- English
- Čeština
- Italiano
- Deutsch
- Polski
- Français
- Home
- Usando la impresora
- Mantenimiento de la impresora
- Mantenimiento regular de la impresora (XL)
Mantenimiento regular de la impresora (XL)
- Modelos 3D
- Guía de materiales
- Laminando
- Mantenimiento de la impresora
- Ajuste de la tensión de la correa (MINI/MINI+)
- Ajuste de la tensión de la correa dentada (MK3/MK3S/MK3S+/MK3.5/MK4)
- Ajuste de la tensión de la correa (XL)
- Cableado de la electrónica Buddy (MINI)
- Cambiar o reemplazar la boquilla (MK2.5S/MK3S/MK3S+)
- Cambio/sustitución de la boquilla (MINI)
- Comprobación/realineación del engranaje Bondtech (MK3S/MK2.5S)
- Tirón en frío (MINI)
- Tirón en frío (MK3S/MK2.5S)
- Cold pull (MK4, MK3.9, XL)
- Traducciones de la comunidad
- Mantenimiento de la CW1
- Sustitución del film FEP (SL1)
- Sistema de Supresión de Incendios (Cerramiento)
- Actualización de firmware (CW1)
- Actualización de firmware (MINI/MINI+)
- Actualización de firmware (MK2.5S/MK2S)
- Actualización de firmware (MMU2S)
- Actualización de firmware (SL1/SL1S)
- Desmontaje del fusor y heatbreak atascado en el dispador
- Cómo retirar un tornillo dañado
- Cómo actualizar el firmware (MK3S+/MK3S/MK3)
- Cómo flashear el firmware (MK4/XL)
- Mantenimiento habitual de la Impresora i3
- Filtro de Pigmentos para IPA (CW1/CW1S)
- Mantenimiento habitual MMU2S
- MMU3 regular maintenance
- Láminas PETG (Enclousure)
- Preparación de la superficie de impresión
- Printing without purge tower on the XL (Multi-Tool)
- Mantenimiento regular (MINI)
- Mantenimiento Regular de la Impresora (MK4)
- Mantenimiento regular de la impresora (XL)
- Herramientas útiles
- Comprobación de los ejes
- Husillo del eje Z
- Correa
- Lámina de acero flexible
- Ventiladores
- Nextruder
- Bloque calefactor
- Electrónica
- Firmware y software
- Retirando el filamento del extrusor manualmente
- Tarjetas SD y unidades USB
- Mantenimiento de la SL1/SL1S
- Retirada de impresiones de la SL1/SL1S
- Probando las características de seguridad de (MK3/MK3S)
- Vibraciones/ruido al imprimir (MINI/MINI+)
- Prusa Connect y PrusaLink
Se recomienda dedicar regularmente un tiempo al mantenimiento de tu Original Prusa XL. Esto debe hacerse incluso si la impresora funciona perfectamente. La inspección y el mantenimiento de sus diversos componentes deben realizarse cada ~200-300 horas de impresión.
Herramientas útiles
Además de las herramientas habituales, como llaves Allen, alicates de punta e IPA (alcohol isopropílico) + toallitas de papel, es posible que necesites:
- Aire comprimido: también conocido como aire enlatado. Asegúrate de no mantenerlo boca abajo mientras pulverizas; de lo contrario, podrías dañar cualquier componente electrónico al intentar limpiarlo.
- Cepillo: un cepillo pequeño de latón es una herramienta útil para limpiar el bloque del calentador. Si no tienes un cepillo de latón cualquier cepillo con cerdas duras hará el trabajo.
- Prusa Lubricant: con la Original Prusa XL se incluye un tubo de lubricante Prusa. Se utiliza en el apartado del husillo del eje Z.
Comprobación de los ejes
Asegúrese de que no haya residuos ni polvo en las guías lineales. Si los hay, límpielos con un pañuelo de papel limpio o un paño limpio SIN desengrasante y sin productos químicos, ya que éstos podrían dañar la goma del carro. La lubricación de fábrica de las guías lineales es efectiva durante al menos 2 años.
Husillo del eje Z
Después de ~500 horas de impresión, lubrica los husillos del eje Z: aplica una pequeña cantidad de Prusa Lubricant en los husillos del eje Z. Después de esto, mueve el eje Z hasta el fondo, y luego hasta el final.
Correa
Coloca el tensor de correa en la correa superior del eje X. El tensor de correa tiene un marcador, comprueba si está en el rango óptimo. La posición ideal del puntero es en la zona central, más cerca de la marca de máximo.
Lámina de acero flexible
Todas las láminas de acero flexibles deben limpiarse regularmente para garantizar la adherencia, pero los métodos exactos y las soluciones de lavado pueden variar en función de su tipo de chapa.
Encontrará más información sobre cómo cuidar tu lámina de acero flexible en este artículo.
Ventiladores
La Original Prusa XL está equipada con un ventilador de hotend y con un ventilador de impresión. La impresora puede detectar si alguno de sus ventiladores deja de girar. Sin embargo, eso no significa que no debas comprobarlos durante el mantenimiento. La acumulación de polvo o plástico puede disminuir su eficacia o incluso dañarlos.
Ambos ventiladores deben revisarse y limpiarse tras unos cientos de horas de impresión. Con el ventilador sin moverse, el polvo puede eliminarse con aire comprimido en un pulverizador, los pequeños hilos de plástico pueden eliminarse con pinzas.
