Co je ironing a jak to funguje?
Proces Ironing vyhladí rovný horní povrch tištěných objektů tím, že ve stejné výšce vytiskne speciální tenkou vrstvu výplně (infill).
Tryska pohybující se po právě vytištěné vrchní vrstvě vyhladí všechny kousky plastu, které by mohly být zvlněné. Tryska také vytlačí malé množství filamentu, aby vyplnila mezery v horním povrchu tištěného objektu. Mezera mezi jednotlivými linkami ironingu je zlomek šířky trysky. To znamená, že tryska přejde několikrát přes stejné místo. Úhel u Ironingu je konstantních 45° vzhledem k linii horní vrstvy, protože tento směr poskytuje nejlepší výsledky.

Nevýhody
Hlavní nevýhodou je prodloužená doba tisku, protože druhá fáze horní výplně je prováděna s velmi malými mezerami mezi liniemi ironingu. V náhledu uvidíte i to, kolik času z celkové doby tisku bude ironing trvat.
Pokud provádíte ironing - vyhlazování na velké ploše, na některých tiskárnách se může stát, že může docházet k přenosu tepla, neboli heat creep, což vede k ucpání hotendu, jelikož vytlačování je během ironingu velmi malé a pomalé. Toto by mohl být problém především při tisku z PLA, kvůli jeho nízké tepelné odolnosti. Problémy to způsobuje především v létě, když jsou teploty vzduchu zvýšené.
Další nevýhodou je to, že rohy objektů můžou být trochu rozmazané nebo méně ostré. Nástroj ironing je stvořen pro malé vytlačování, ale tryska má fyzicky stále stejnou velikost, takže může přes okraj "přetéct" trochu plastu.
Kdy použít ironing
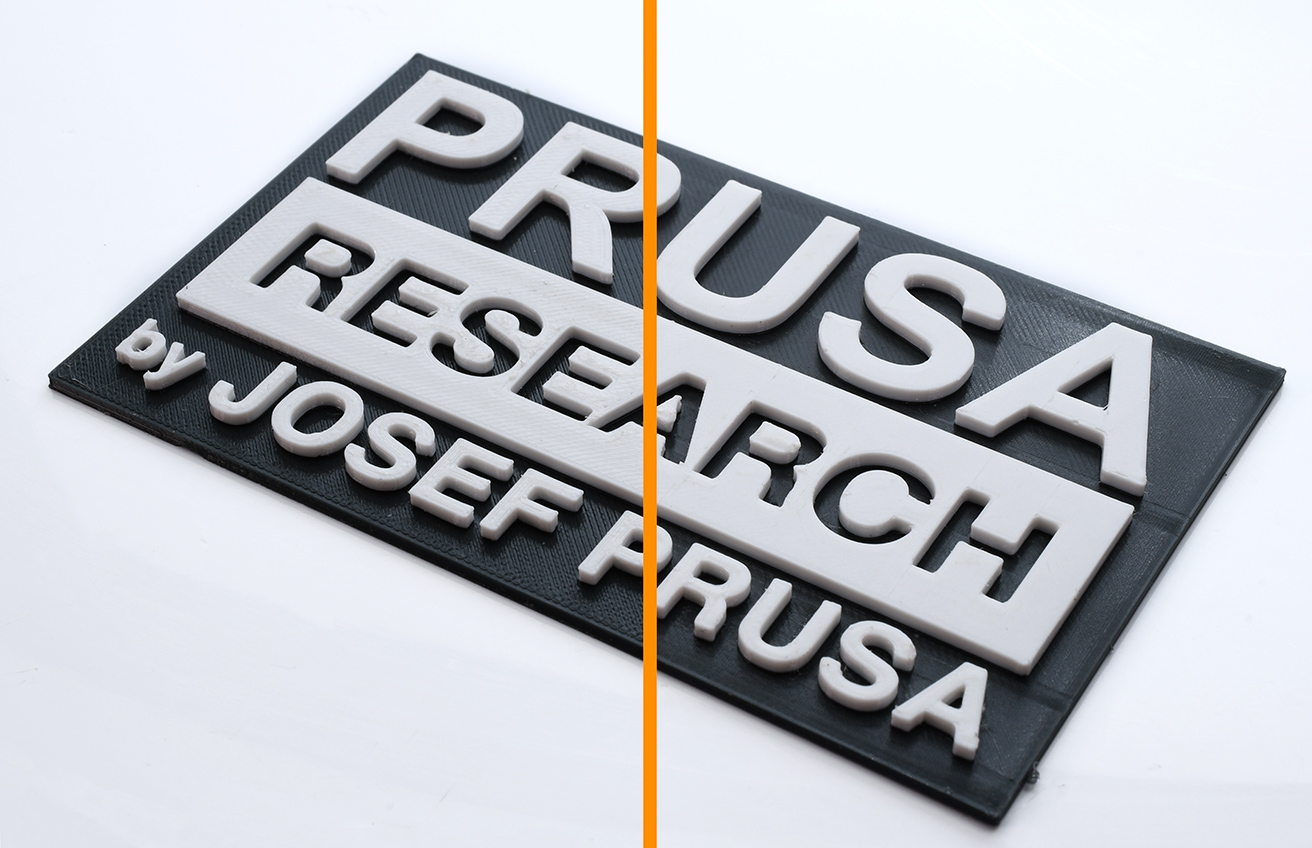
Ironing je vhodný pro výtisky s plochým horním povrchem, jako mohou být například odznaky, loga, visačky, krabičky, víka, atd.
