Ein „Kaltzug“ ist eine Technik zur Reinigung der Düse und des Hotends Ihres Druckers von Material, das darin feststeckt oder eingebrannt ist. Sie können damit auch Ihr Hotend während Ihrer üblichen Wartungsroutine reinigen.
Der Kaltzug sollte gemacht werden, wenn Ihre Düse nur teilweise verstopft ist und noch etwas Filament extrudiert wird. Wenn die Düse vollständig verstopft ist, lesen Sie bitte die Verstopfte Düse Anleitung.
Wenn Sie die Nozzle X verwenden, verwenden Sie nicht die Kaltzug-Methode, sondern nur Reinigungs-Filament.
Vorgehensweise
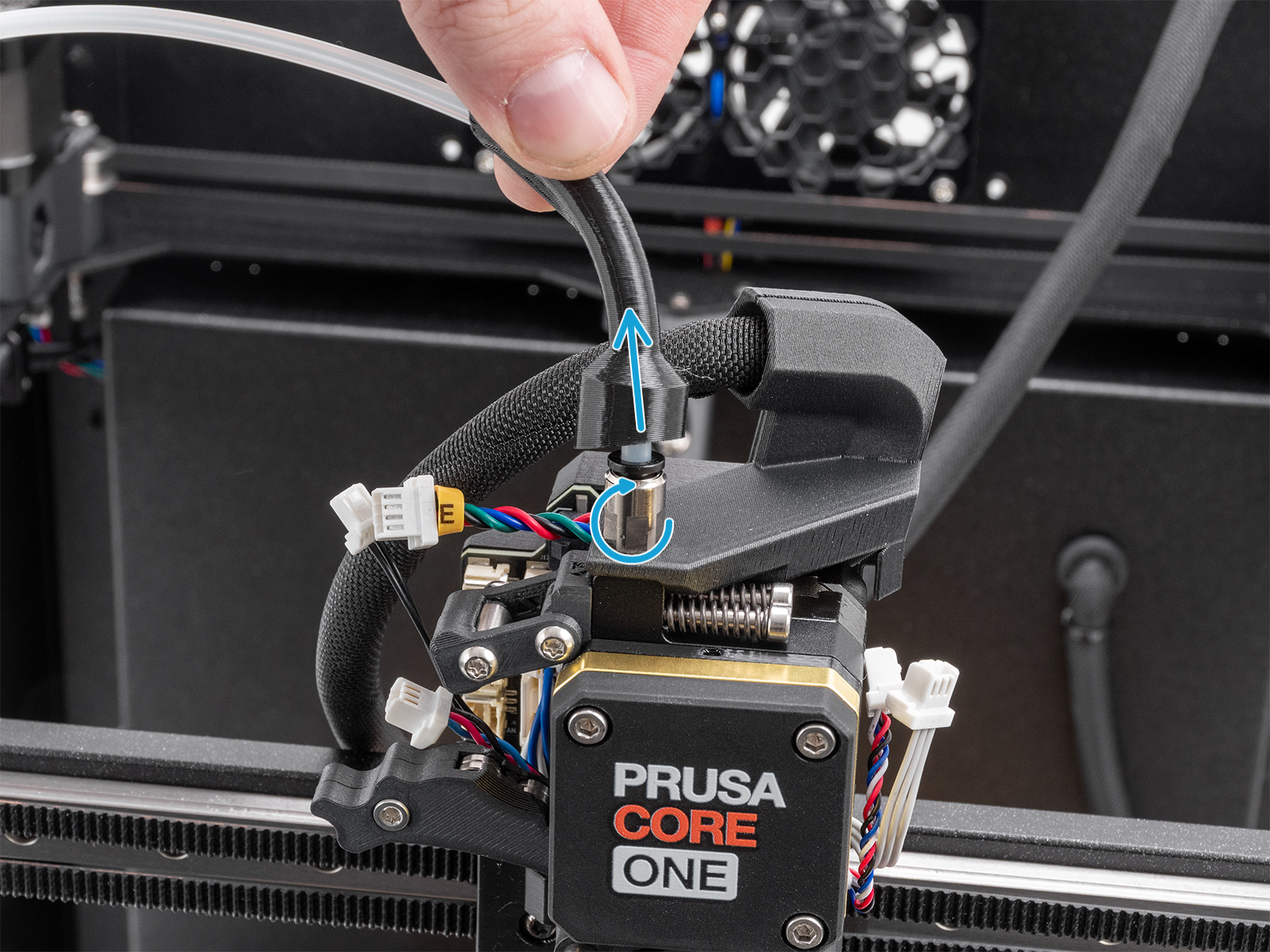
- Um an die Oberseite des Extruders zu gelangen, schieben Sie den Bowden-bend nach oben und schrauben Sie das Metallstück ab.
- Gehen Sie in das Druckermenü unter Einstellungen -> Filament Erkennung und schalten Sie die Filament Erkennung aus.
- Gehen Sie im Druckermenü auf Filament -> Filament laden -> PLA, und laden Sie das PLA Filament von oben in den Extruder.
