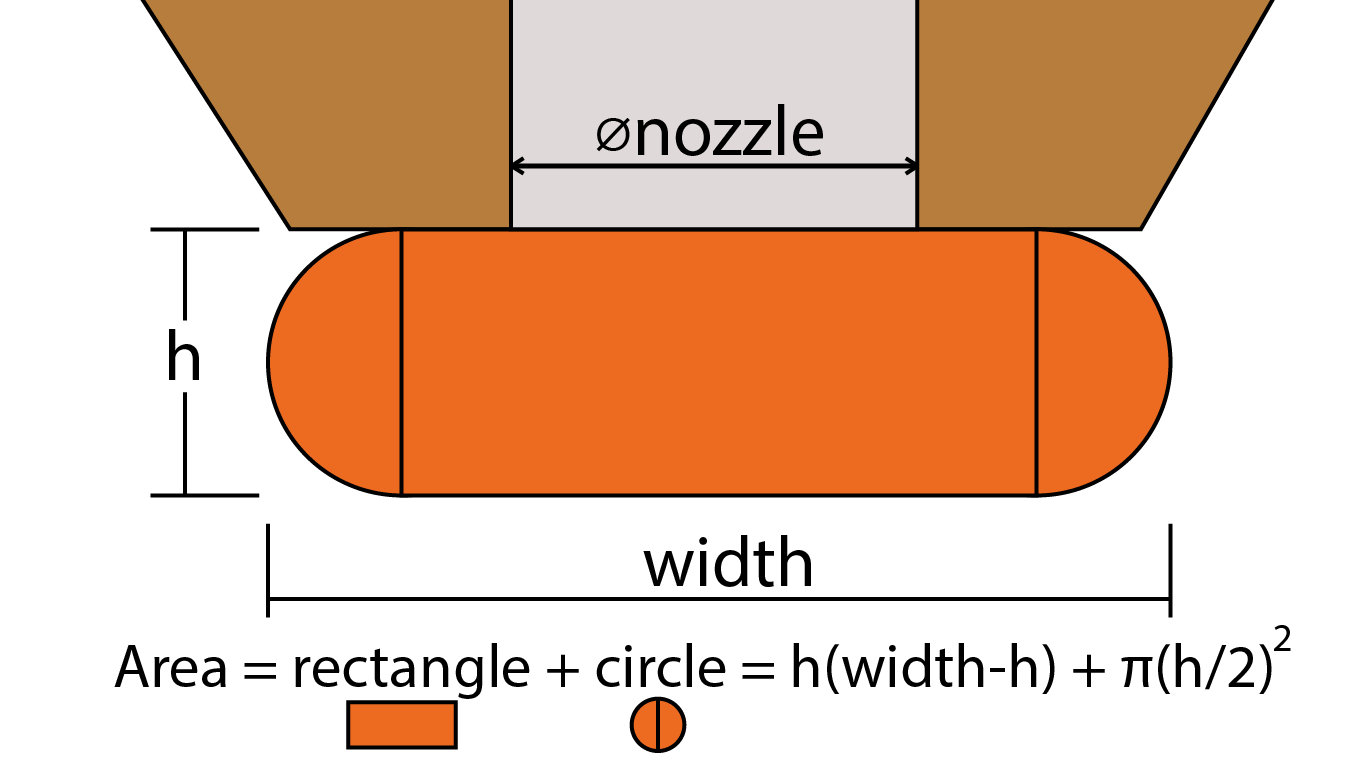
(この画像は元のソースの再描画です:https://manual.slic3r.org/advanced/flow-math)
ここで2つ目の押出/外周を追加してみましょう。重なりがないと仮定すると(接線経路)、空間(黄色)が残ります。この空間を埋めて外周を結合するために、PrusaSlicerは外周を少し重ねています。これが本質的に、単一の外周の幅に外周の数を掛けるだけでは理想的な壁の厚さが得られない理由です。
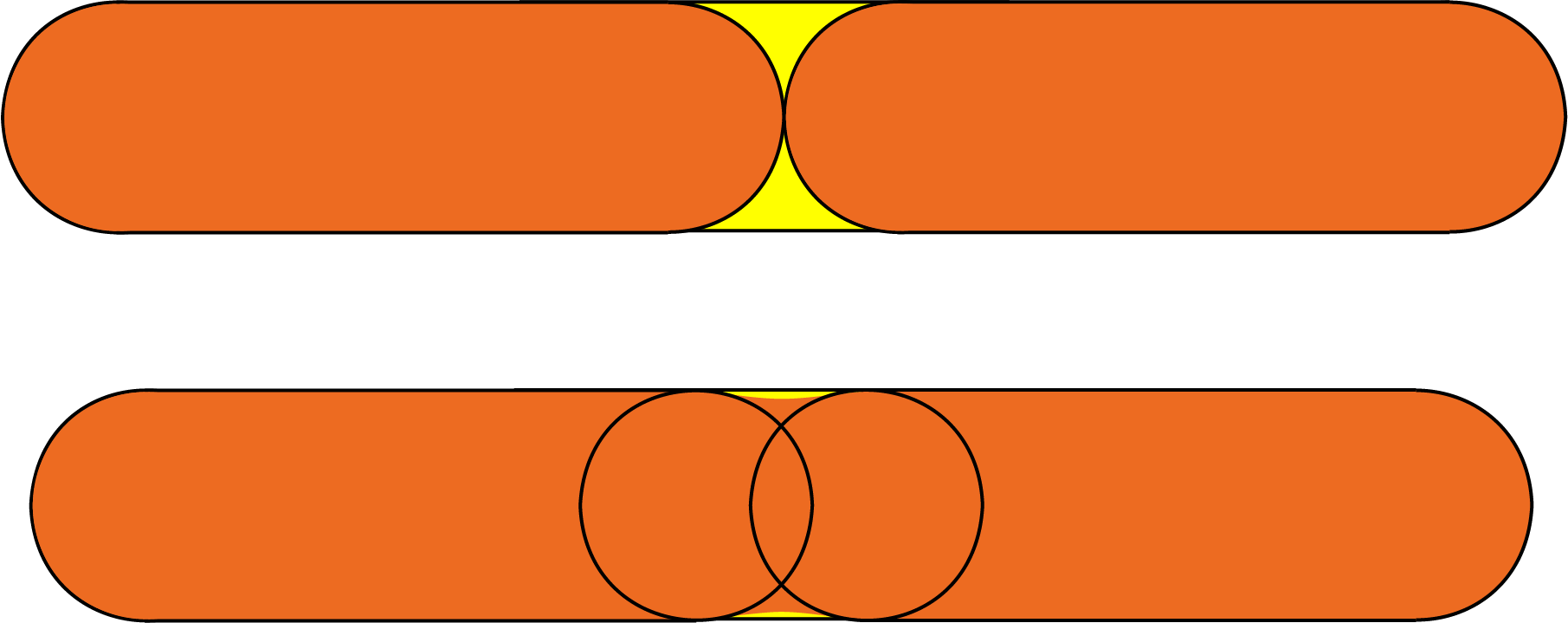
(この画像は元のソースから大きく影響を受けています:https://manual.slic3r.org/advanced/flow-math)
詳細については、Slic3r Flow mathページをチェックしてください(このテキストの一部は同じページから引用されています)。
ソリッドレイヤー - トップ/ボトム