Ironing může být také užitečný, když slepujete dva díly k sobě a potřebujete, aby byly povrchy co nejrovnější, aby byla minimalizovaná případná mezera mezi slepovanými díly.
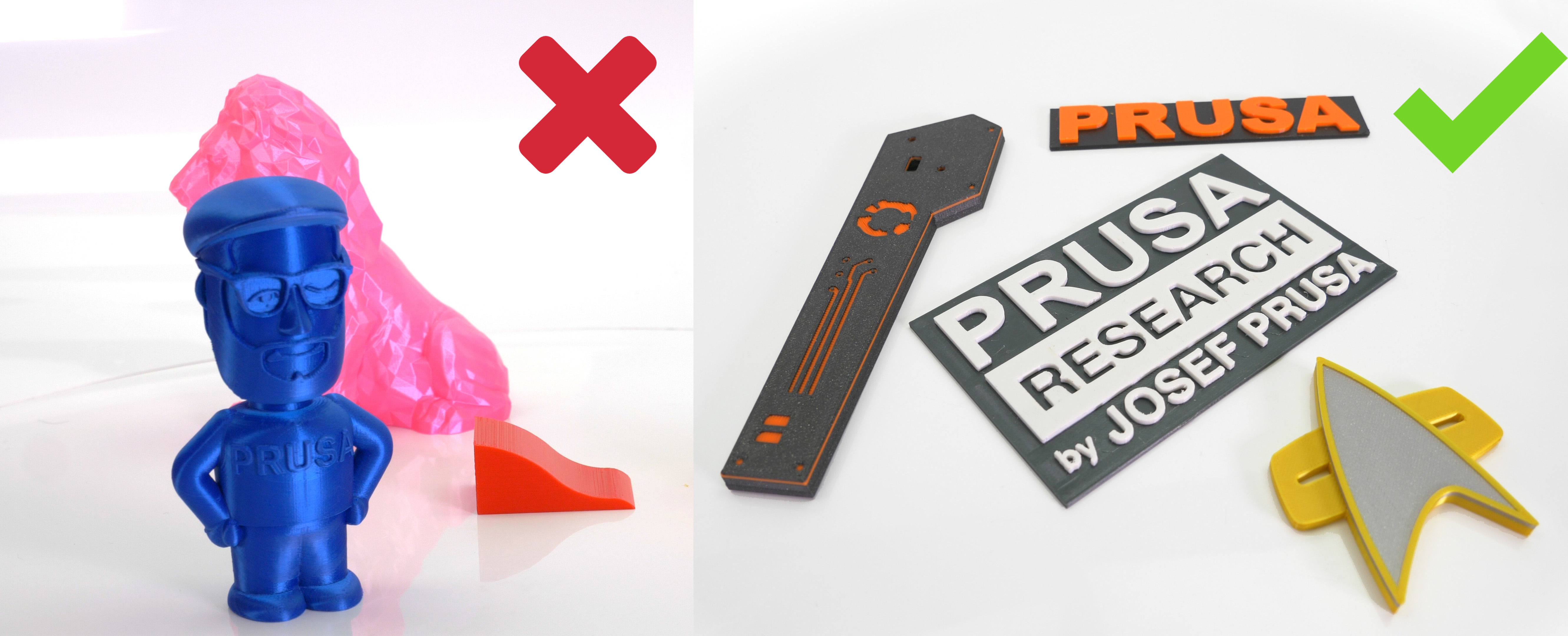
Nástroj Ironing se obecně nehodí pro kulaté objekty, figurky či různé organické tvary. Není to také vhodné pro objekty, které sice mají rovný povrch, ale ten není zarovnán rovnoměrně s vyhřívanou podložkou. Na tisk takových modelů sice nebude mít ironing žádný negativní vliv, ale poměrně zbytečně to prodlouží dobu tisku.

