⬢Questa guida descrive la sostituzione del dissipatore su Original Prusa XL multi-tool.
Le seguenti istruzioni sono destinate solo a XL multi-tool, anche se la maggior parte dei passaggi sono comuni. Una versione per un solo utensile verrà offerta in un secondo momento.
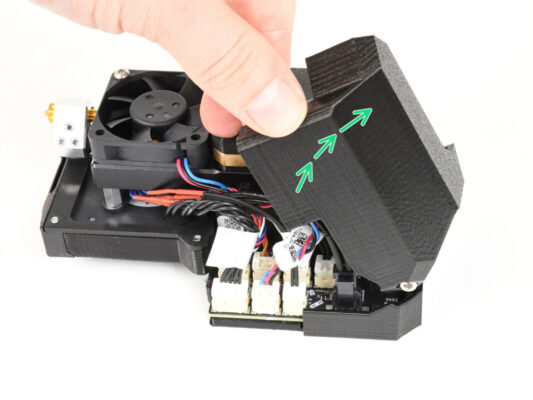
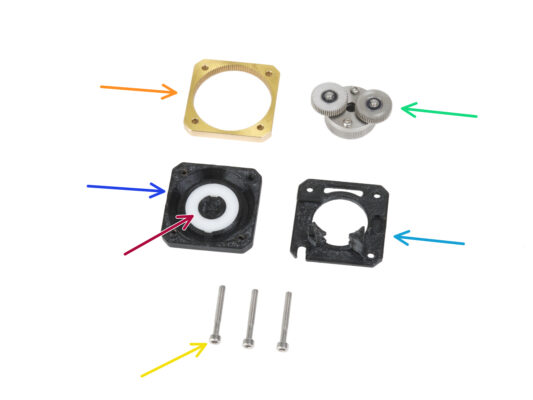
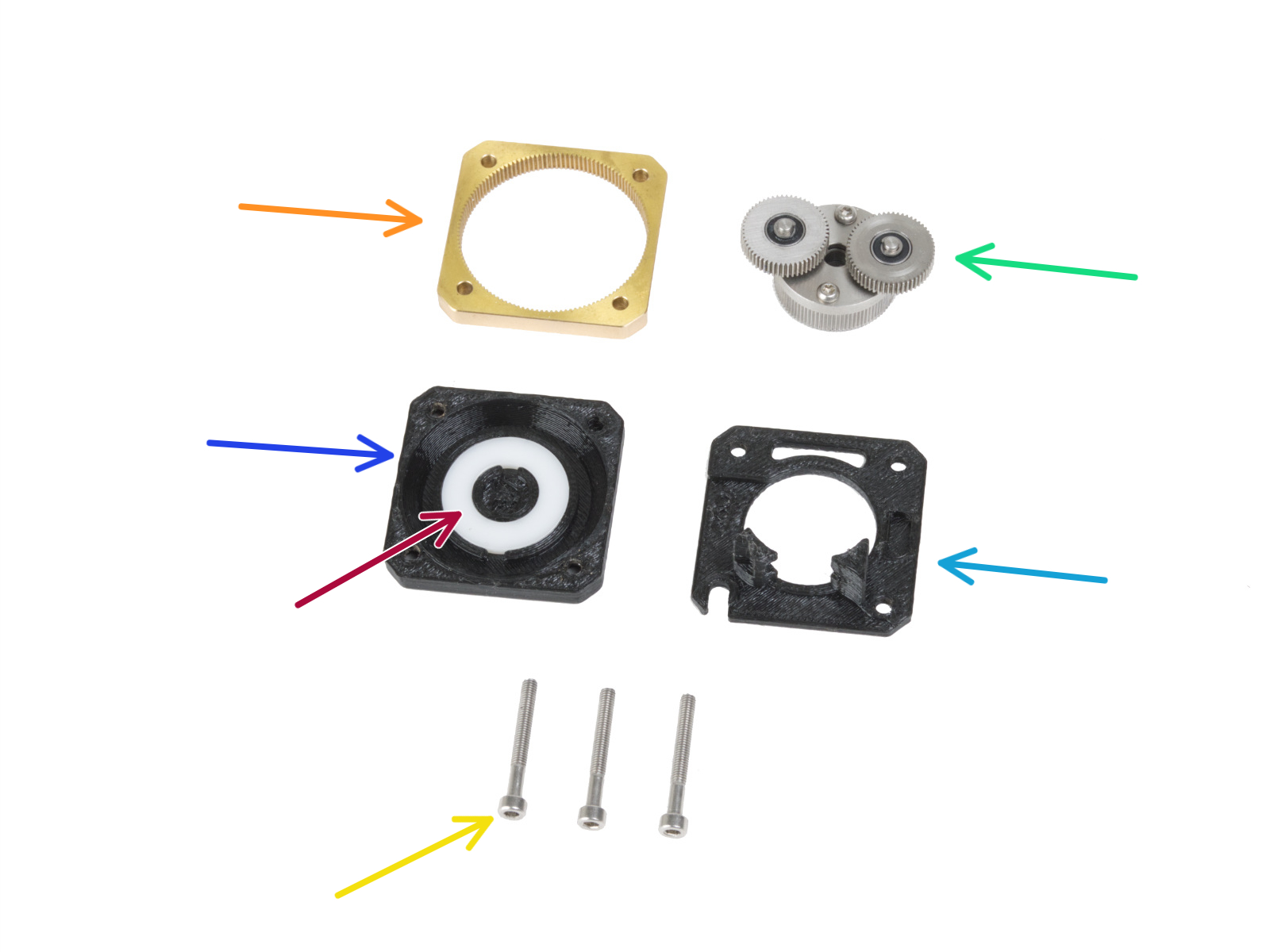
