Podpory mogą być trudne do usunięcia i mogą pozostawiać niedoskonałości powierzchni na warstwach drukowanych nad nimi. W zależności od kształtu modelu, istnieje również ryzyko jego uszkodzenia podczas ich odrywania. Niektóre kształty będą wręcz niemożliwe do wydrukowania w jednej części przy użyciu technologii FFF.
Original Prusa MMU3, MMU2S oraz XL w wersji multi-tool daje możliwość używania materiałów rozpuszczalnych do drukowania podpór, np. PVA+ i BVOH. Możesz użyć ich do drukowania tylko warstw łączących podpory z modelem (interfejsowych). Drukowanie materiałami rozpuszczalnymi może być jednak dość wymagające i wymaga wzięcia pod uwagę kilku kwestii. Polecamy to bardziej zaawansowanym użytkownikom.
Którego materiału użyć
Pierwszą kwestią do rozważanie jest rodzaj materiału głównego i podporowego, ponieważ muszą one mieć podobne temperatury topnienia/drukowania. PVA+ i BVOH są podobne pod wieloma względami, jednak BVOH jest zdecydowanie lepszym wyborem (ale również droższym). Jest sztywniejszy i drukuje się łatwiej, niż PVA+. Dlatego lepiej nadaje się do łączenia z PETG.
W połączeniu z PETG możesz używać praktycznie tylko BVOH. Przy PLA masz do wyboru PVA+ i BVOH.
Konfiguracja slicera
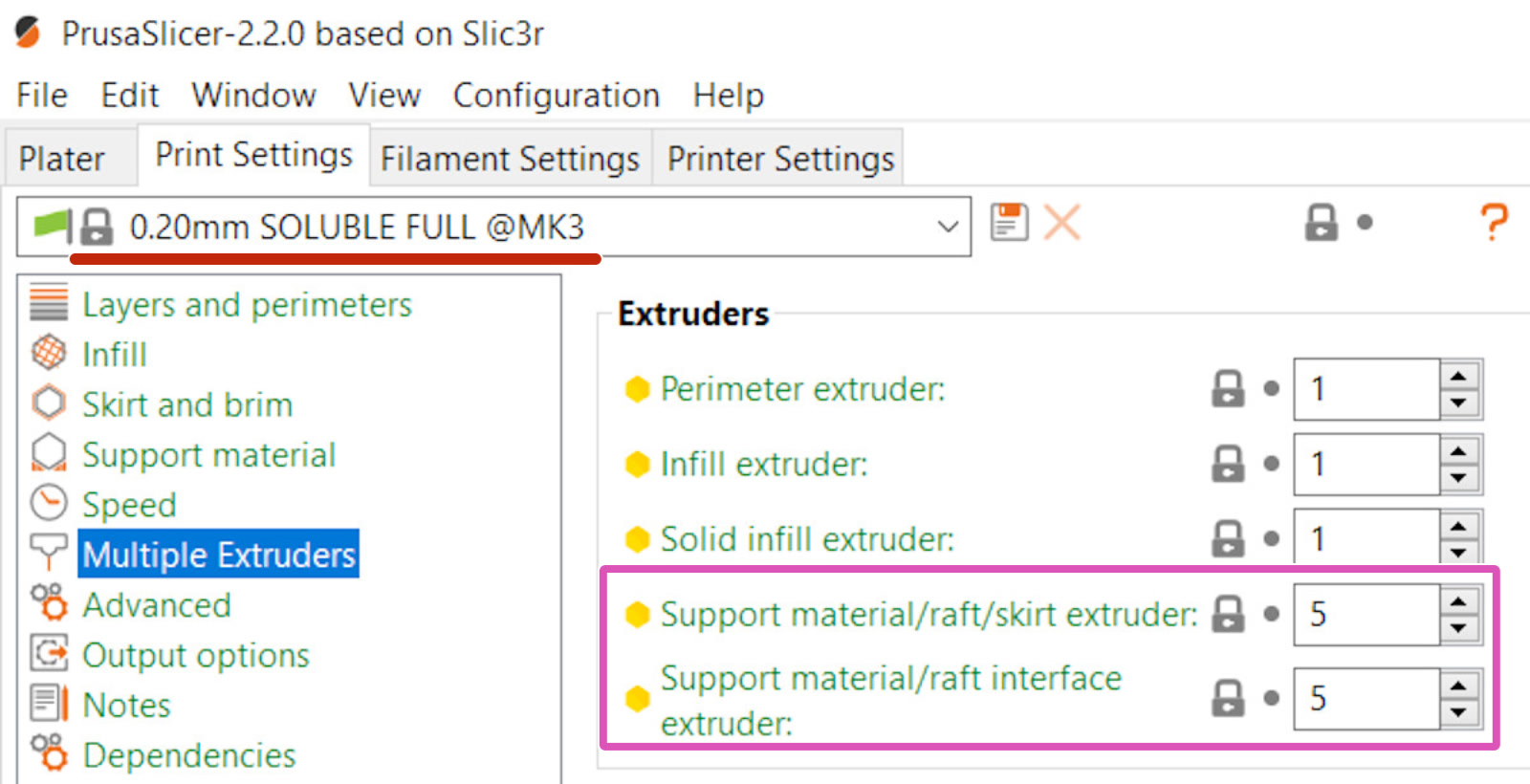
PrusaSlicer ma specjalne opcje do drukowania materiału rozpuszczalnego. Po wybraniu profilu drukarki Original Prusa MMU3, MMU2S lub XL multi-tool, w sekcji 