Jak povolit ironing pro všechny modely
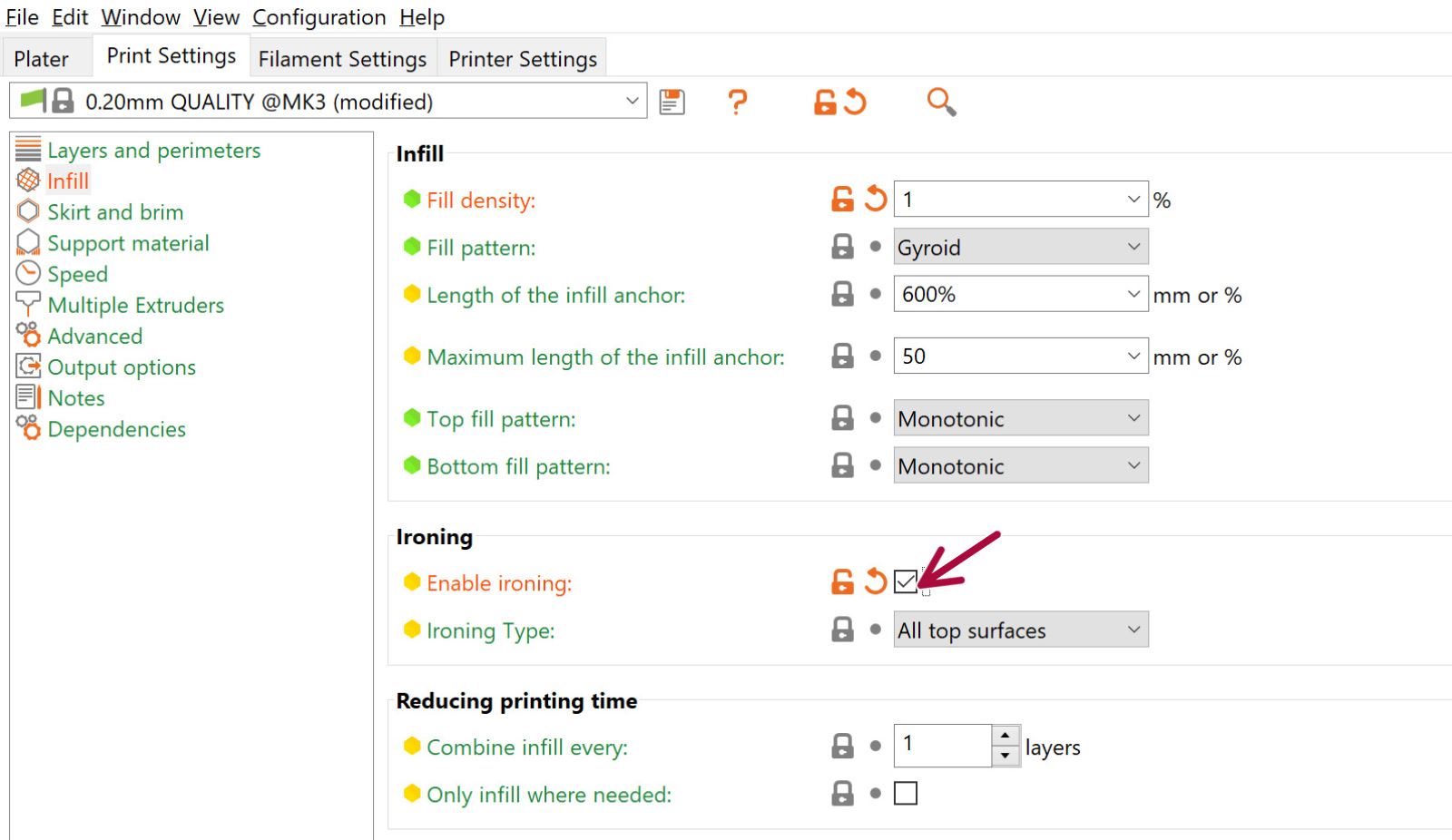
Nástroj ironing není k dispozici v Jednoduchém módu, přepněte PrusaSlicer do režimu Pokročilý nebo Expert.
