Pendant le transport, l'assemblage ou la maintenance (comme le réglage de la tension de la courroie), l'imprimante peut devenir légèrement tordue, et un axe peut ne pas être perpendiculaire (angle de 90 degrés) à un autre. Le firmware compense certains écarts, mais le mieux est de mettre votre matériel au carré dès le début.
Ici, nous n'utiliserons aucun outil spécial, seulement les pièces de l'imprimante et vos yeux. Il n'y a pas besoin d'outils d'ingénierie avancés, comme des jauges d'épaisseur ou une équerre de machiniste. Cependant, l'ordre dans lequel vous vérifiez et effectuez tout ajustement est crucial car vous mettrez la machine au carré par rapport à elle-même.
Procédure
Nous vérifierons la hauteur de la buse au-dessus du plateau après la mise à zéro à différentes positions des axes X et Y sur le plateau. Nous le ferons pour un axe à la fois et effectuerons les corrections nécessaires entre chaque test. Ne vous écartez pas de l'ordre décrit ci-dessous.
Nous inspecterons et corrigerons l'imprimante dans l'ordre suivant :
- Contrôles initiaux
- Axe Y
- Axe YZ
- Axe XZ
Contrôles initiaux
Vérifiez les éléments suivants :
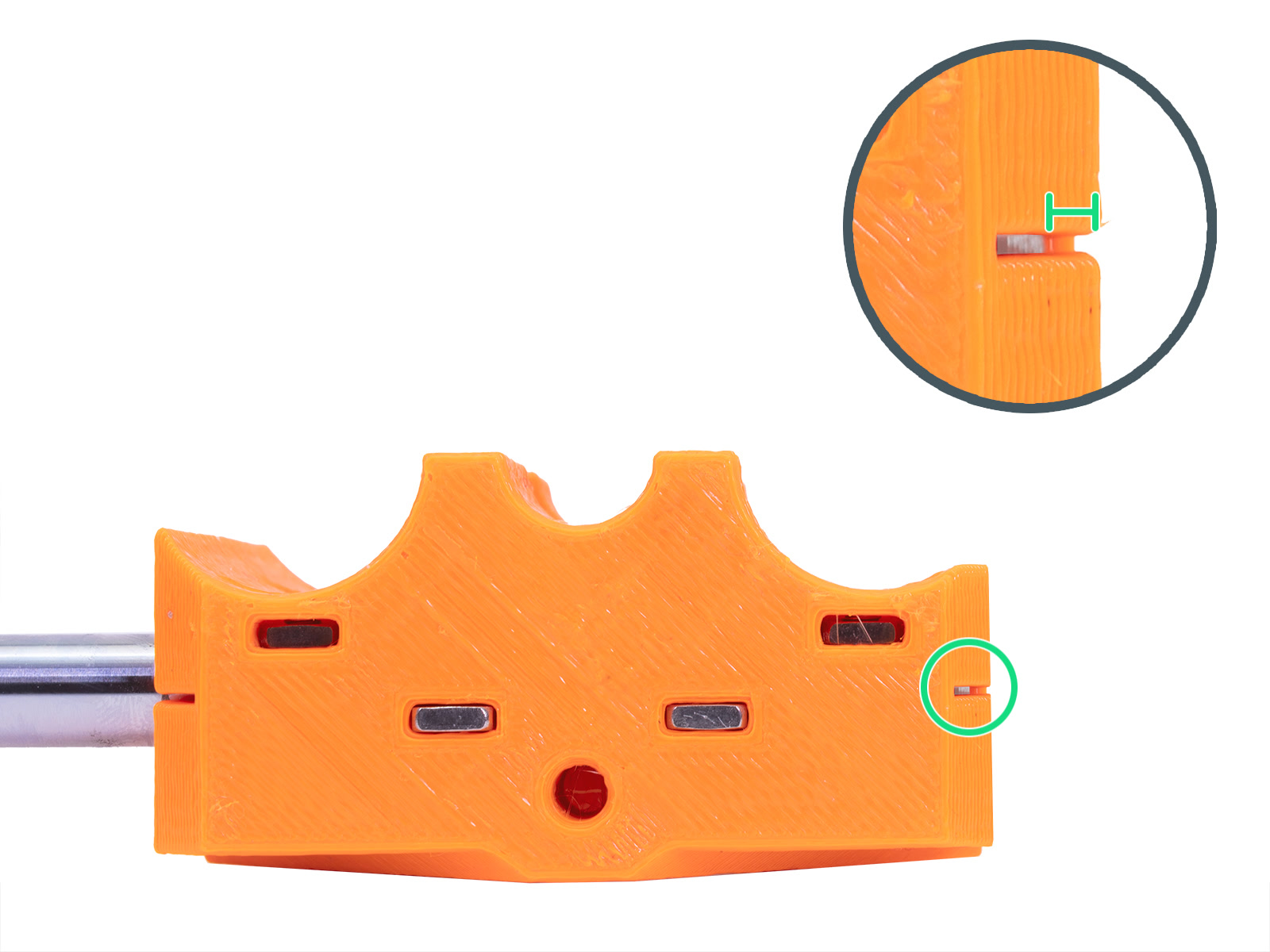
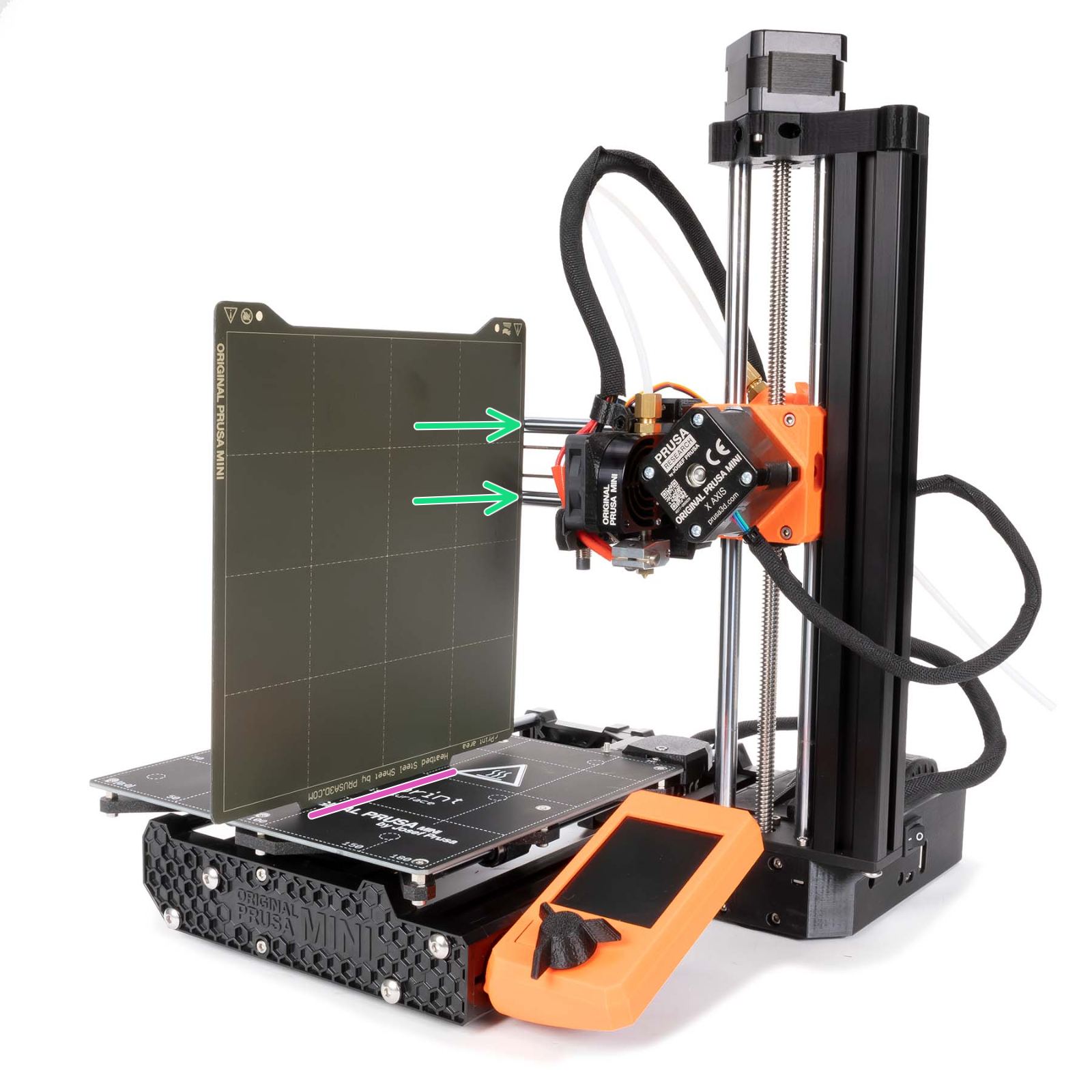
- Les tiges lisses de l'axe X sont insérées jusqu'aux pièces en plastique de l'extrudeur (photo de gauche). Les pièces de la X-end et de l'extrudeur ont des trous d'inspection pour vérifier (cercle vert).