モデルの底部と上部は通常、ソリッドレイヤー(100%インフィル)で埋められます。
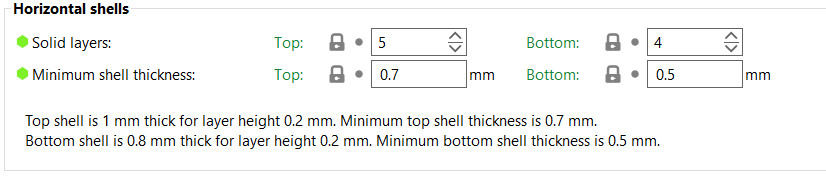
プリントしたいトップとボトムレイヤーの数を設定できます。また、最小壁厚も設定できます。これは特に可変レイヤー高さ機能を使用する際に便利です。これらの設定の下にあるツールチップは、変更するたびに更新され、結果として得られるトップ/ボトム壁厚をより良く理解できるようになります。
トップまたはボトムのソリッドレイヤーを0に設定すると、最小壁厚が上書きされます。そのため、トップまたはボトムレイヤーを得るために最小壁厚も0に設定する必要はありません。
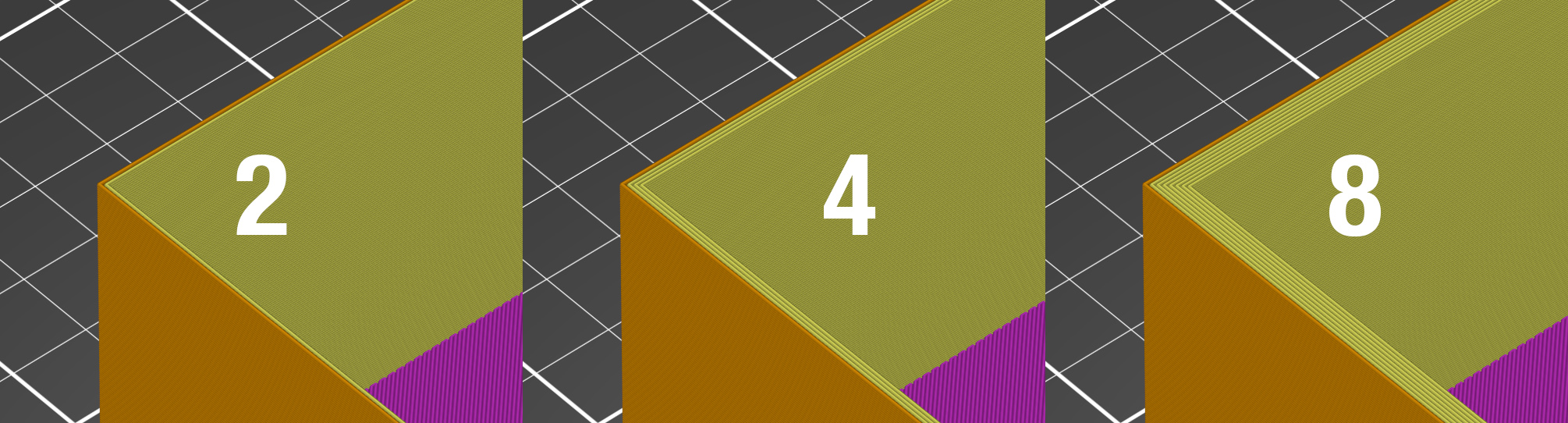
トップのソリッドインフィルは、基本的にインフィルパターンの上を橋渡しします。そのため、最初の数本のソリッドインフィル線にはほぼ必ずたるみが見られます。