Poté přejděte do nabídky Nastavení tisku - Výplň - Ironing - Zapnout ironing.
Jak aktivovat ironing pro konkrétní vybraný model
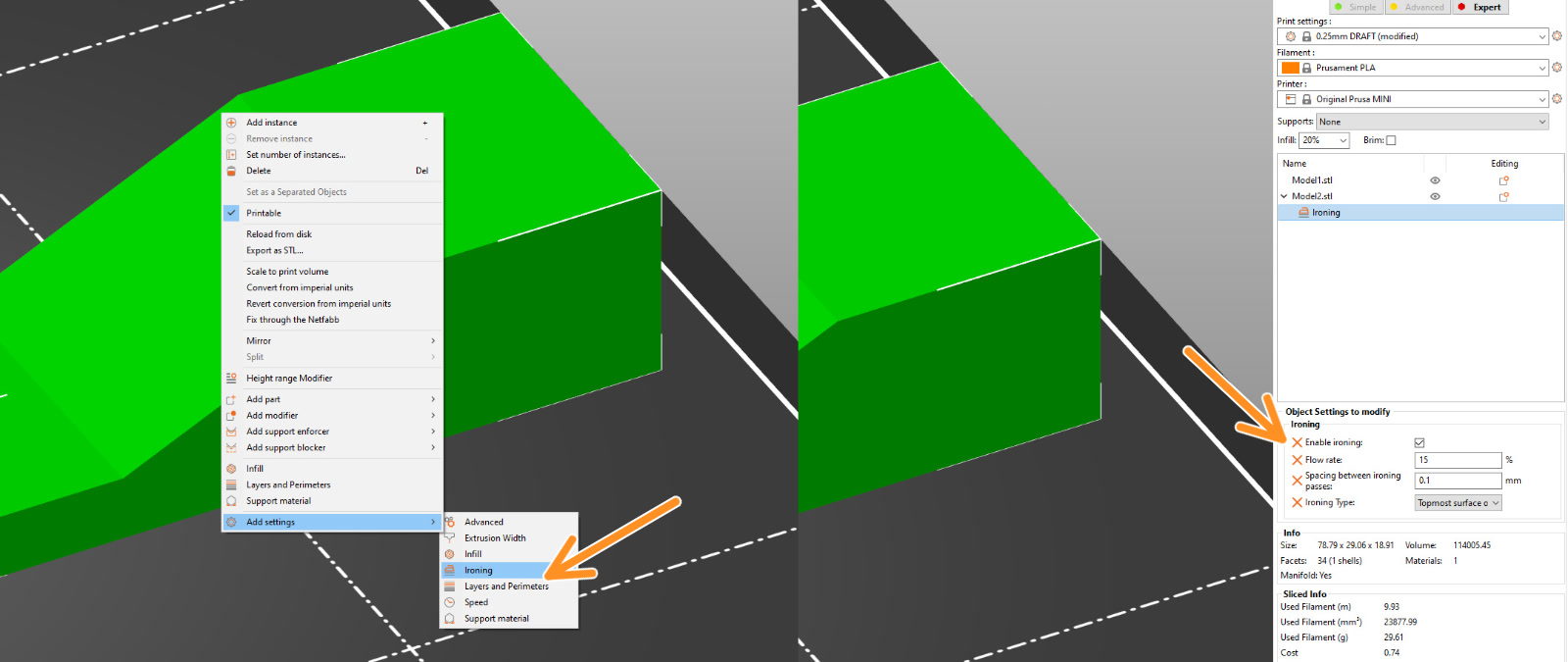
Pokud chcete povolit ironing pouze pro jeden model, musíte zapnout režim "Expert". Klikněte pravým tlačítkem myši na model a z nabídky vyberte možnost Přidat nastavení - Ironing . Zvolte možnost Zapnout ironing, volitelně můžete změnit i ostatní parametry, aby vyhovovaly konkrétním modelům. Možnosti najdete na pravém panelu.
Pokud máte více Instancí stejného modelu na plátu a chcete povolit ironing pouze pro jeden z nich, musíte ji nejprve oddělit od skupiny. Klikněte na model pravým tlačítkem myši a z kontextové nabídky vyberte možnost Nastavit jako samostatný model . V opačném případě bude ironing použit na všechny modely, protože mají stejné nastavení.
Modifikátory - jak povolit ironing pouze na vybraných plochách
Můžete použít modifikátory výškového rozsahu nebo Modifikátory tvaru, které umožňují ironing pouze vybrané části modelu (v režimu "Expert").