Alcune parti potrebbero essere leggermente diverse. Tuttavia, ciò non influisce sulla procedura.
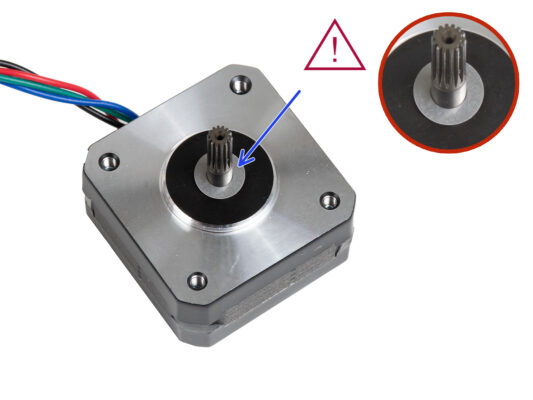
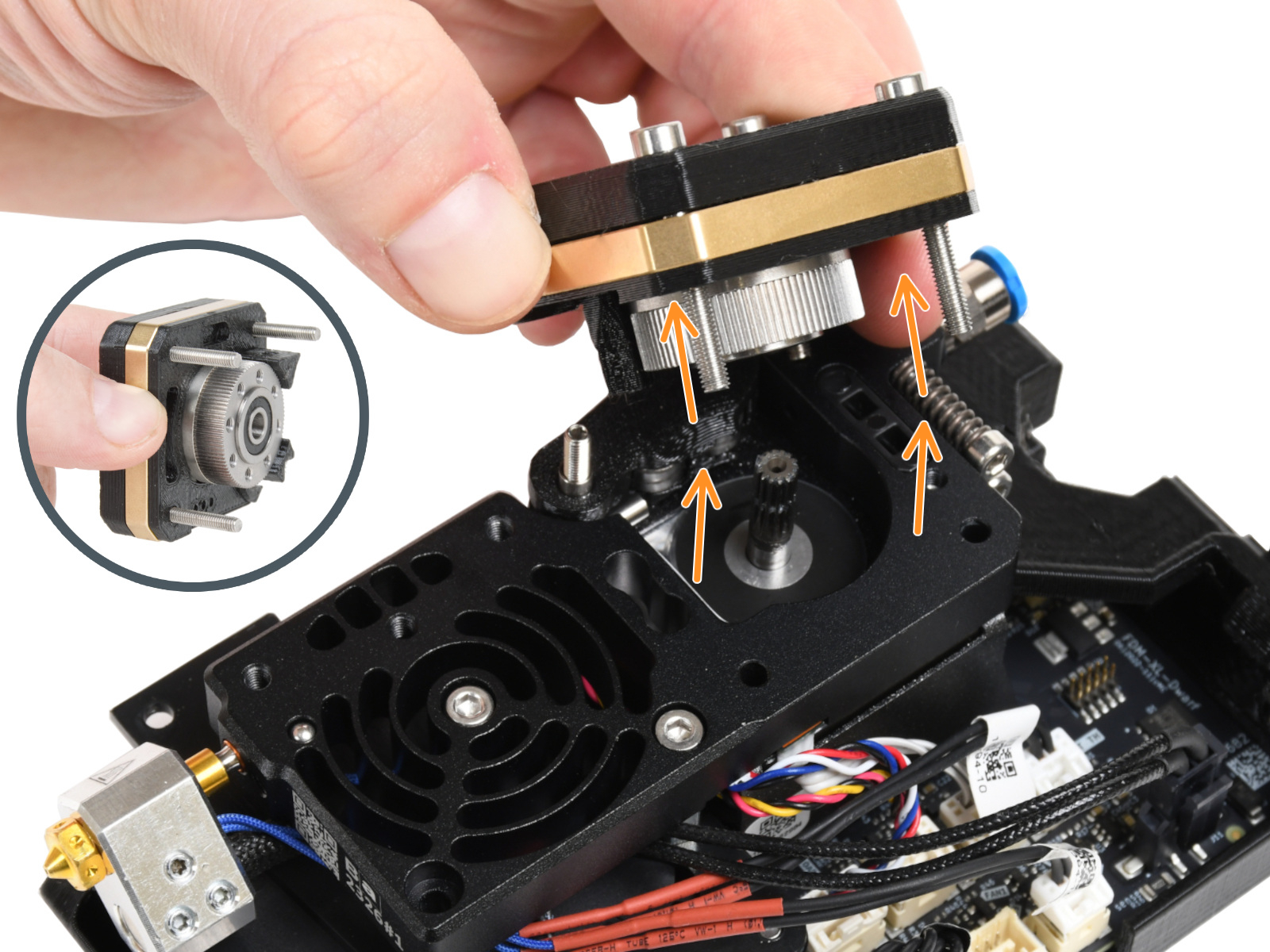
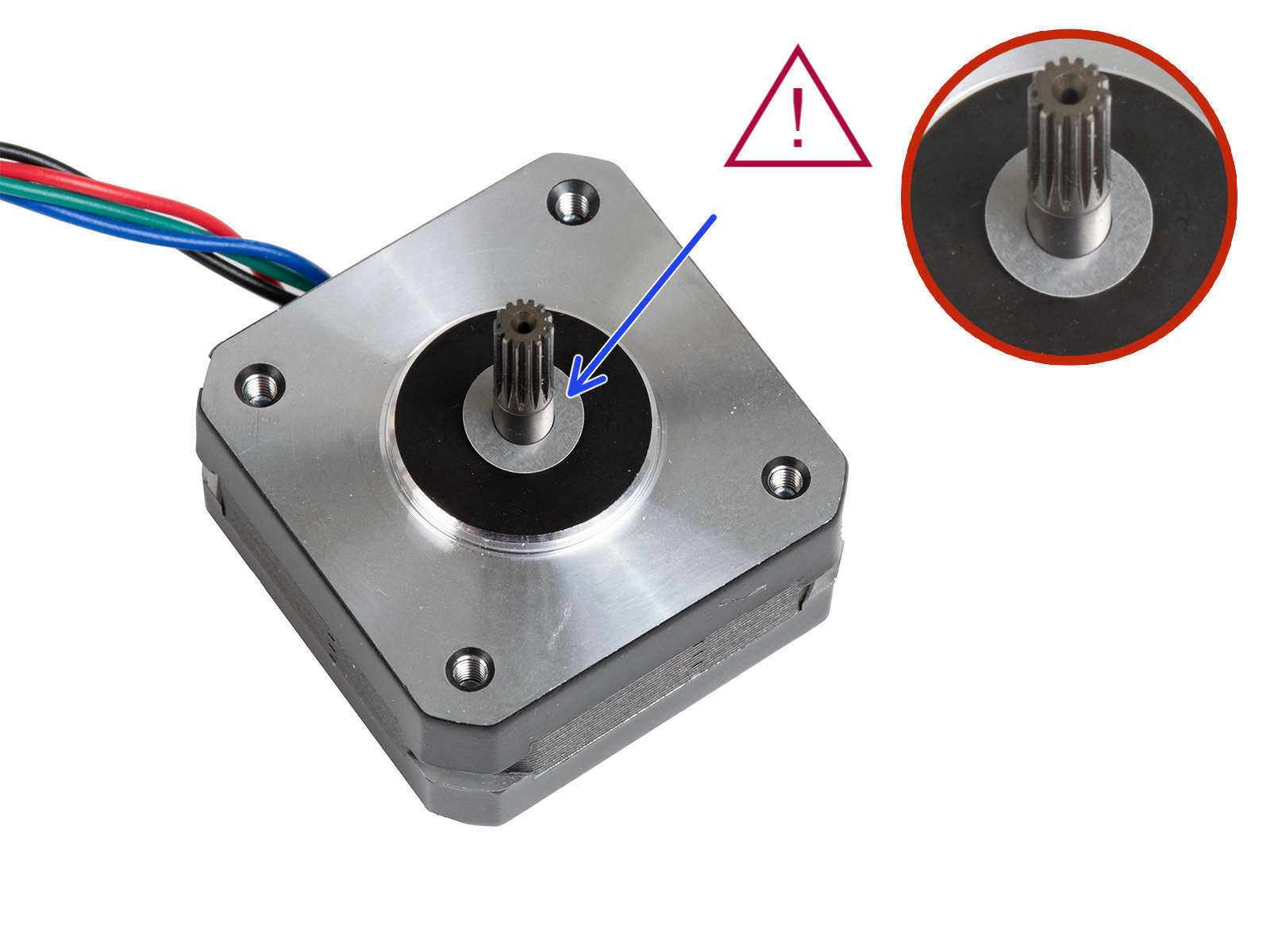
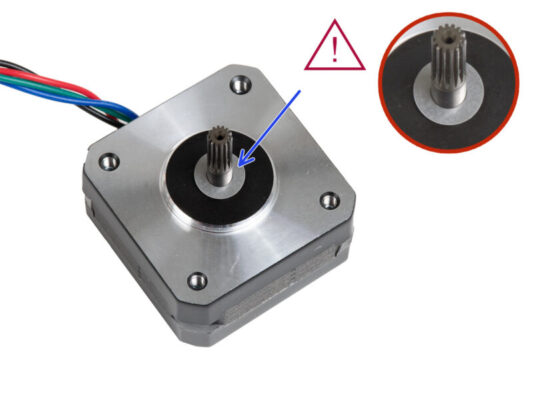