インフィルが少ないほど、橋渡しの距離が長くなり、結果としてたるみが大きくなります。これは単にソリッドレイヤーの数を増やすことで対処できます - 少なくとも3つのトップレイヤーをお勧めします。モディファイアメッシュを使用してさらにこの挙動を軽減できます。これにより、ソリッドインフィルの前の最後の数レイヤーのインフィルが増加します。
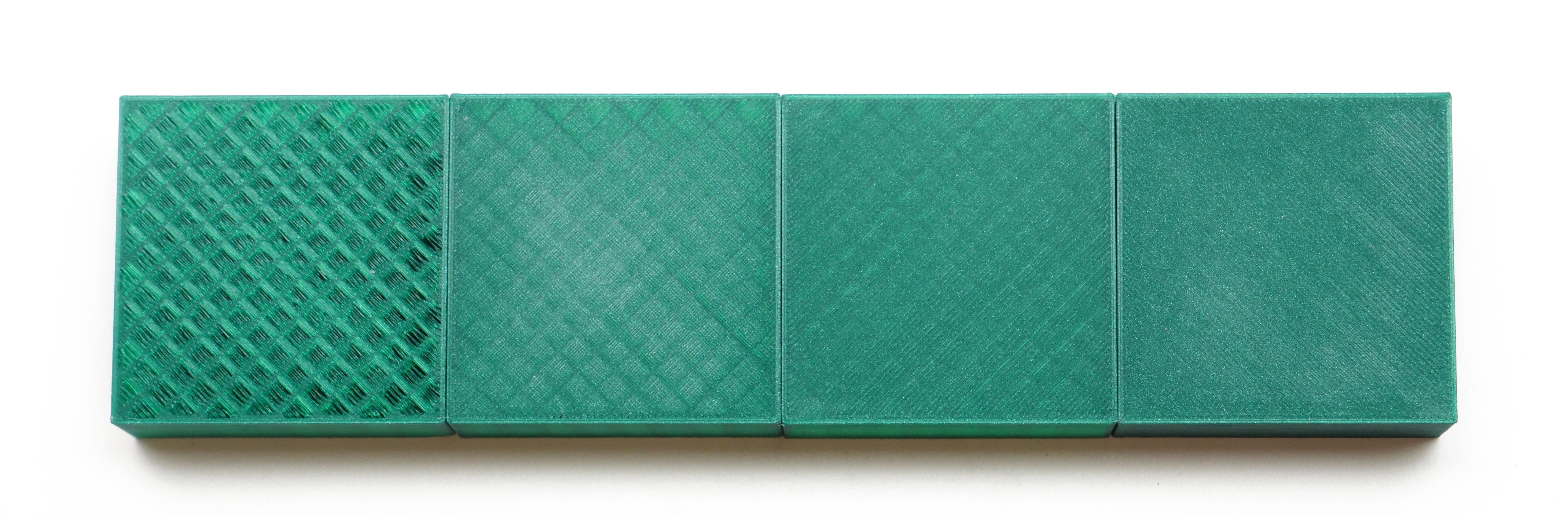
左から右へ、1、2、3、5トップレイヤー、0.1 mmレイヤー高さでプリント。
低いレイヤー高さでプリントする場合、同じトップ/ボトム壁厚を達成するにはより多くのソリッドレイヤーが必要になることに注意してください(例:0.3 mmレイヤー高さでは3トップレイヤー、0.1 mmレイヤー高さでは9トップレイヤー)。
デフォルトのソリッドインフィルパターンは直線状ですが、他にもいくつかのパターンから選択できます。
必要に応じて追加の周囲