'Ustawienia druku' znajdziesz nowe ustawienia. Dla warstw o wysokości 0,15 mm i 0,2 mm masz do wyboru dodatkowe profile SOLUBLE FULL ("rozpuszczalne pełne") oraz SOLUBLE INTERFACE ("rozpuszczalne łączące").
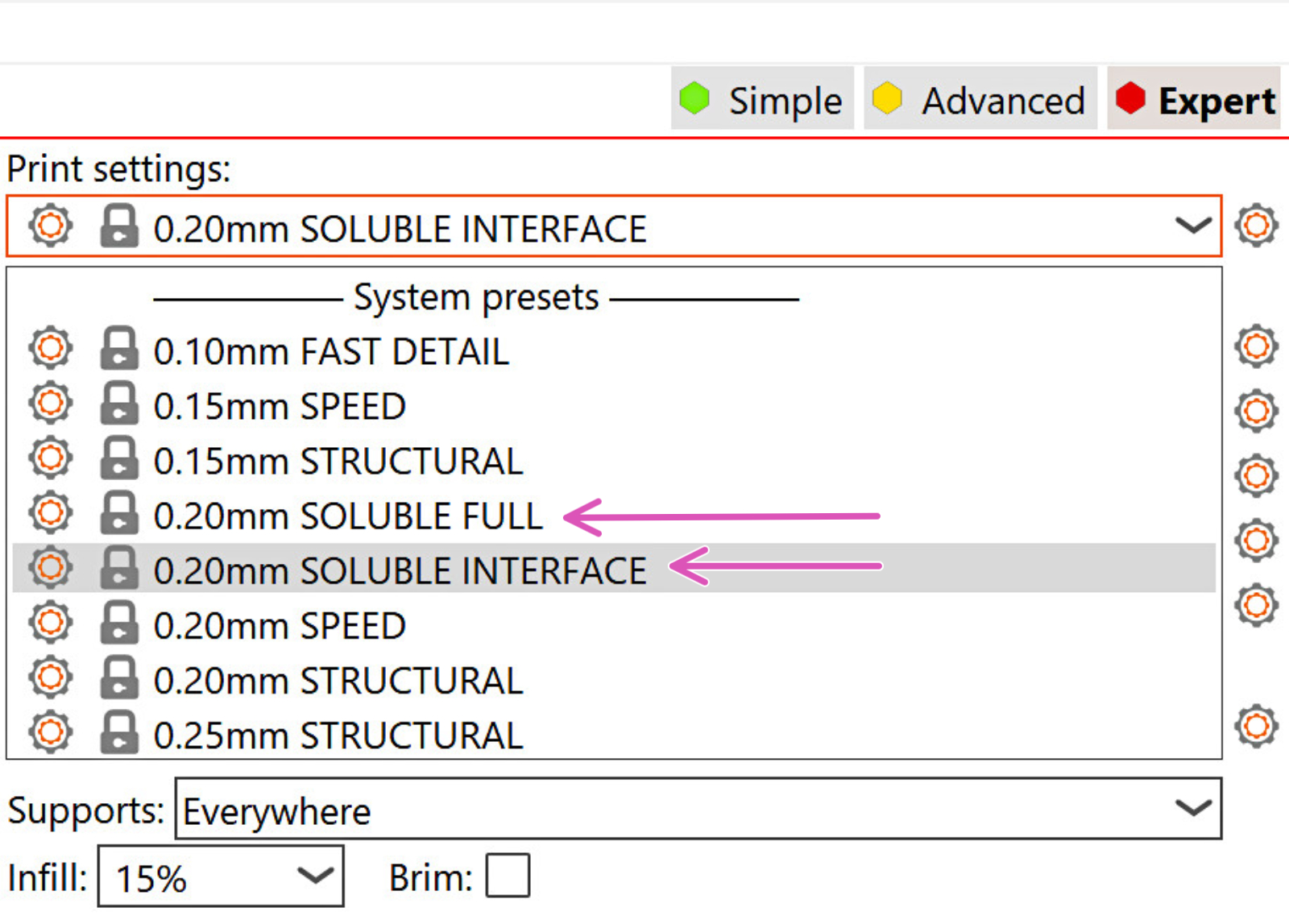
SOLUBLE FULL
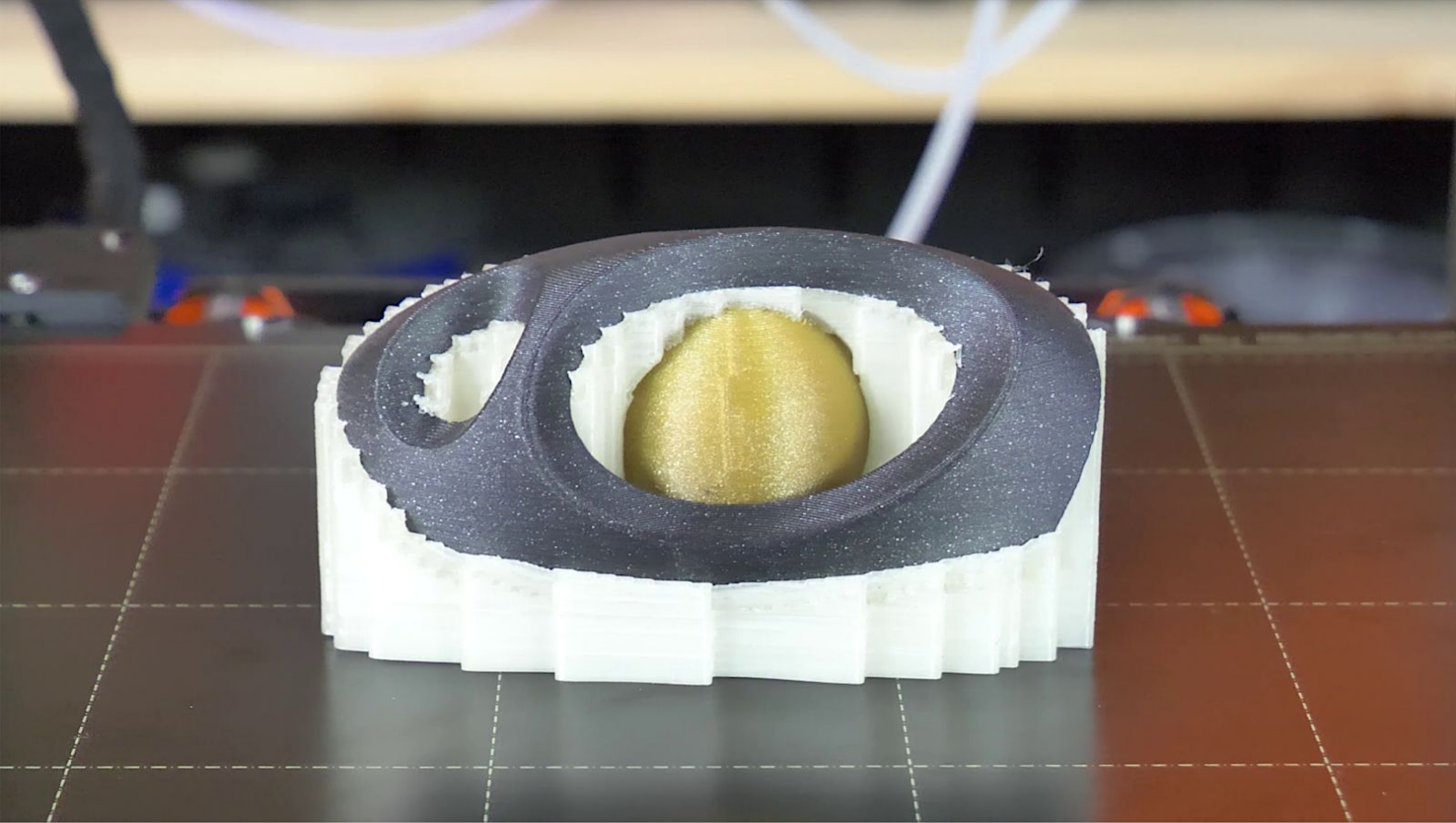
Przy tej opcji całe podpory zostaną wydrukowane z materiału rozpuszczalnego (ilustracja z lewej). Jest zalecana tylko przy bardzo skomplikowanych kształtach, wymagających podpór wewnętrznych. PVA+ i BVOH słabo przylegają zarówno do gładkiej płyty z PEI, jak i do płyty teksturowanej, ale dobrze do PLA i PETG. Jeśli drukujesz coś z podporami zaczynającymi sią na stole, użyj profilu SOLUBLE INTERFACE.