Modifikátor Výškového rozsahu
Jelikož ironing funguje jen na rovné plochy, má smysl používat modifikátory výškového rozsahu k určení intervalu svislé osy pro tuto funkci.
- Klikněte pravým tlačítkem myši na model a vyberte možnost Modifikátor výškového rozsahu.
- Zadejte, v jaké výšce má začít a skončit výškový rozsah v pravém panelu
- Klikněte pravým tlačítkem myši na ozubené kolečko vedle polí pro rozsah výšky v pravém podokně
- Vyberte možnost Přidat nastavení - Ironing
- Zaškrtněte políčko "Zapnout ironing" - na pravém panelu se objeví možnost zvolit ironing pouze pro oblast v tomto rozsahu.
Modifikátory tvaru
- Klikněte pravým tlačítkem myši na model a vyberte možnost Přidat modifikátor.
- Můžete použít základní tvary (kostka, válec) nebo vybrat možnost Načíst... a importovat vlastní tvar
- Nastavte modifikátor tak, aby překrýval požadovanou část modelu
- Klikněte pravým tlačítkem myši na ozubené kolečko vedle polí pro rozsah výšek v pravém podokně
- Vyberte Přidat nastavení - Ironing
- Zaškrtněte možnost Zapnout Ironing, a nyní můžete zapnout ironing pouze pro tuto část v pravém panelu
Způsob vyhlazování
Všechny horní povrchy
Tryska vyhladí horní vrstvu každého horního povrchu (poslední vrstvu každé rovné plochy).
Pouze nejvrchnější vrstva
Vyhlazena bude pouze poslední vrstva modelu. To znamená, že v případě reliefního textu (orientovaného rovnoběžně k vyhřívané podložce) bude vyhlazena pouze vrchní část písmen, ale ne mezery mezi písmeny.
Všechny plné povrchy
Tato možnost zatím nefunguje tak, jak bychom si přáli.
Každá tištěná vrstva bude vyhlazena. Jedná se o experimentální funkci určenou k vytváření průhledných modelů se 100% výplní.
Průtok
Procento průtoku vzhledem k normální výšce vrstvy objektu.
Mezery mezi žehlícími tahy
Vzdálenost mezi žehlícími tahy. Tato hodnota by měla být menší než průměr trysky, aby mohla několikrát projít každým bodem vrstvy.
Rychlost
Tato možnost není spojena s ostatními parametry nastavení ironingu. Najdete ji v nabídce Nastavení tisku - Rychlost - Ironing. S touto možností můžete experimentovat, ale obecně platí, že nejlepší jsou nižší rychlosti.
Kalibrace
Přesná kalibrace extruderu má velmi velký vliv na proces vyhlazování (Ironing). Příliš malý průtok zanechá lesklé prohlubně, které budou viditelné na horní vrstvě. Pokud je ho příliš mnoho, přebytečný plast se protáhne tryskou přes vrstvu až k okraji tisku. Kalibrace je tedy otázkou pokusu a omylu. Pro dosažení nejlepších výsledků můžete experimentovat se všemi parametry, tj. s průtokem, mezerami mezi žehlícími tahy i s rychlostí.
Různé materiály
Pokud jde o nastavení, ta se u jednotlivých materiálů nijak zvlášť neliší. S některými filamenty však ironing přeci jen funguje lépe.
PLA jde vyhladit velice pěkně, ale je náchylný k přenosu tepla (v závislosti na tiskárně a okolní teplotě).
PETG se vyhlazuje dobře, ale hrozí riziko, že se na trysce bude hromadit přebytečný materiál. Může se na jeho povrchu hromadit, přehřátím tmavnout a ulpívat na tisku. Totéž platí pro pružné materiály - FLEX, ale u nich je efekt ještě silnější.
ASA se vyhlazuje neuvěřitelně dobře a vytváří mimořádně hladké povrchy.
Zkoušeli jsme také ironing na WOOD FILL filamentu (filament s příměsí dřeva), ale nedosáhli jsme příliš dobrých výsledků. Možná však máte jinou zkušenost.