私たちの知る限り、もはや何にも影響しないレガシーオプションです。これを変更する必要がある場合があれば教えてください。
垂直シェル厚さを確保
この機能は、古いスライサーの最大の問題の1つ、傾斜した表面の周囲間の穴を解決します。これは胸像やその他の有機的な外観のモデルをプリントする際に典型的でした。そのようなオブジェクトは通常、頭の上部に数個の穴がありました。この機能を有効にすると、PrusaSlicerは次のレイヤーの周囲に必要な(内部)サポートを確実に配置します。
- 無効:トップレイヤーをサポートするためだけに追加の押出を行います。このオプションを選択するとプリントが失敗する可能性があります。
- 部分的:必要な厚さを完全に強制せずに、垂直シェルに部分的なサポートを提供します。
- 有効:標準設定。傾斜面の近くにソリッドインフィルを追加して、垂直シェルの厚さを保証します。これはトップとボトムのソリッドレイヤーに適用されます。

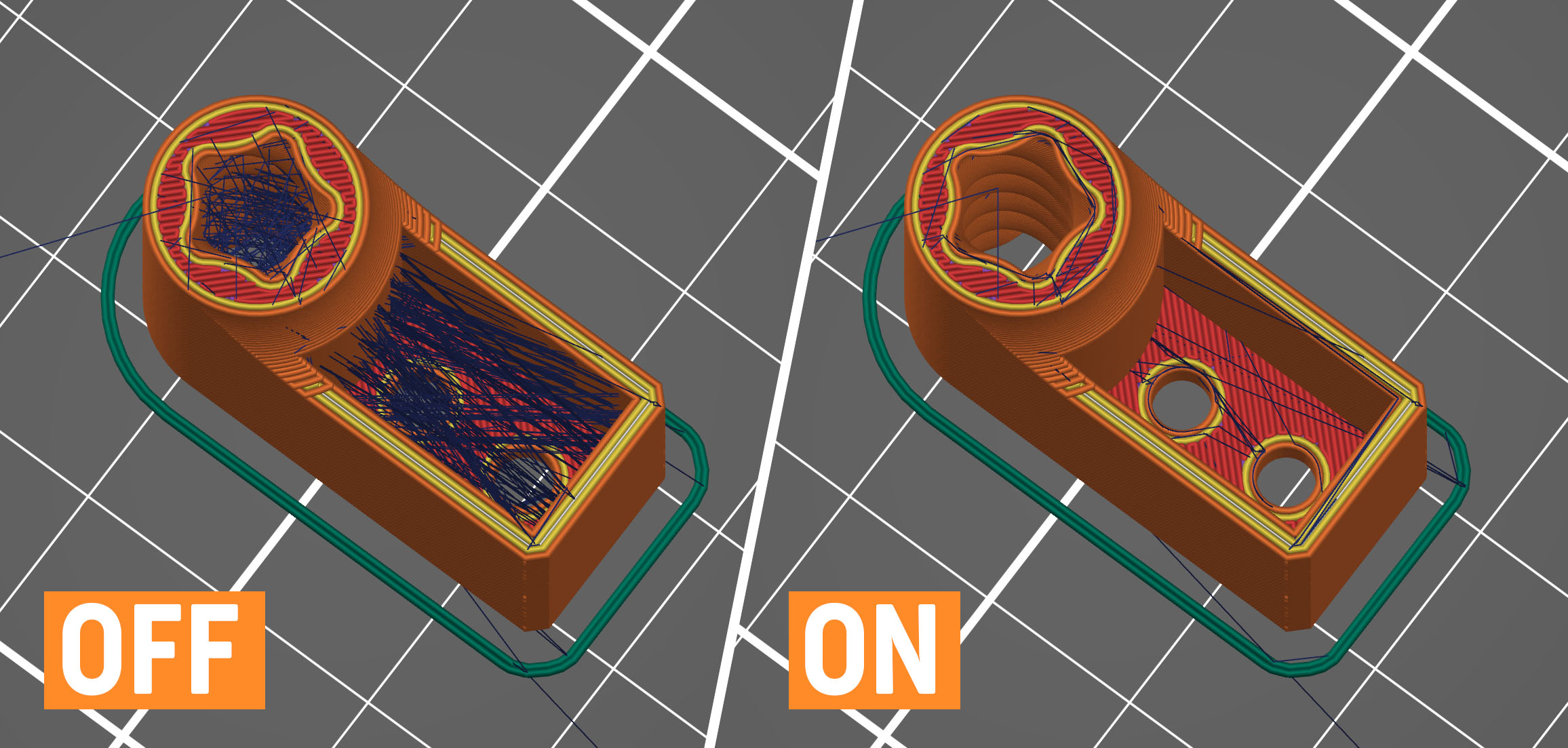
周囲の交差を避ける
周囲の交差を避けるは、移動中の外部周囲の交差を最小限に抑えるアルゴリズムで、ストリンギング(特にボーデン押出機で)を減らし、全体的なプリント品質を向上させます。
この機能を有効にすると、G-codeの生成が遅くなり、プリント時間がやや増加します(時間の増加はモデルによって異なります)。
この機能はPrusaSlicer 2.3で大幅に改善されました。新しいアルゴリズムは、穴や凹部を避けながら、オブジェクトの島の内部で最短経路を取ろうとし、島間を移動する際は最短経路を取ります。
迂回が最大迂回長よりも長い場合、この移動に対しては周囲の交差を避けるが適用されません。ミリメートル単位の絶対値、移動の割合を使用するか、0に設定して最大迂回長チェックを無効にできます。
薄い壁を検出
デフォルトでは、すべての壁は外側と内側の周囲で構成されています(薄い壁の場合、最小2つの周囲)。十分なスペースがある場合、インフィルパターンがこれらの内側/外側の周囲間の空隙を埋めます。
...