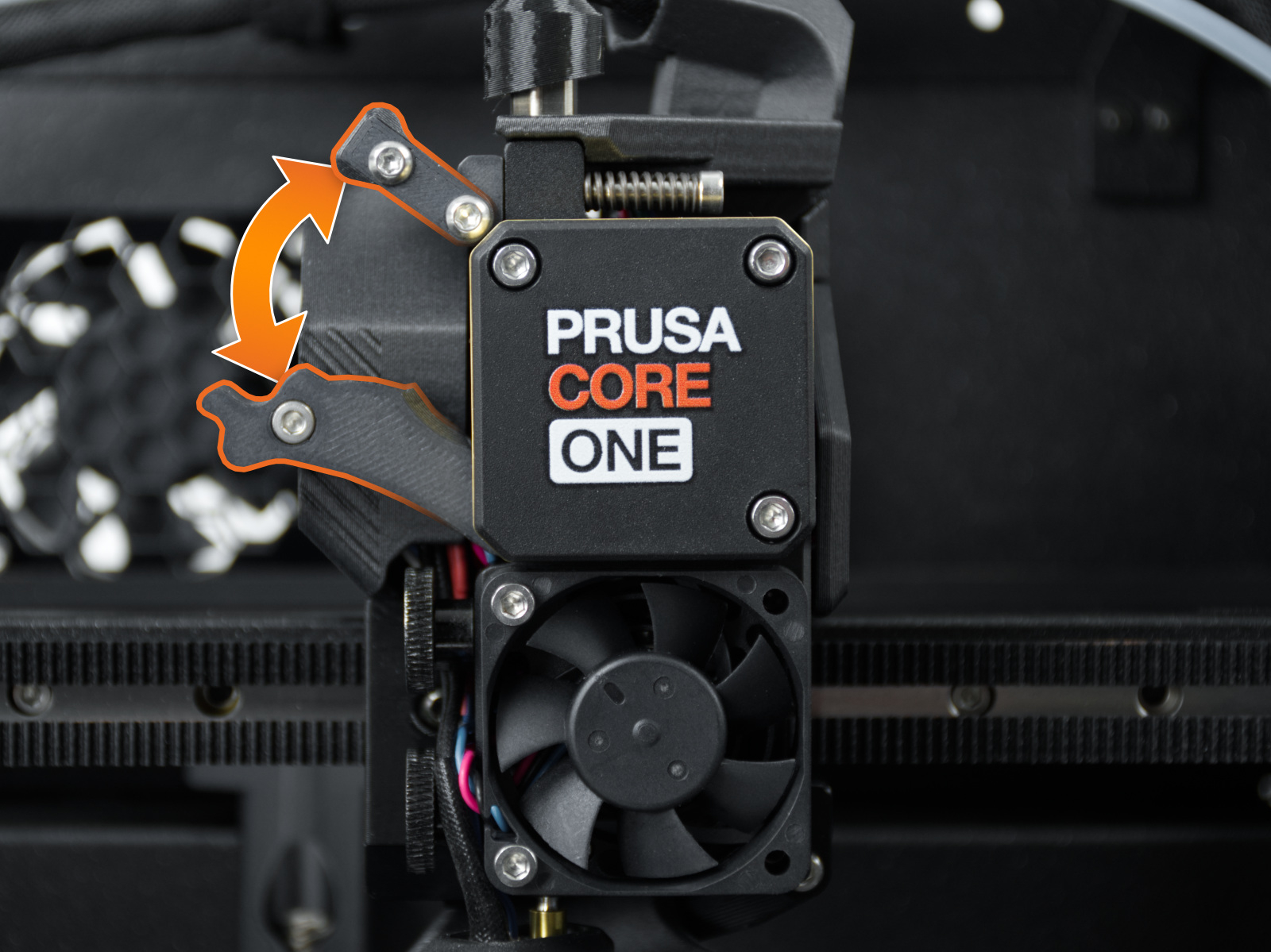
- Öffnen Sie den Idler-swivel (Drehgelenk).
- Gehen Sie zu LCD Menü -> Steuerung -> Temperatur -> Düsentemperatur und stellen Sie die Temperatur auf 270 °C ein.
- Sobald die Temperatur von 270 °C erreicht ist, drücken Sie das PLA Filament hinein, bis es aus der Düse austritt.
- Stoppen Sie das Aufheizen durch Drücken der Schaltfläche Abkühlen im LCD-Menü -> Steuerung -> Temperatur -> Abkühlen, oder durch Drücken der Reset-Taste.
- Schieben Sie das Filament manuell weiter nach unten, bis die Temperatur zu niedrig ist, um es zu schmelzen und herauszutreten (etwa 170 °C für PLA). Die Düse muss gefüllt sein, damit der Kaltzug erfolgreich ist. Es kann hilfreich sein, das Filament mit einer Zange zu fassen und es vorsichtig nach unten zu drücken.
- Extrudiertes Material unter der Düse abstreifen, damit später nichts den Zug behindert.