- Les roulements linéaires de 10 mm de l'axe Z sont légèrement en dessous des pièces en plastique (~0,75 mm) qui les fixent et de la même façon pour les deux roulements.
- Les patins en mousse sont collés uniquement sur les profilés d'aluminium, et non sur la plaque avant/arrière en plastique.
- Assurez-vous que le plateau chauffant et la buse sont refroidis à température ambiante!
Vérification de chaque axe
Commencez par retirer la plaque d'acier souple. Il s'agit d'un carré découpé au laser et nous l'utiliserons pour une étape ultérieure. Puis mettez à zéro l'imprimante dans Calibration -> Mise a 0 des axes, dans le menu LCD et désactivez les moteurs pas-à-pas en redémarrant l'imprimante à l'aide du bouton du module LCD ou en naviguant jusqu'à Réglages -> Désactiver moteurs.
Axe Y
Tout écart notable dans cette étape est très rare mais garantit que la suite des tests soient faits sur une surface plane. Si vous constatez une déviation supérieure à ~0,5-1 mm, continuez toute la procédure, puis refaites cette vérification avant de contacter le support.
- Avec les moteurs pas à pas désactivés, faites glisser la pointe de la buse jusqu'à la ligne pointillée centrale avec la marque imprimée "100" mm.
- Tournez la tige filetée de l'axe Z à la main pour rapprocher la buse du plateau (~1 mm), de sorte qu'elle le touche presque (règle violette).
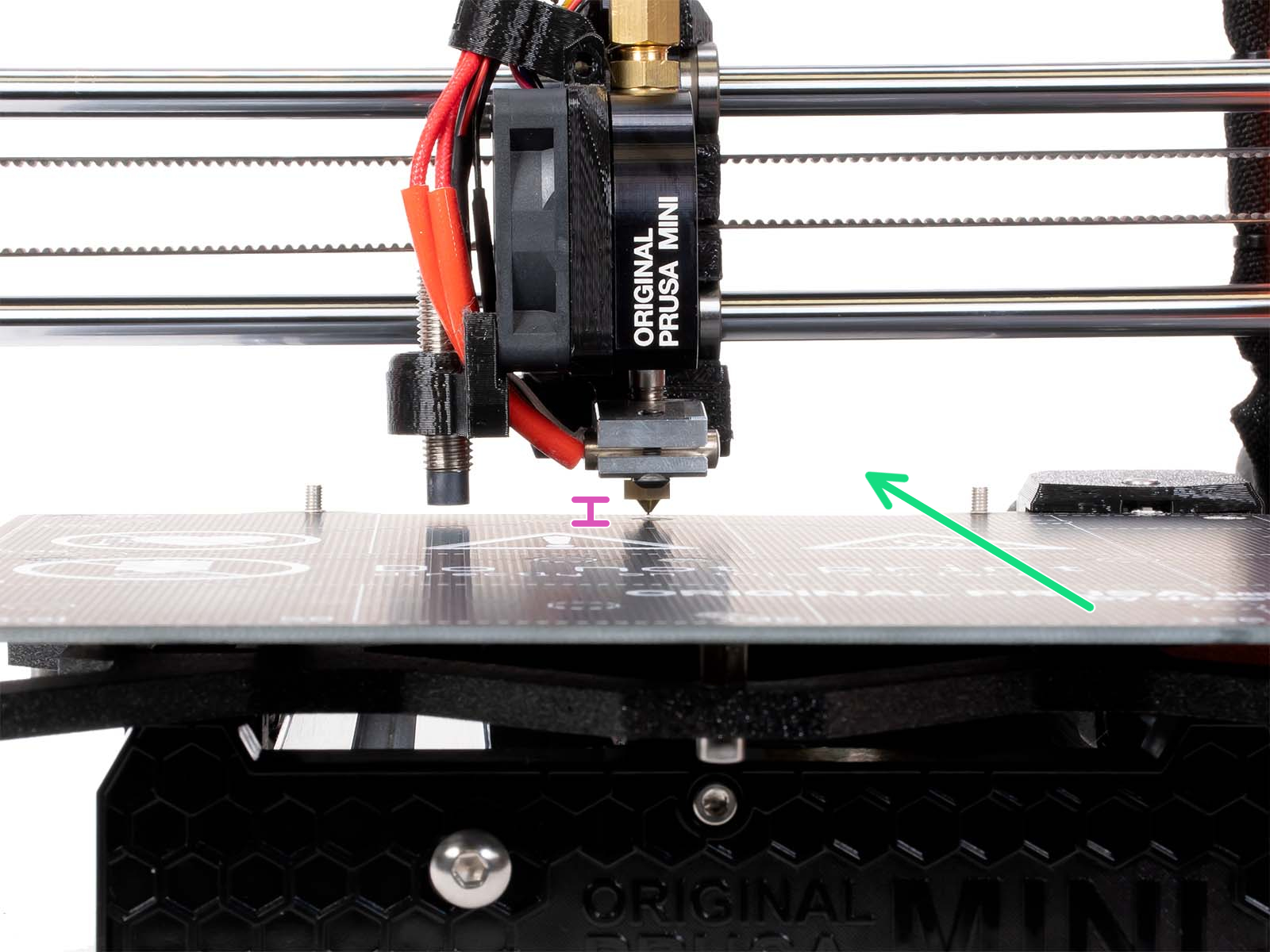 | 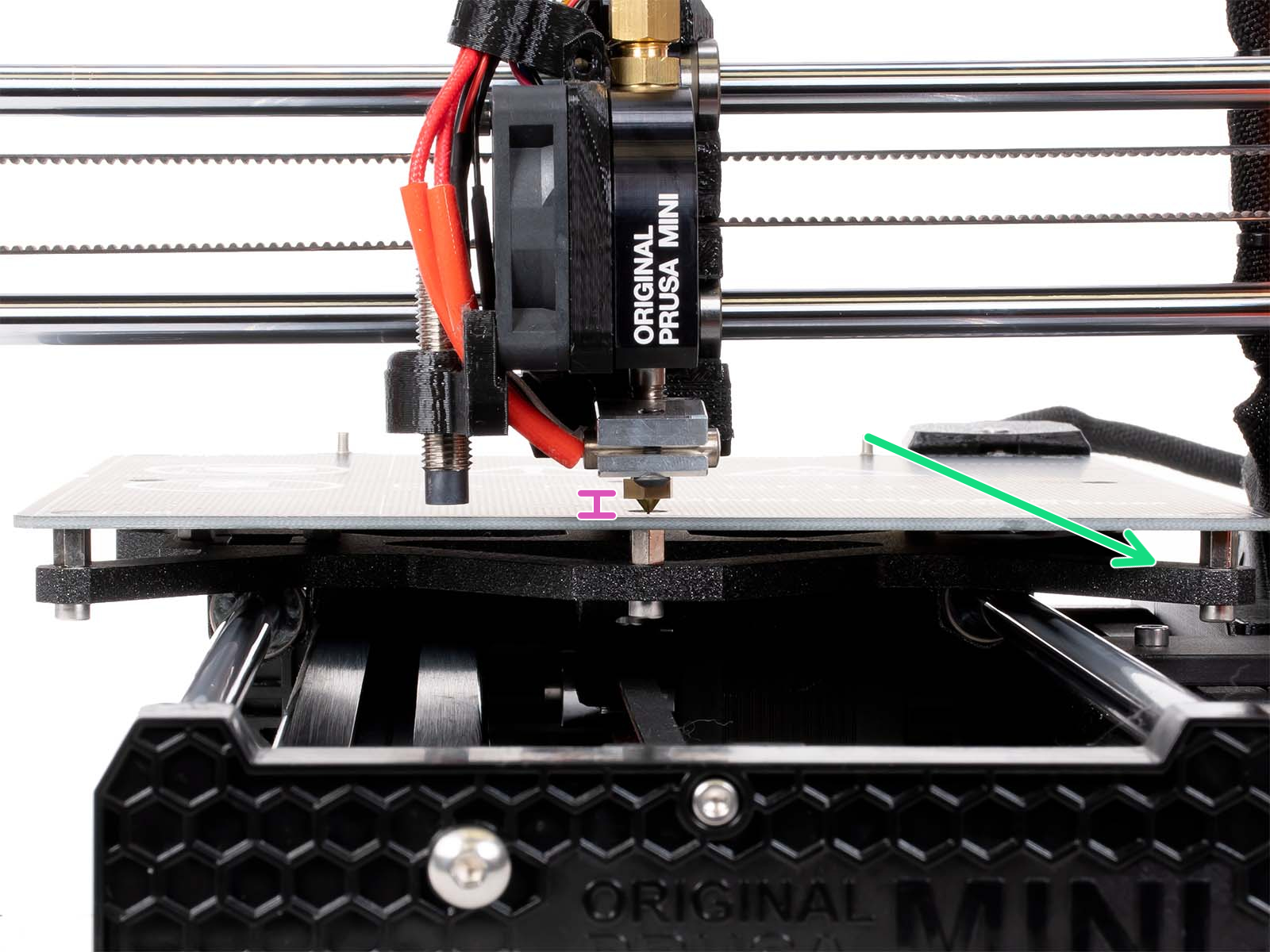 |
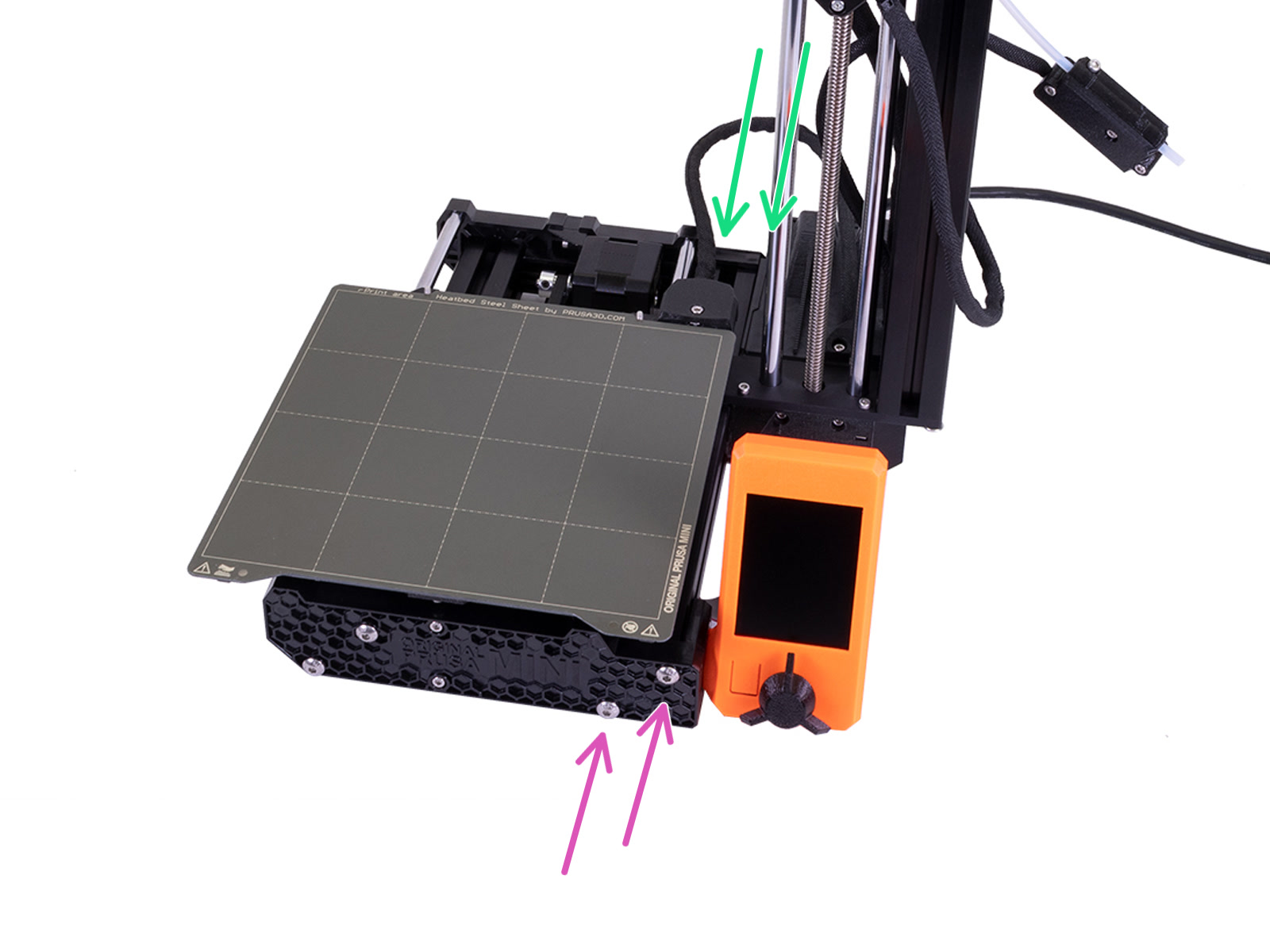
- Tout en regardant la distance entre la buse et le plateau chauffant, faites glisser le plateau d'un extrême à l'autre (flèches vertes) et voyez s'il y a un écart. Assurez-vous de ne pas appuyer sur le plateau en le faisant glisser !