SOLUBLE INTERFACE
Przy tej opcji materiał rozpuszczalny zostanie użyty do drukowania tylko gęstszych warstw łączących struktury podporowe z głównym modelem (ilustracja z prawej). Pozwala to drukować struktury podporowe z materiału głównego, a rozpuszczalny zostawić tylko tam, gdzie jest na prawdę potrzebny. Pozwoli oszczędzić filament, który jest znacznie droższy od PLA czy PETG. Jeśli Twój wydruk wymaga wielu podpór zaczynających się na stole, taka konfiguracja sprawdzi się najlepiej.
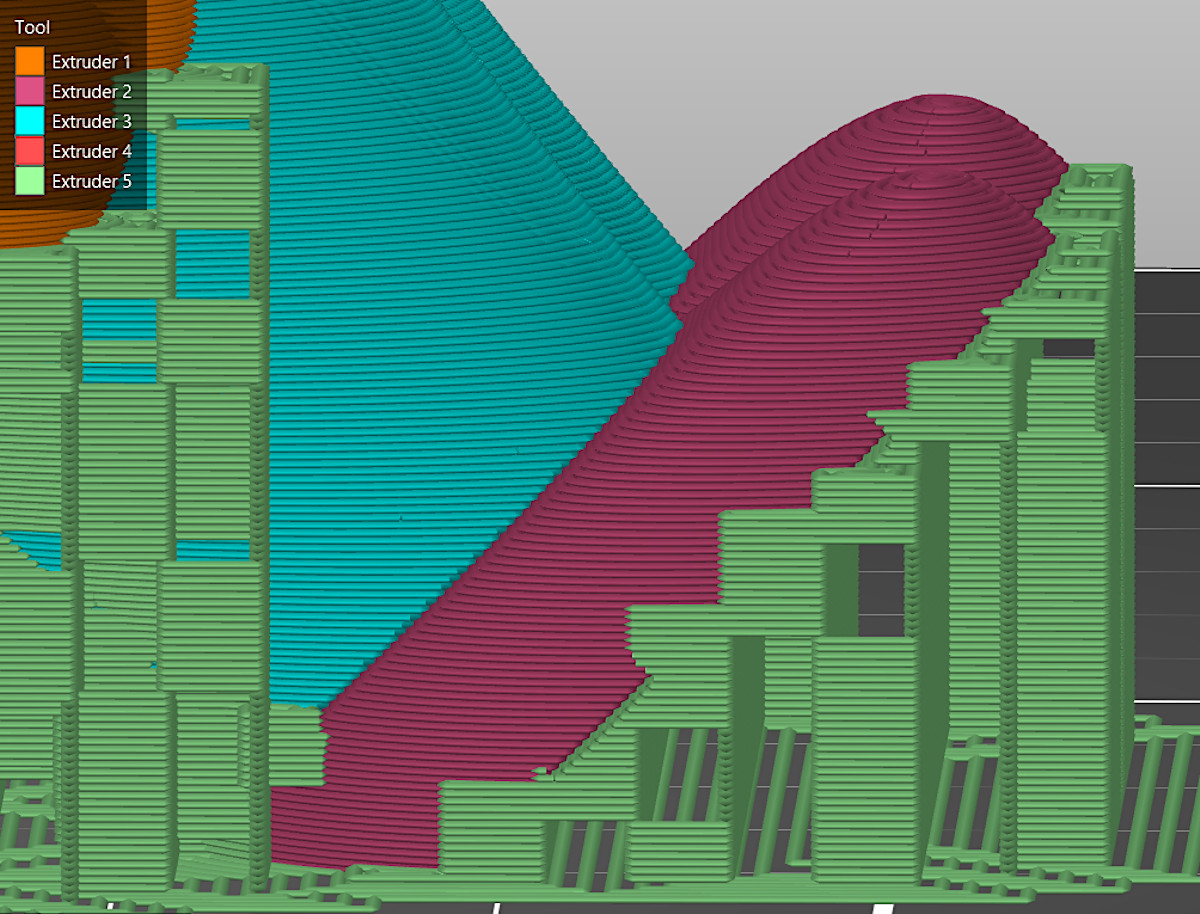 | 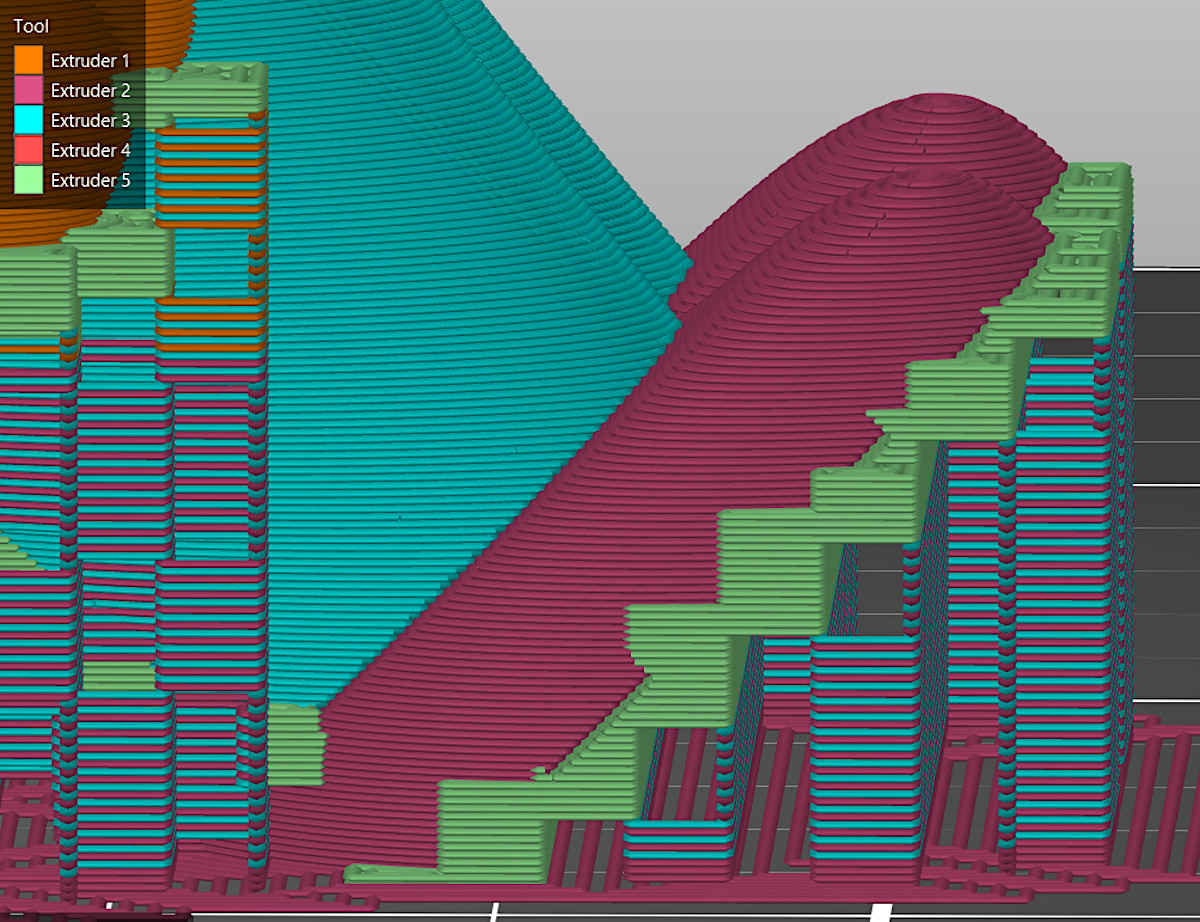 |
| SOLUBLE FULL - zielony filament to BVOH | SOLUBLE INTERFACE - zielony filament to BVOH |
Domyślne narzędzie
PrusaSlicer ani drukarka nie wykryje automatycznie materiału rozpuszczalnego.