- Warten Sie, bis die Temperatur 100 °C erreicht hat. Sobald die Temperatur 100 °C erreicht hat, greifen Sie das Filament mit einer Zange und ziehen es langsam, aber stetig aus dem Extruder. Achten Sie darauf, dass Sie gerade nach oben ziehen, nicht seitwärts, sonst kann das Filament im Inneren brechen. Halten Sie den Extruder mit der anderen Hand fest.
- Hören Sie nicht auf, bis das Filament vollständig aus dem Extruder gezogen ist.
- Schließen Sie den Idler und den Idler-swivel.
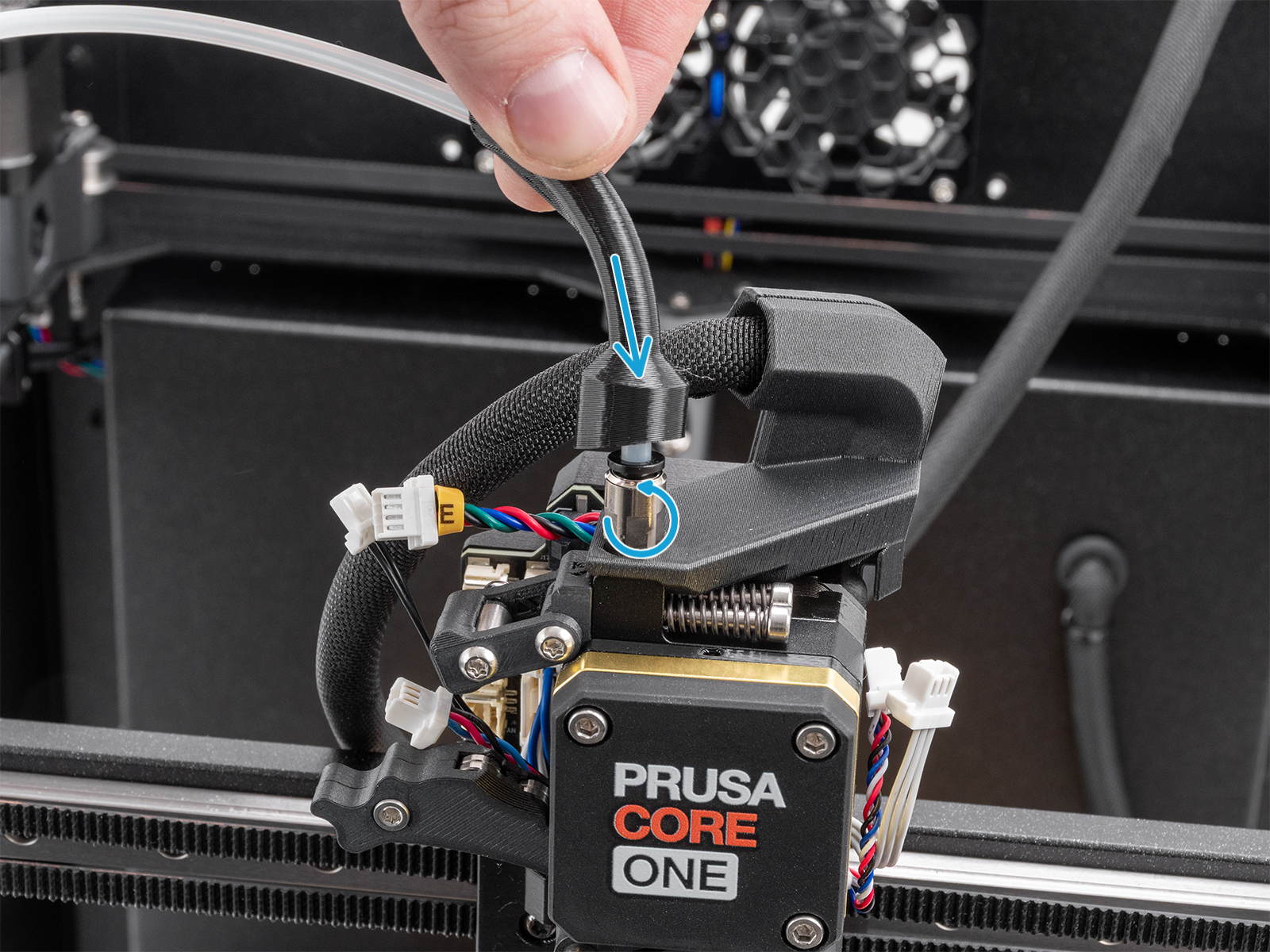
- Schrauben Sie den Metallbeschlag zurück und schieben Sie den Bowden-bend wieder nach unten.
Ergebnisse
An der Spitze des herausgezogenen Filaments sehen Sie möglicherweise Reste der zuvor verwendeten Materialien oder verbrannten Schmutz, der sich in der Düse abgesetzt hat (linkes Bild). Möglicherweise müssen Sie diesen Vorgang mehrmals wiederholen, bis das Filament sauber herauskommt.
War dieser Artikel hilfreich?
Diese Aktion ist nur für registrierte Benutzer verfügbar. Bitte anmelden.