Axe YZ
Cela vérifie le plateau (axe Y) par rapport à l'axe Z, garantit que les tiges lisses de l'axe X sont parallèles et perpendiculaires à l'axe Z avec la buse pointant directement vers le bas.
- Alors que les moteurs pas-à-pas sont toujours désactivés, déplacez la tête d'impression vers la droite de l'axe X.
- Déplacez le plateau chauffant vers l'avant de l'imprimante.
- Naviguez dans le menu LCD dans Réglages-> Déplacer l'axe -> Déplacer Z et tournez le bouton dans le sens des aiguilles d'une montre jusqu'à ce que la tête d'impression/l'axe X se trouve à environ 100-150 mm au-dessus du plateau.
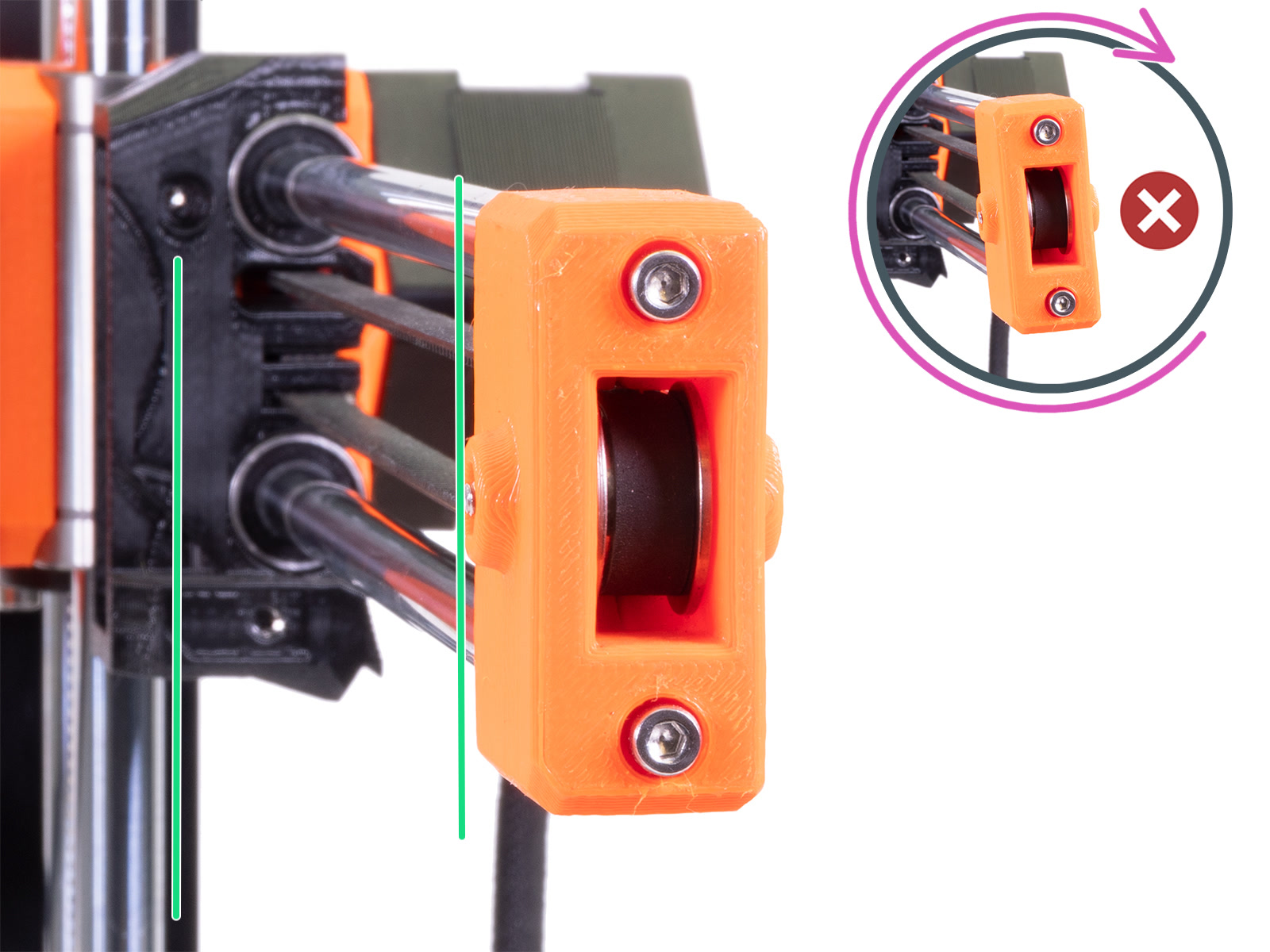
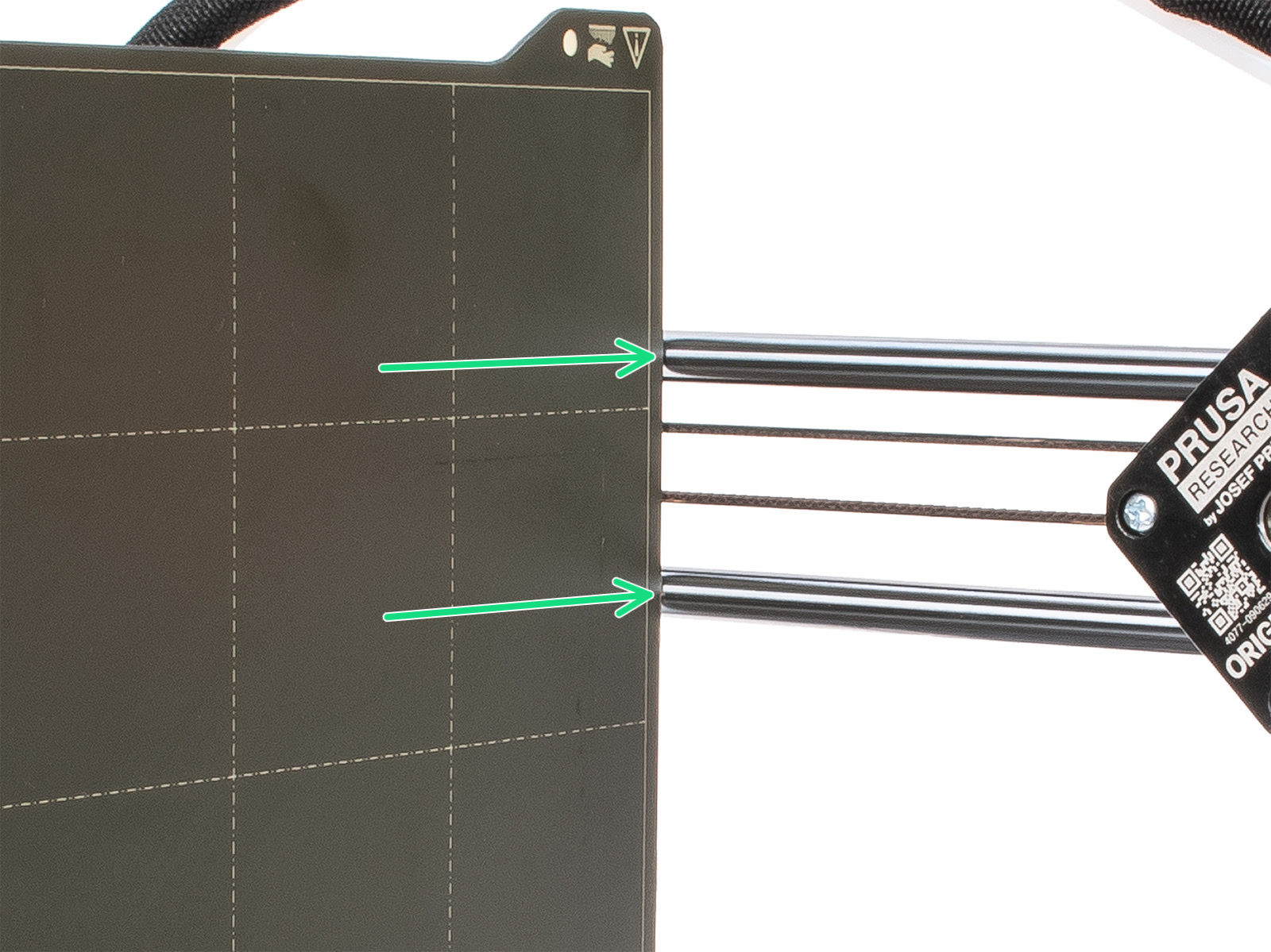
- Placez la plaque d'acier verticalement sur le plateau, avec l'encoche arrière vers le bas. Lorsqu'elle est poussée contre les tiges de l'axe X, la plaque d'acier doit toucher les deux tiges lisses simultanément.