Dla MMU2S/MMU3 domyślnie w PrusaSlicerze filament rozpuszczalny (pełny lub interfejsowy) zostanie przypisany do filamentu (narzędzia) numer 5. W przypadku XL, PrusaSlicer domyślnie przypisze filament rozpuszczalny (pełny lub interfejsowy) do narzędzia nr 2. Możesz to zmienić na dowolny inny, wybierając dowolną pozycję między 1 a 5, w zależności gdzie znajduje się filament
Ustawienie wartości na 0 powoduje użycie dostępnego narzędzia, które jest używane jako ostatnie na tej warstwie.
 | 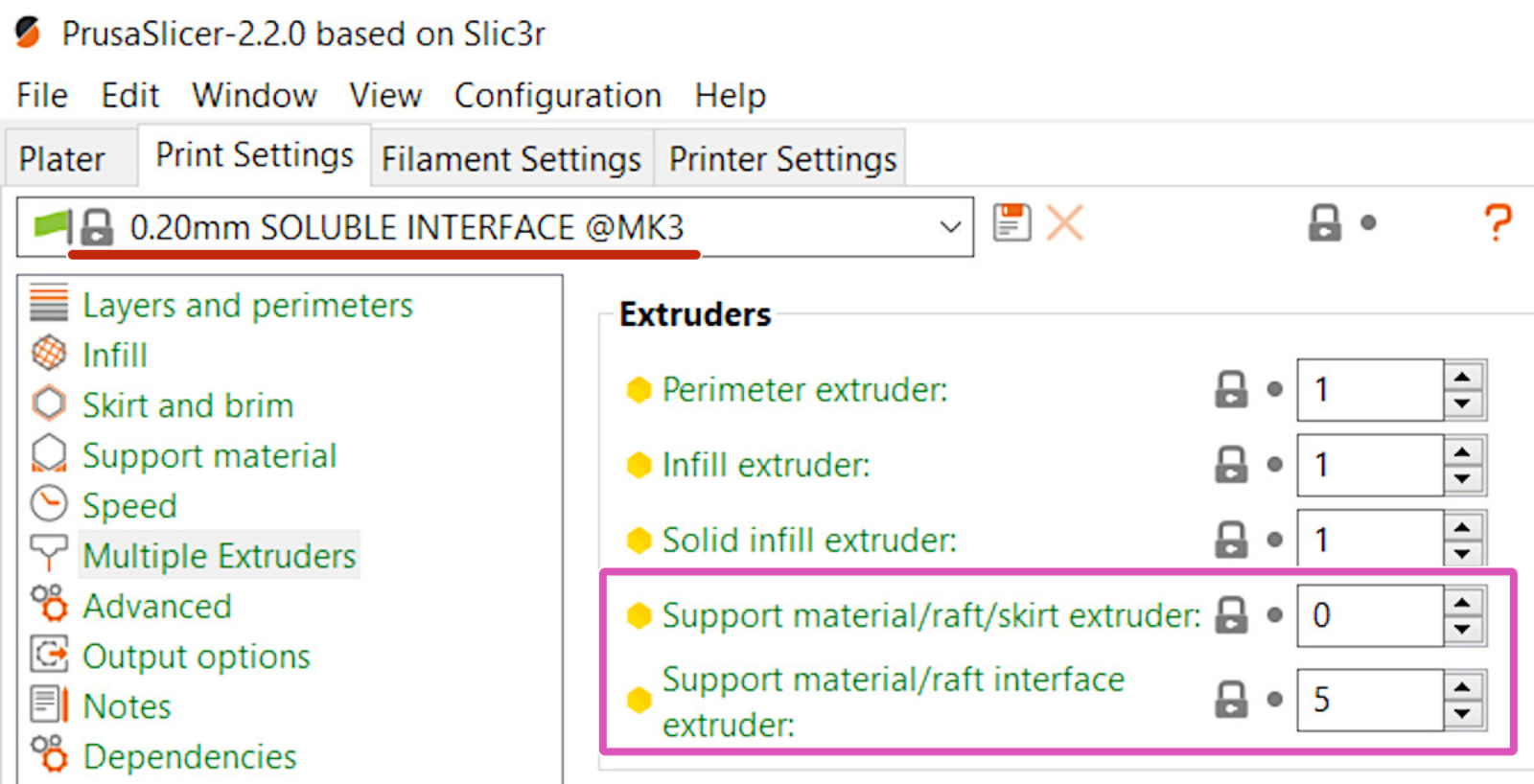 |
'Ekstruder dla podpór/tratwy/skirtu: 0' spowoduje użycie dowolnego filamentu, który jest załadowany do ekstrudera.