Historie
S nápadem o vyhlazování výtisků - Ironingu přišel poprvé uživatel "Neotko" na komunitním fóru Ultimakeru. Společnost Neotko vyvinula technologii "Neosanding" - vyhlazení horních ploch v programu Simplify3D druhým průchodem kompaktní výplně ve stejné výšce, s nulovou nebo minimální rychlostí extruze, kolmo na první průchod. "Neosanding" byla později implementována společností Ultimaker do jejich Cura sliceru. Kisslicer zavedl ironing s drobnou změnou: druhý průchod není kolmý na první, ale svírá úhel 45 stupňů. To dává lepší výsledek, jak si ověřil autor Kissliceru Jonathan. V PrusaSliceru jsme implementovali "Neosanding" vyvinutý společností Neotko pod úhlem 45 stupňů, stejně jako v Kissliceru.
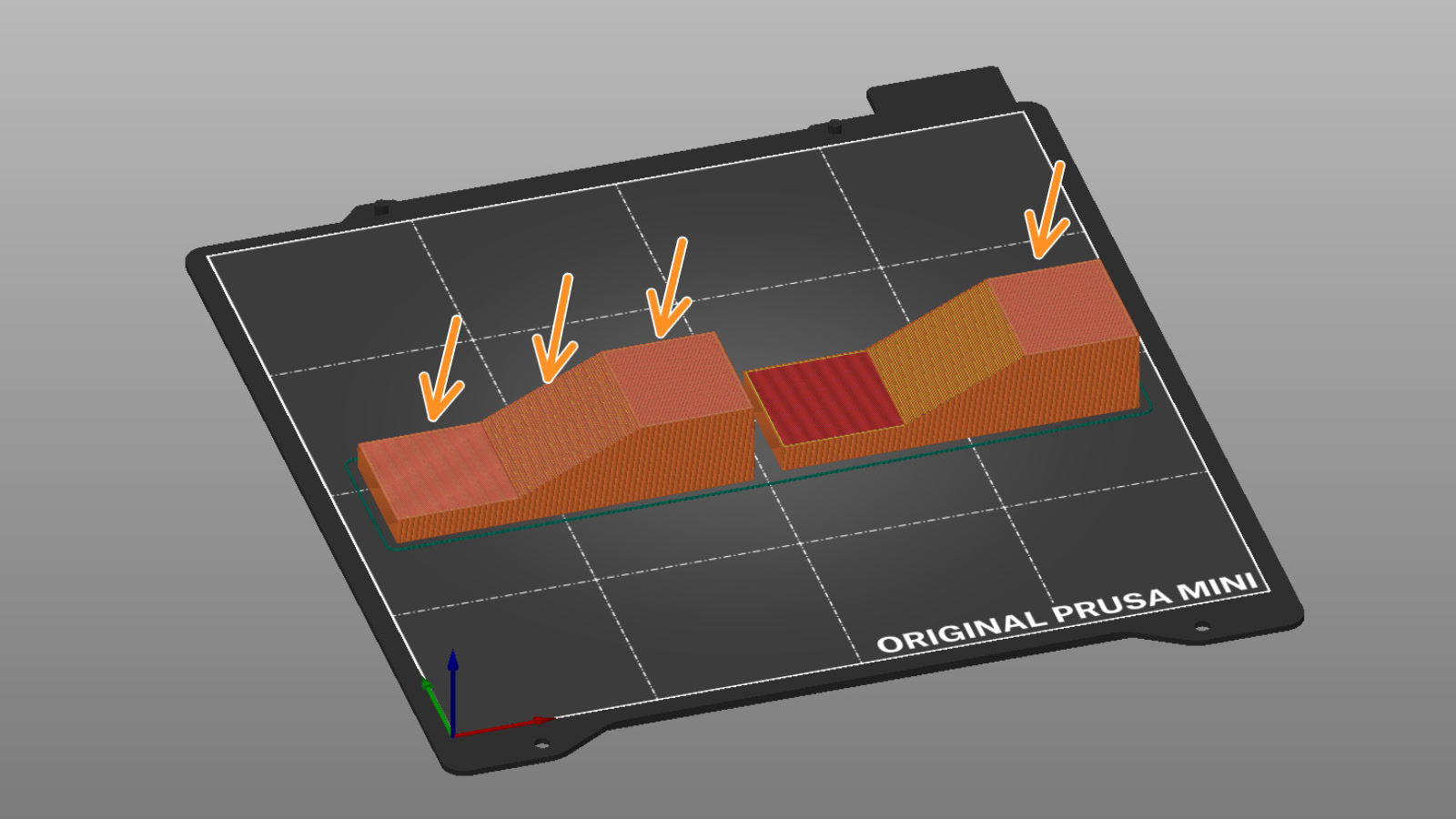
Na pravé krychli vidíte přechod ironingu
1 komentář