薄い壁を検出を有効にすると、PrusaSlicerは内側と外側のシェルの両方として機能する単一の周囲を生成します。これは小さな詳細をキャプチャするのに役立ちます。ただし、単一の周囲押出幅よりも薄い壁は依然として無視される可能性が高いです。
アラクネジェネレーターがアクティブな場合、この機能は自動的に無効になります。これは既に薄い壁に自動的に調整するためです。
厚い橋
歴史的な理由から、PrusaSlicerは非常に厚い線でブリッジ部をプリントしていました。これによりブリッジ部分が非常に信頼性が高くなり、より長い距離をもプリントできますが、見た目は良くありませんでした。新しいデフォルトの動作では、ブリッジに現在のレイヤー高さを使用し、短い距離では信頼性高く、見た目も大幅に改善しています。これは多くの現代のスライサーが使用している戦略です。厚いブリッジオプションを有効にすることで、古い動作に切り替えることができます。サポートの上の最初のソリッドレイヤーは橋渡し設定を使用するため、この変更はサポートされたオーバーハングの見た目にも大きな影響を与えます。
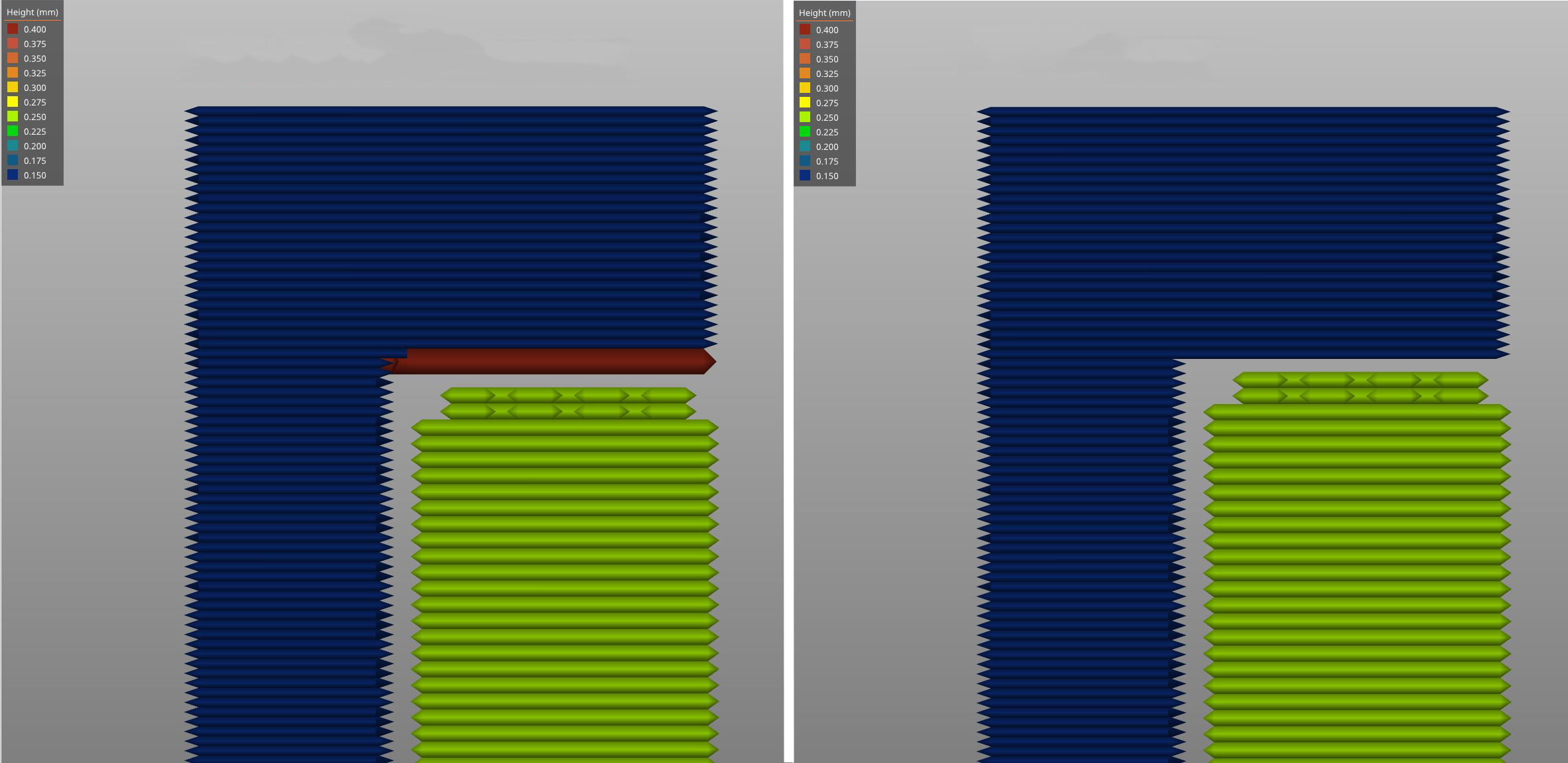
左:厚い橋有効、右:厚い橋無効
ブリッジ周囲を検出
オーバーハングに対してブリッジングフローを有効にし、ファンをオンにします。
シーム位置
各周囲ループの開始点を決定し、したがってオブジェクトの側面に潜在的に見える垂直シームの位置を決定します。スパイラルベースモードでプリントしない限り。