Objętości czyszczenia (MMU3, MMU2S)
Domyślnie ustawione jest 140 mm³ przy zmianie filamentu (sumarycznie dla ładowania i rozładowania). Używając materiałów rozpuszczalnych zalecamy co najmniej 200-240 mm³. Jeśli w wydrukach widzisz jakieś pozostałości materiałów, które nie powinny znajdować się w tym miejscu, zwiększ objętość czyszczenia. Minimum 240 mm³ może być wymagane przy zmianie z PVA+/BVOH.
Dostęp do parametrów czyszczenia znajdziesz pod przyciskiem Objętości czyszczenia... Aby móc modyfikować te wartości, wybierz 'Użyj niestandardowych ustawień specyficznych dla projektu'.

Konfiguracja MMU2S/MMU3 z MK3S/+
Kluczowe jest przeprowadzenie jak najdokładniejszej kalibracji czujnika IR. Właściwości PVA+ i BVOH sprawiają, że łatwo odkształcają się pod wpływem docisku ekstrudera.
Właściwości te sprawiają również, że na końcówce będzie formować się nitka, co jest nieuniknione, więc ważne jest, aby mieć na nią oko i być gotowym na obcięcie jej podczas drukowania głównym materiałem.
Różnica maksymalnego natężenia przepływu: PLA może przepływać z natężeniem 15 mm³/s, podczas gdy dla PVA+ i BVOH to maksimum 4 mm³/s. Zwiększa to ilość czasu koniecznego na ukończenie wydruku.
Rozpuszczanie i usuwanie podpór
Po zakończeniu drukowania, ale przed usunięciem podpór, zanurz całość w ciepłej wodzie (o temperaturze maksimum 45°C) i zostaw na kilka godzin lub nawet całą noc. Po takim namoczeniu podpory powinny odejść dość łatwo, chociaż może być konieczne użycie jakichś narzędzi, w zależności od kształtu modelu. Może Ci również pomóc odcięcie tylu podpór, ile te możliwe, przed rozpuszczeniem.
Po usunięciu podpór zamocz wydruk w ciepłej wodzie na kolejne 10-20 minut i wyczyść szczoteczką, aby pozbyć się wszelkich pozostałości PVA+/BVOH. Idealnym narzędziem może być twarda szczoteczka do zębów.
Jeśli nie rozpuszczasz kilku kilogramów PVA/BVOH dziennie, możesz wylać roztwór do kanalizacji.
Przechowywanie i obsługa filamentów rozpuszczalnych
Jak można się spodziewać, BVOH i PVA są bardzo higroskopijne (z łatwością chłoną wilgoć z otoczenia) i powinny być chronione przed nią najlepiej, jak to możliwe - nie powinny być wystawione na jej działanie. Od razu po użyciu muszą być włożone z powrotem do szczelnego worka, zawsze z osuszaczem (np. z przynajmniej jednym woreczkiem żelu krzemionkowego). W innym przypadku, ulegnie degradacji w przeciągu kilku miesięcy i będzie mięknąć w znacznie niższych temperaturach, powodując problemy już w fazie ładowania filamentu.
Filament, który uległ degradacji będzie szybko powodował problemy podczas ładowania i rozładowywania oraz będzie prowadził do zatykania hotendu. Najlepszą metodą jest wydrukowanie specjalnego pojemnika ("dryboxa") i przechowywanie w nim filamentu.