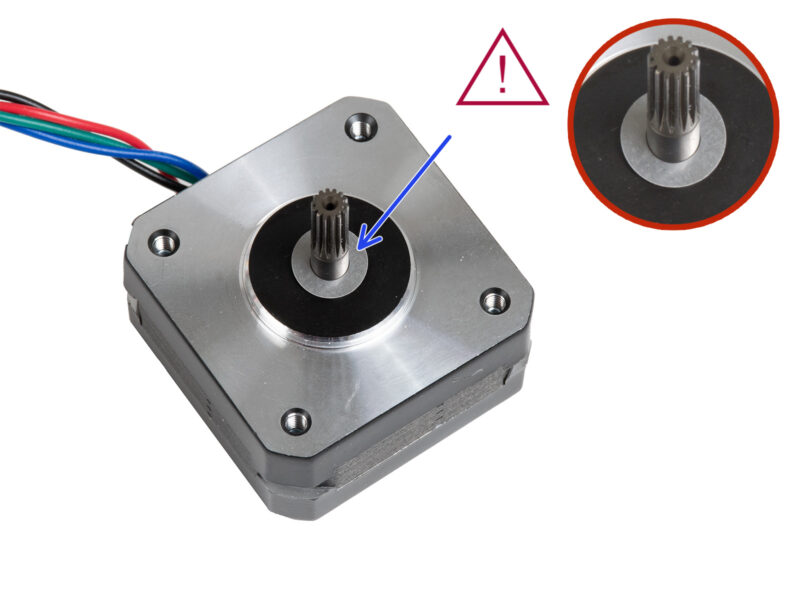
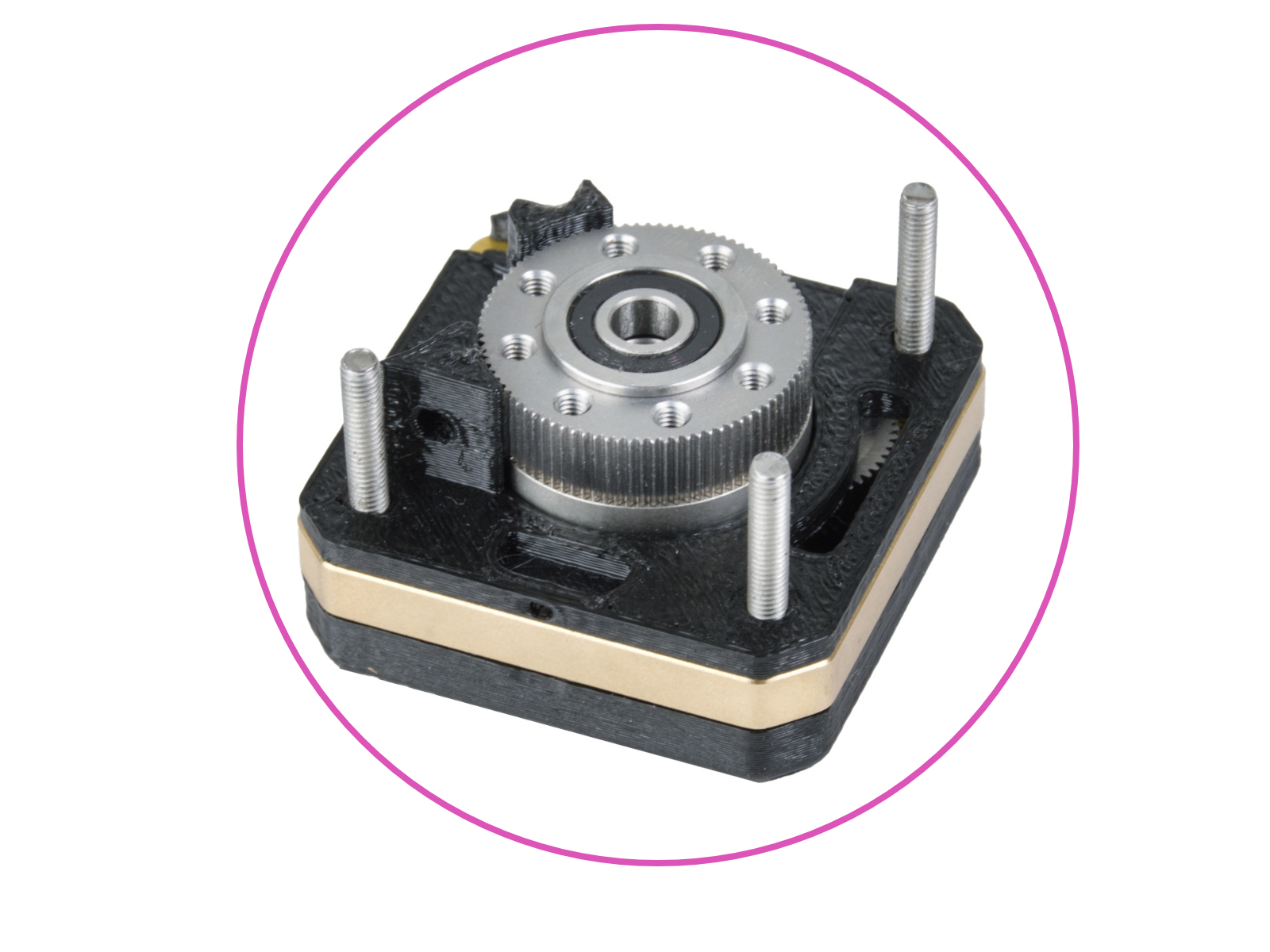
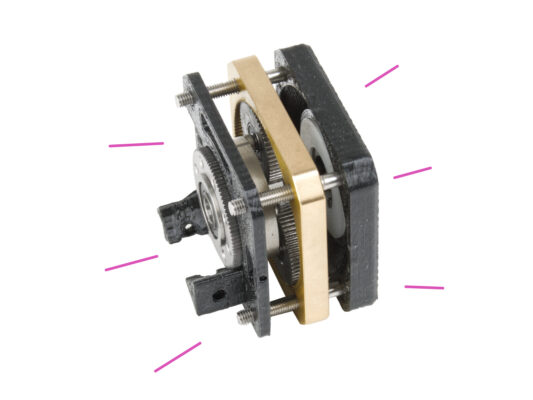