シームはモデル表面に小さなにきびのように見えます。PrusaSlicerはシームをモデルのエッジに隠そうとしたり("最近接"設定を使用)、背面に配置したり("背面")、表面にランダムに分散したり("ランダム")、線状に配置したり("整列")することができます。
詳細な情報と画像はシーム位置の記事で見つけることができます。
内部シームのずらし
この機能は、内部シームを深さに基づいて後方にシフトさせ、ジグザグパターンを形成します。これにより、シームが整列するのを避けて、より強力な部品を作成します。
外部周囲を最初に
周囲は最も外側から最も内側へと逆順ではなくプリントされます。
この パラメータは寸法精度の向上に役立つ可能性があります。外側の周囲が最初に配置され、後続の周囲をプリントする際に押し出
外側の輪郭線から先に
輪郭線は、内側から外側へではなく、最も外側から最も内側へとプリントされます。
このパラメータは寸法精度の向上に役立つ可能性があります。外側の輪郭線が最初に配置され、後続の輪郭線をプリントする際に余分に押し出されたフィラメントが外壁から押し戻されるためです。一方で、表面がわずかに滑らかでなくなる可能性があります。
隙間を埋める
個々の輪郭線間、および最も内側の輪郭線とインフィル間の隙間を埋めることを可能にします。
輪郭線ジェネレーター
アラクネ(デフォルト)とクラシックの輪郭線ジェネレーターを切り替えることができます。アラクネでは、必要に応じて輪郭線の押出幅を自動調整します。ほとんどのプリントではアラクネの方が優れていますが、凹角の精度が重要な一部の機能的なプリントでは、クラシックの輪郭線ジェネレーターの方が適している場合があります。