- Si elles ne touchent pas simultanément, tournez soigneusement la pièce en plastique de la X-end pour que ce soit le cas. Vous devrez peut-être desserrer les deux vis sur le côté de la X-end , la fixant aux tiges, pour la tordre en douceur.
{kind=link}
 |  |
- Naviguez dans les Réglages -> Désactiver moteurs, et déplacez la tête d'impression vers la gauche de l'axe X.
- Confirmez ceci deux fois de plus avec la plaque d'acier sur la ligne en pointillé imprimée à côté de "50" et "150".
 |  |
Axe XZ
Ici, nous nous assurerons que la buse maintient la même distance par rapport au plateau chauffant sur toute la longueur de l'axe X. Calibration de la première couche (MINI/MIN+) n'aura pas non plus une épaisseur uniforme sur toute sa longueur et sera plus plat/plus écrasé d'un côté du plateau et de l'autre.
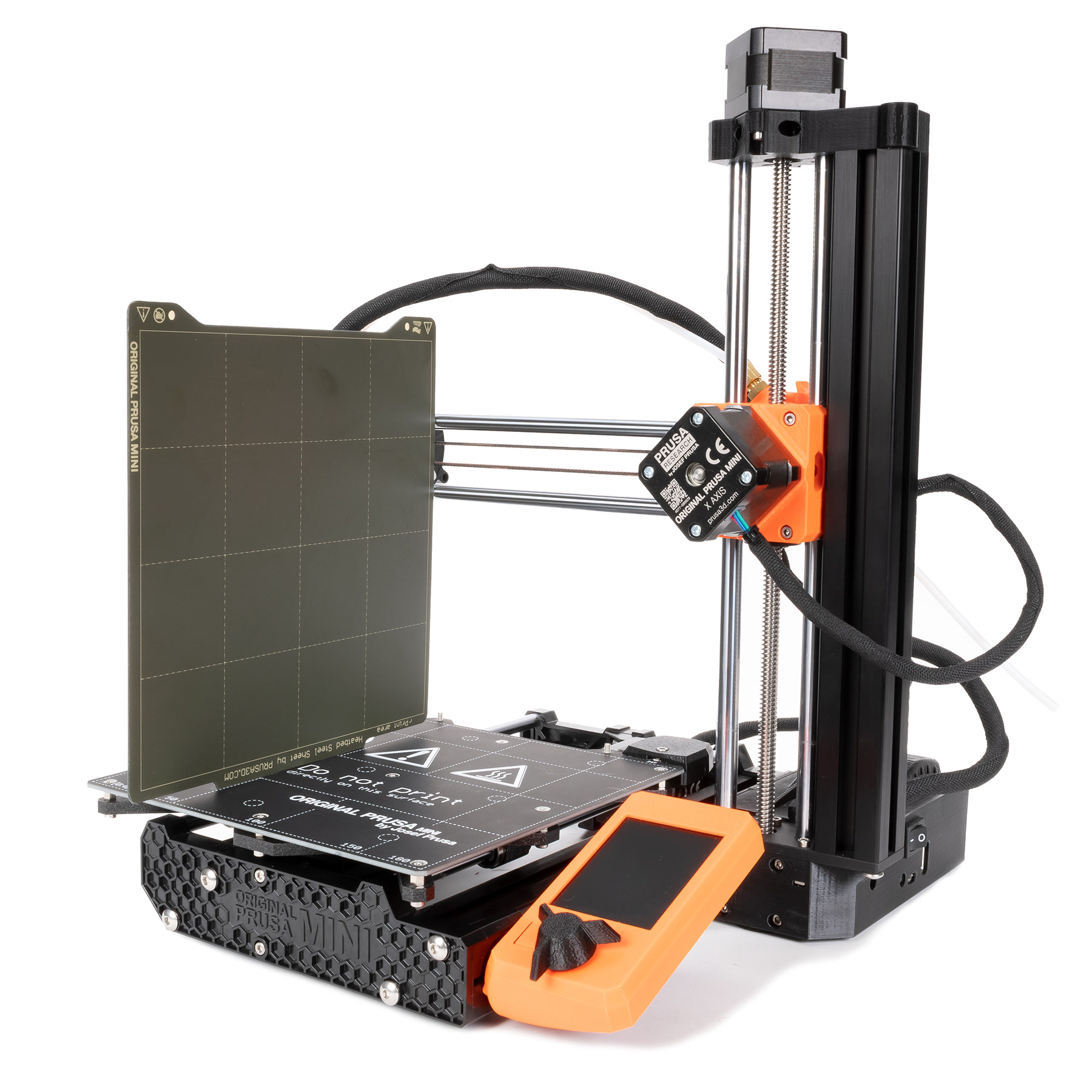
- Mettez à zéro l'imprimante (Menu LCD -> Calibration -> Mise a 0 des axes) ce qui déplace la tête d'impression vers l'extrême droite et près du plateau (image de gauche). Notez la distance entre le plateau chauffant et la pointe de la buse (règle violette image de gauche).