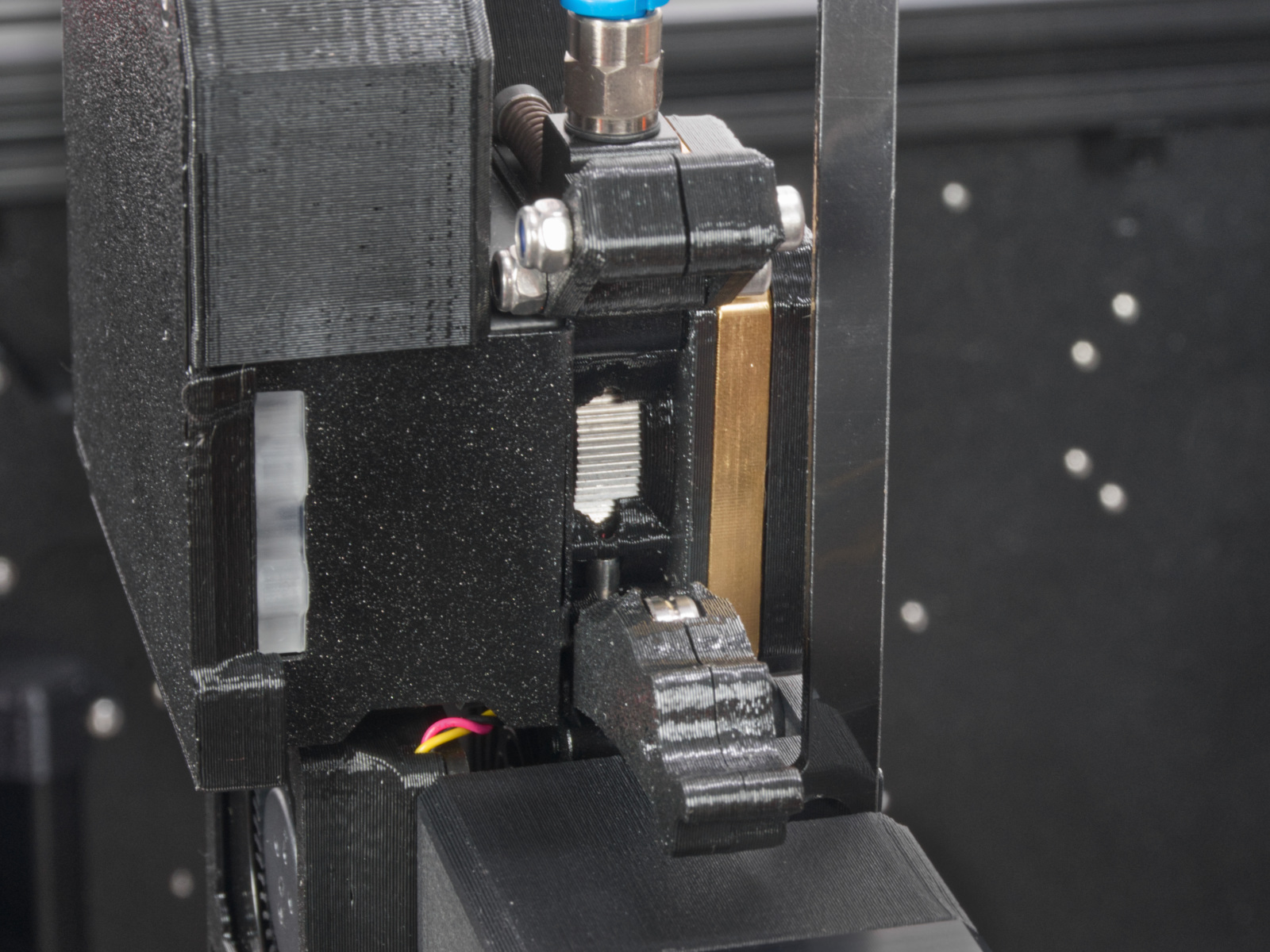
Nextruder
El engranaje primario y los rodamientos fijados al eje tensor del extrusor no necesitan lubricante. Con el tiempo, puede formarse un depósito de restos de filamento en las ranuras del engranaje primario, lo que provoca una extrusión de filamento insuficiente. Accede al extrusor levantando la tuerca del piñón tensor y moviendo a continuación el eje tensor. Puedes soplar la suciedad con aire comprimido, o utilizar un cepillo de latón o un palillo de dientes corriente. Utiliza el orificio de acceso situado en el lateral del extrusor.
Bloque calefactor
En caso de que el bloque calefactor esté recubierto de plástico, puede afectar a sus propiedades térmicas. Para limpiarlo, calienta la boquilla de 3 a 5 minutos a 250 °C, y apaga la impresora. Inmediatamente después, utiliza un cepillo pequeño de latón para limpiar cualquier plástico viejo pegado en la boquilla y el bloque calefactor. Ten mucho cuidado con los cables frágiles que se unen al bloque calefactor.
Electrónica
Cada ~600-800 horas de impresión acceda a las placas de electrónica para una comprobación visual.
- Comprueba si hay cables pellizcados o desgastados en la impresora.
- Accede a las placas electrónicas y sopla aire comprimido entre los cables para eliminar el polvo.
- Comprueba la conexión de todos los cables de las placas electrónicas.
Firmware y software
Siempre debe utilizar la última versión estable del firmware que hayamos publicado para su modelo de impresora específico. Puedes comprobar la versión de firmware que tienes, navegando a menu LCD - Info - Version info.
También recomendamos utilizar la última versión de nuestro PrusaSlicer, ya que le permite disfrutar de todas las funciones de tu impresora. Incluso guarda información sobre el modelo de impresora, el diámetro de las boquillas y la versión del firmware directamente en el archivo g-code para que la impresora pueda avisarte si algo no está actualizado o es incompatible.
Comentarios


¿Todavía tienes preguntas?
Si tienes alguna pregunta sobre algo que no se ha tratado aquí, comprueba nuestros recursos adicionales.
Y si eso no lo soluciona, puedes enviar una petición a [email protected] o mediante el botón que hay más abajo.