- Désactivez les moteurs pas à pas en redémarrant l'imprimante ou en accédant à Réglages-> Désactiver Moteurs.
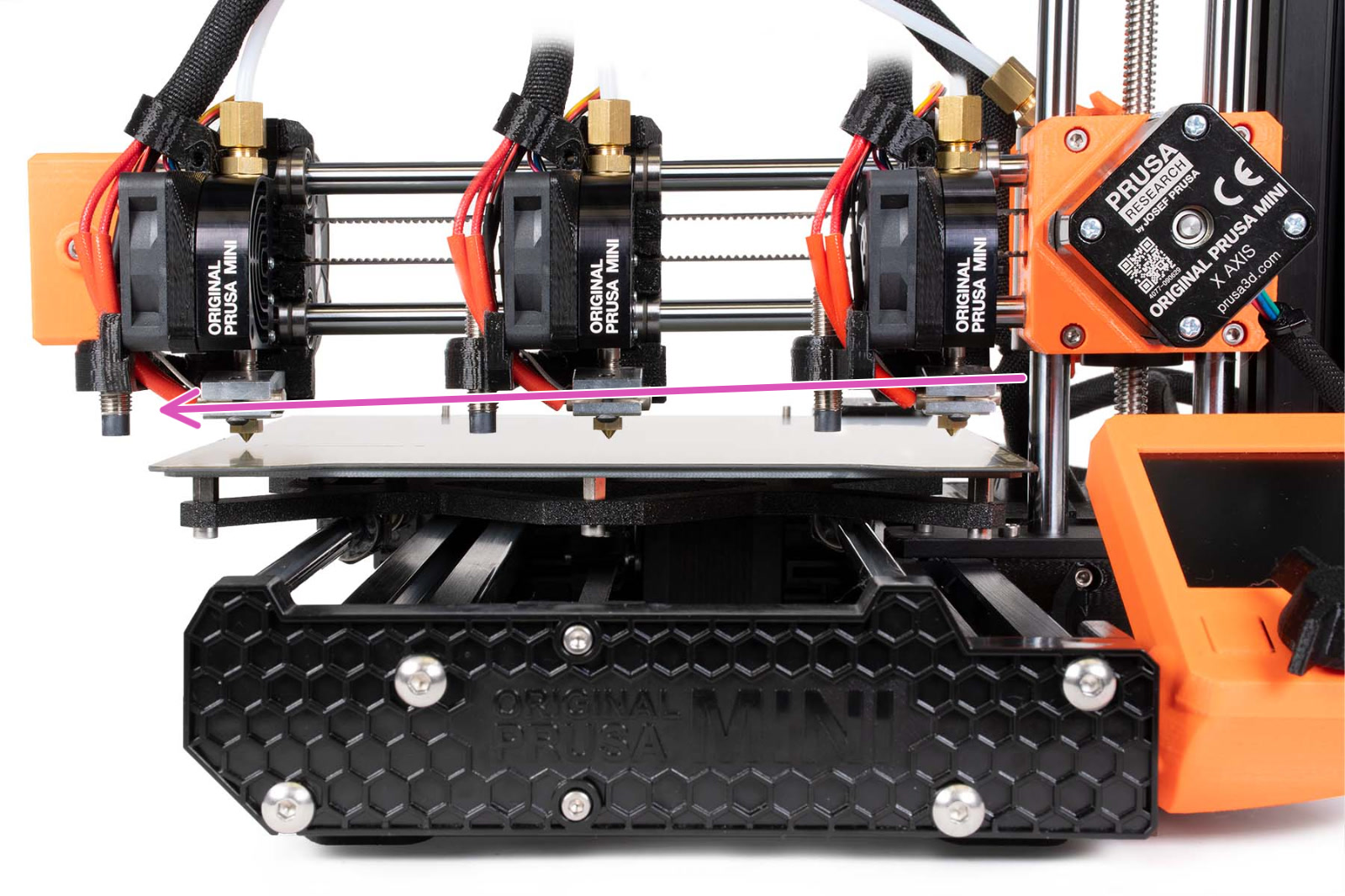
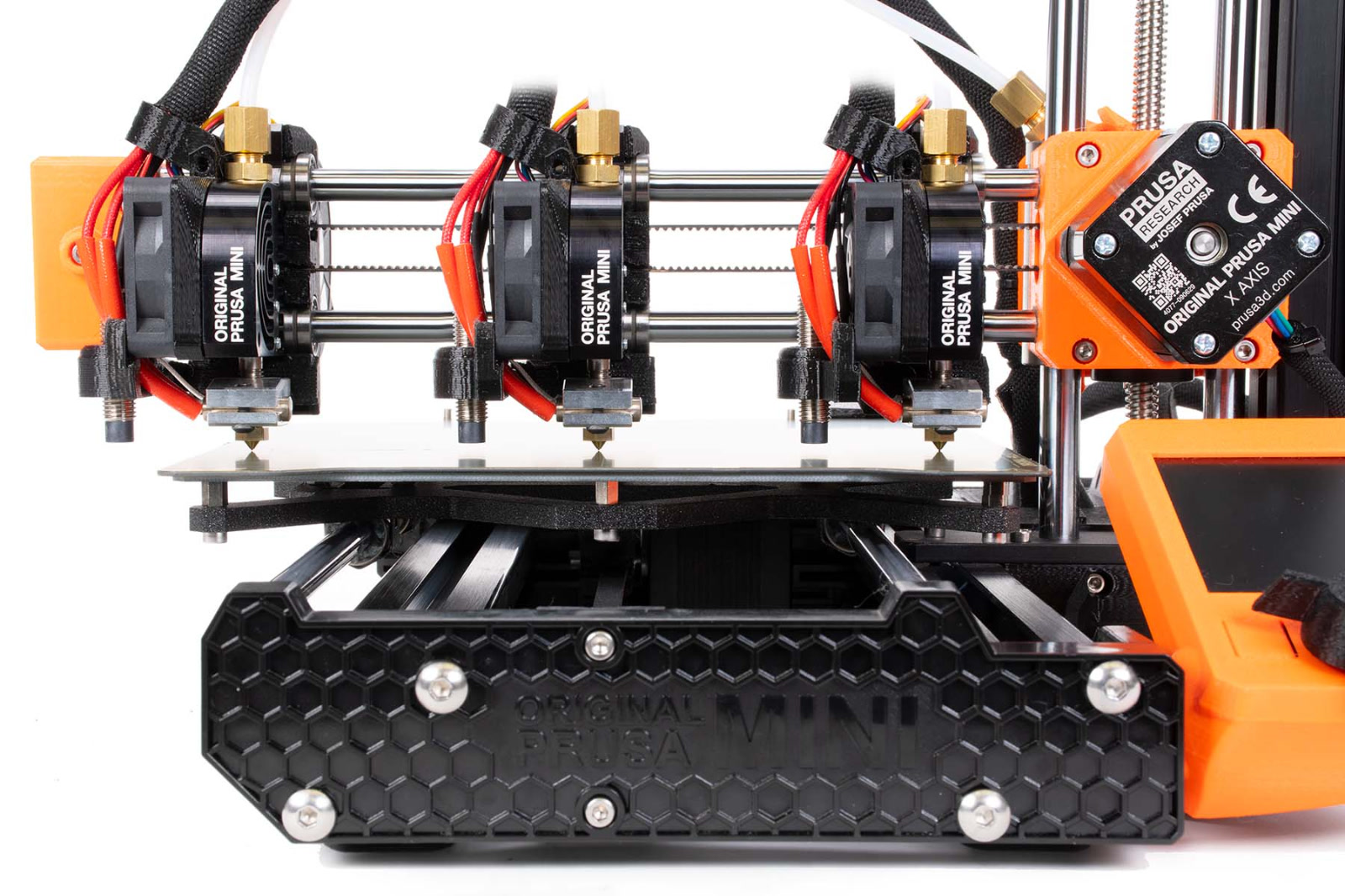
- Faites glisser la tête d'impression sur le plateau à la main vers la gauche et voyez s'il y a un changement dans la distance. La pointe de la buse doit avoir la même distance par rapport à la surface d'impression sur toute la longueur de l'axe X.
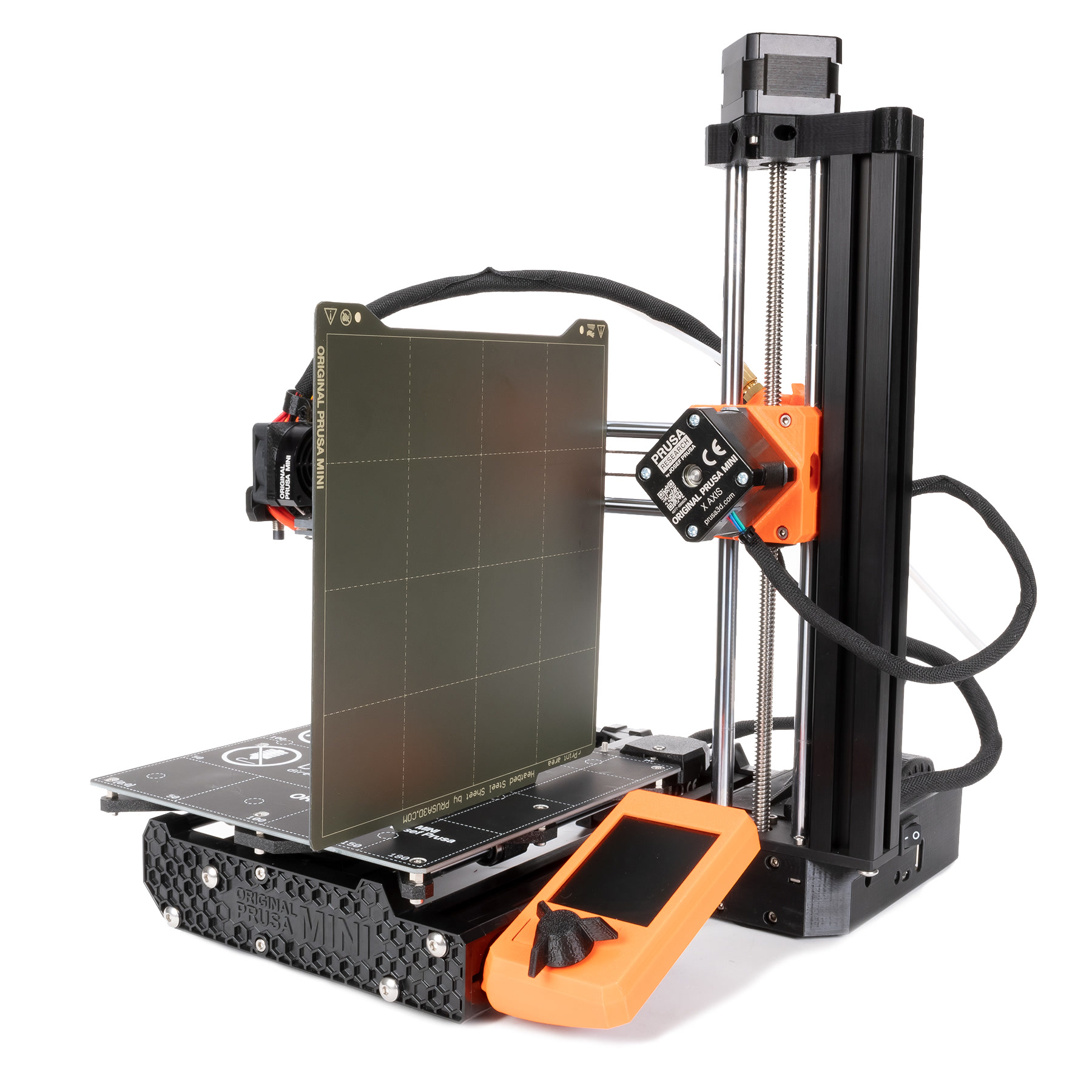
 Imprimante avec un axe XZ tordu vers la gauche.
Imprimante avec un axe XZ tordu vers la gauche.
Correction de l'axe XZ
Nous corrigerons ce biais en remettant en place le profilé de l'axe Y. Cela nécessite une clé Allen de 3 mm.
- Mettez à zéro l'imprimante, en accédant à Calibration -> Mise a 0 des axes, dans le menu LCD.
- Désactivez les moteurs pas à pas en redémarrant l'imprimante ou en accédant à Réglages-> Désactiver Moteurs.
- À l'aide d'une clé Allen de 3 mm, desserrez les deux vis les plus proches de l'axe Z, sur la plaque avant et arrière (flèches violettes et vertes). Ne retirez pas les vis, il suffit de les desserrer d'environ un quart de tour.
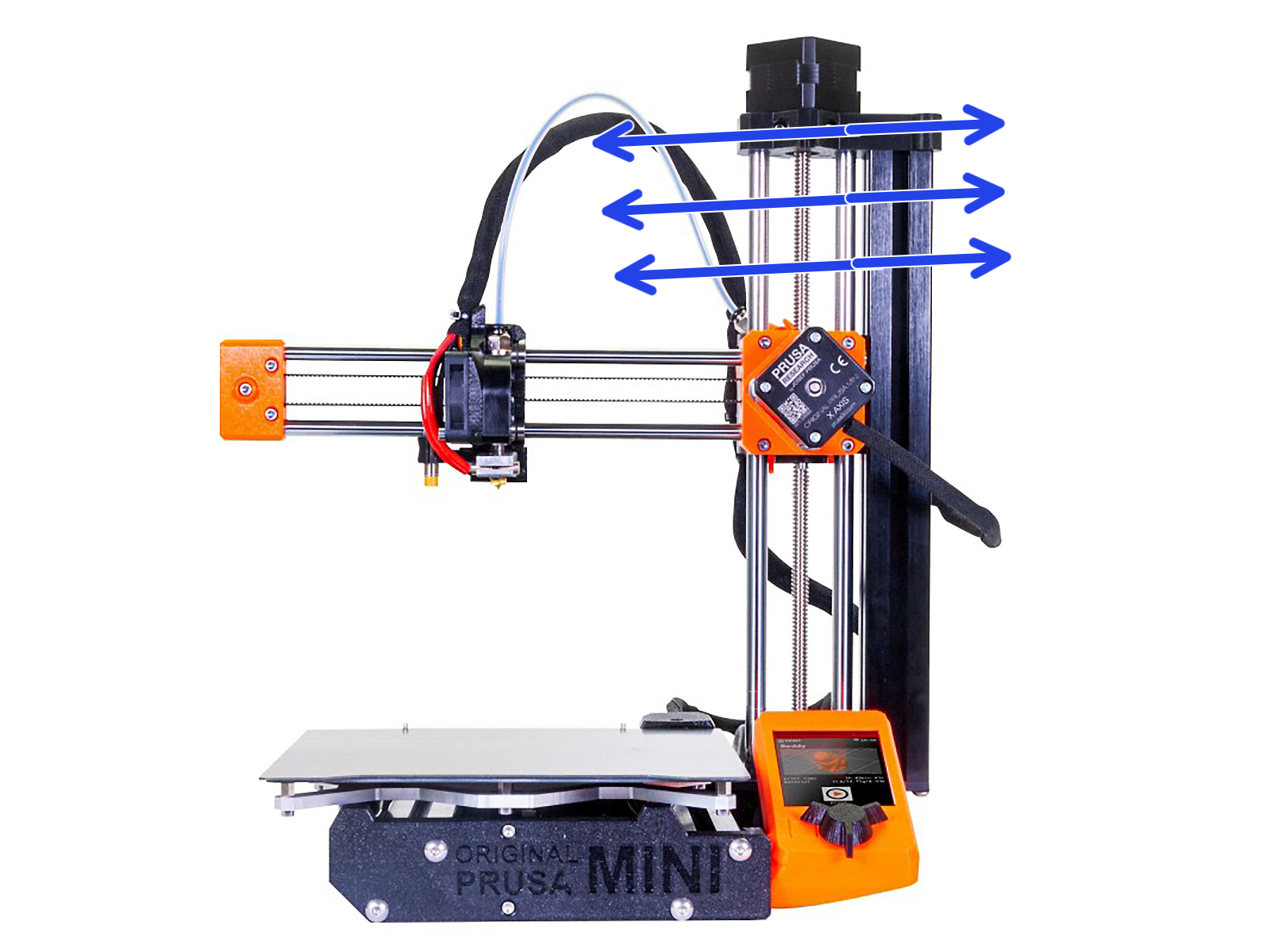
- Appuyez/tapotez doucement la colonne de l'axe Z vers ou loin du plateau (flèches bleues) en fonction du sens du biais. Vous pouvez endommager l'imprimante si vous utilisez trop de force.
- Déplacez la buse sur le plateau pour vous assurer qu'elle est à la même distance du plateau sur tout l'axe X (flèche verte).
Imprimante corrigée sans biais.
- Une fois satisfait, revissez les 4 vis sur la plaque avant/arrière, que vous avez desserrées à l'étape 3.
Réglage fin de l'axe XZ
Avec un très petit écart (0,5 - 1 mm / 0,02 - 0,04 in), il peut être difficile de le régler en utilisant la méthode ci-dessus. Utilisez cette méthode pour affiner le réglage, mais il est important que les deux vis d'extrémité ne diffèrent pas de plus de 0,5 à 1 mm dans leur dépassement.
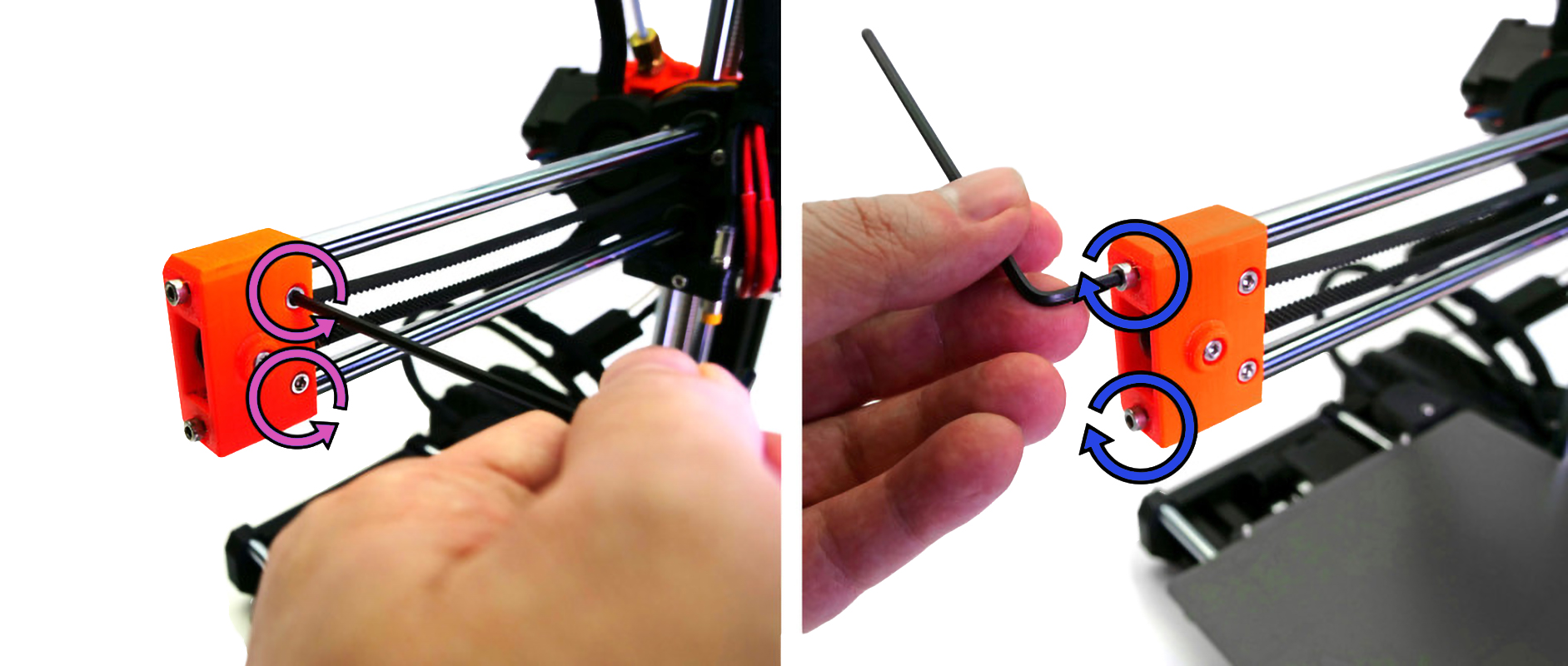
Réglage vers le bas
- Tournez les deux vis sur le côté de l'idler-holder (flèches violettes) dans le sens antihoraire.
- Tournez la vis supérieure à l'extrémité dans le sens horaire (flèche bleue supérieure). Cela abaissera le bras X, corrigeant la non-perpendicularité.
- Fixez à nouveau le idler-holder en tournant les vis sur le côté dans le sens horaire.
Réglage vers le haut
- Desserrez les deux vis sur le côté de l'idler-holder (flèches violettes) en les tournant dans le sens antihoraire.
- Tournez la vis inférieure à la fin dans le sens horaire (flèche bleue du bas). Cela amènera le bras de l'axe X vers le haut, corrigeant un léger biais dans cette direction.
- Fixez à nouveau le idler-holder en tournant les vis sur le côté dans le sens horaire.