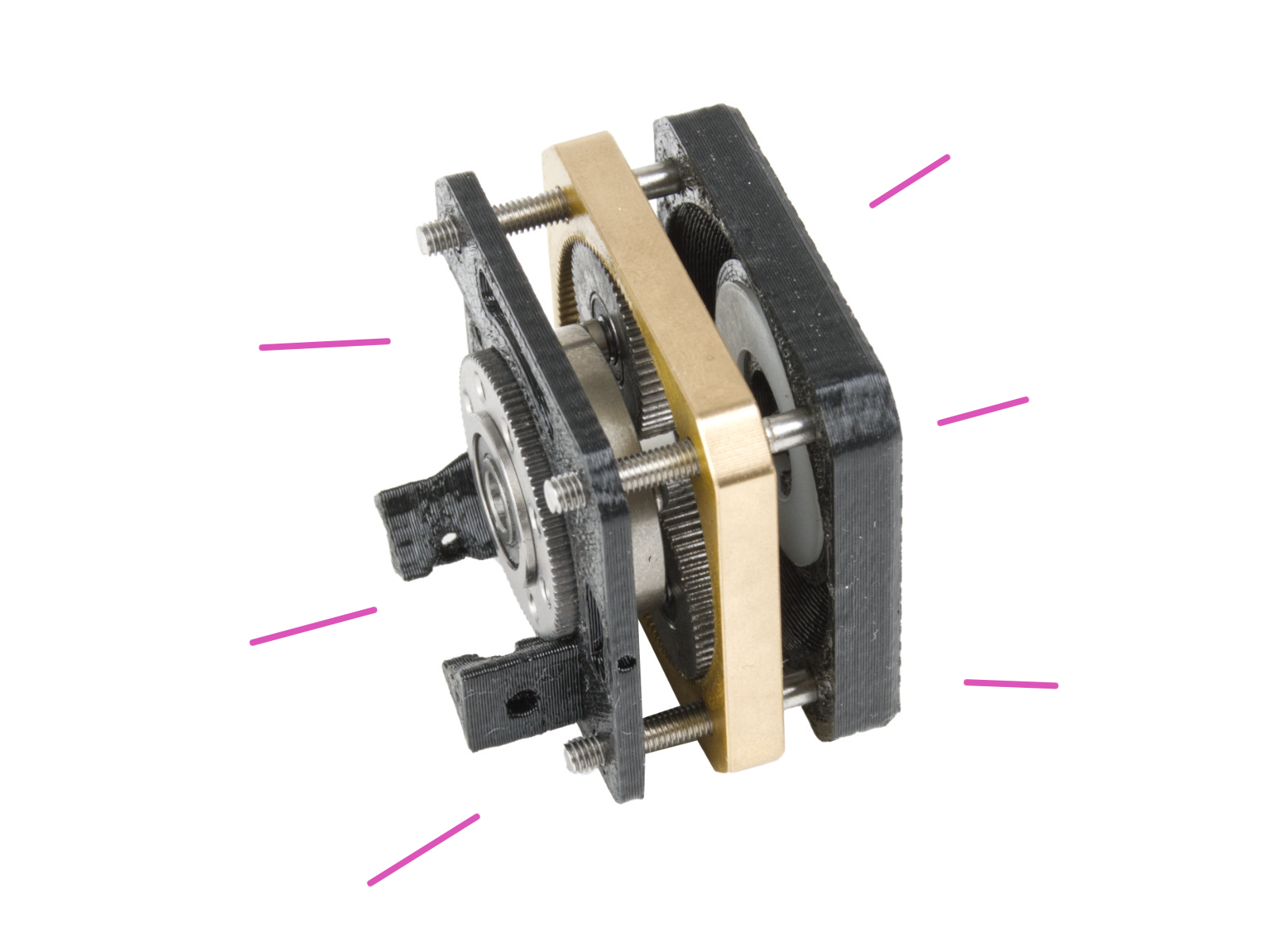
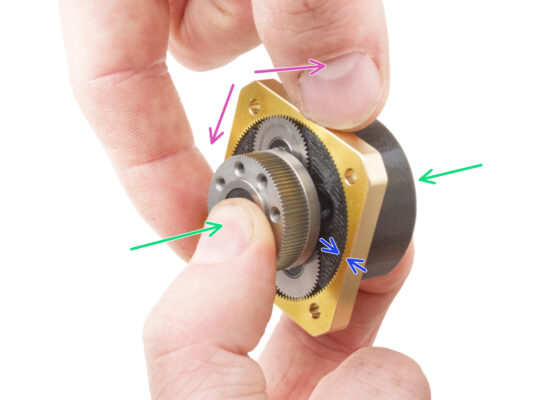
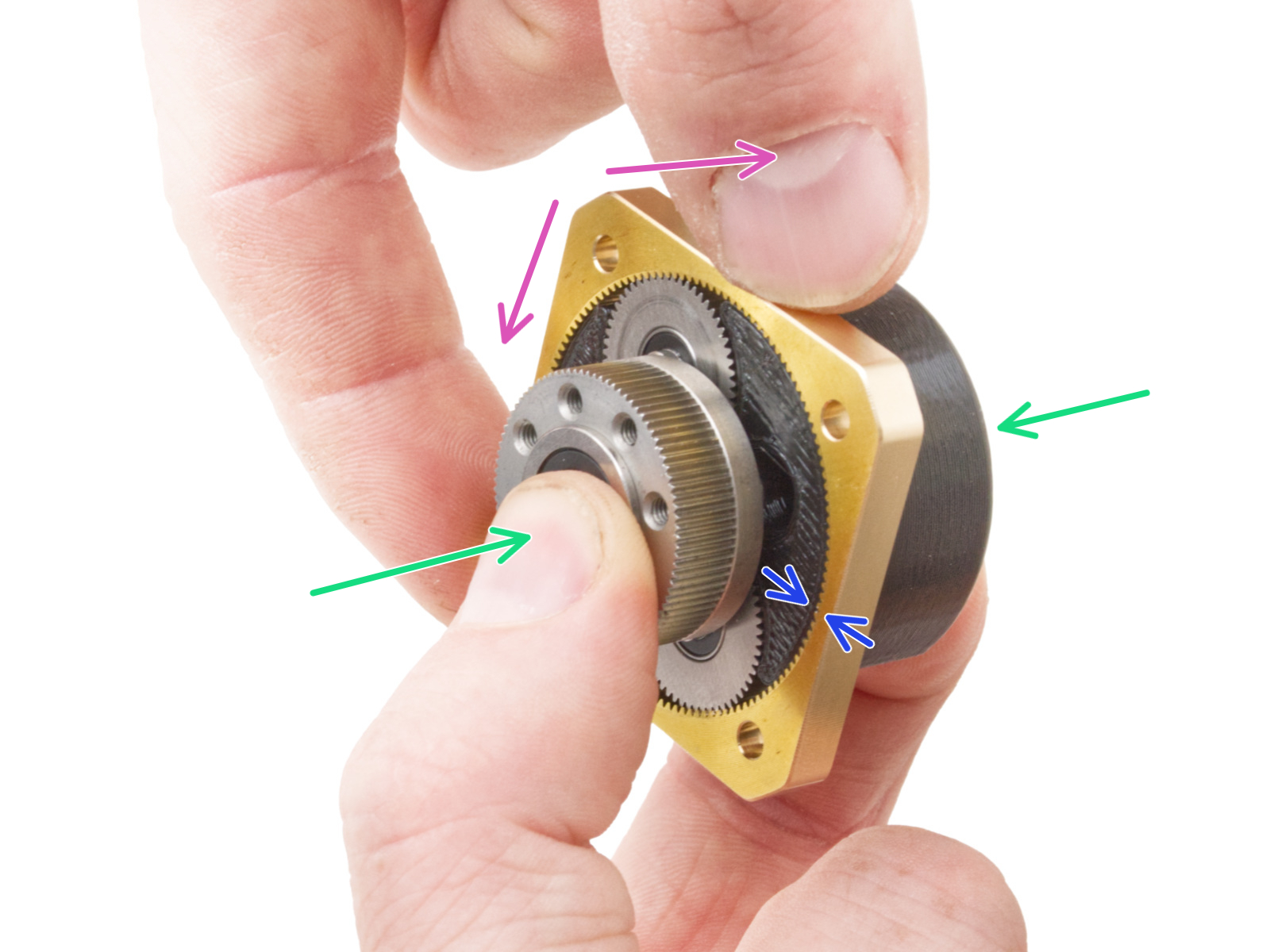
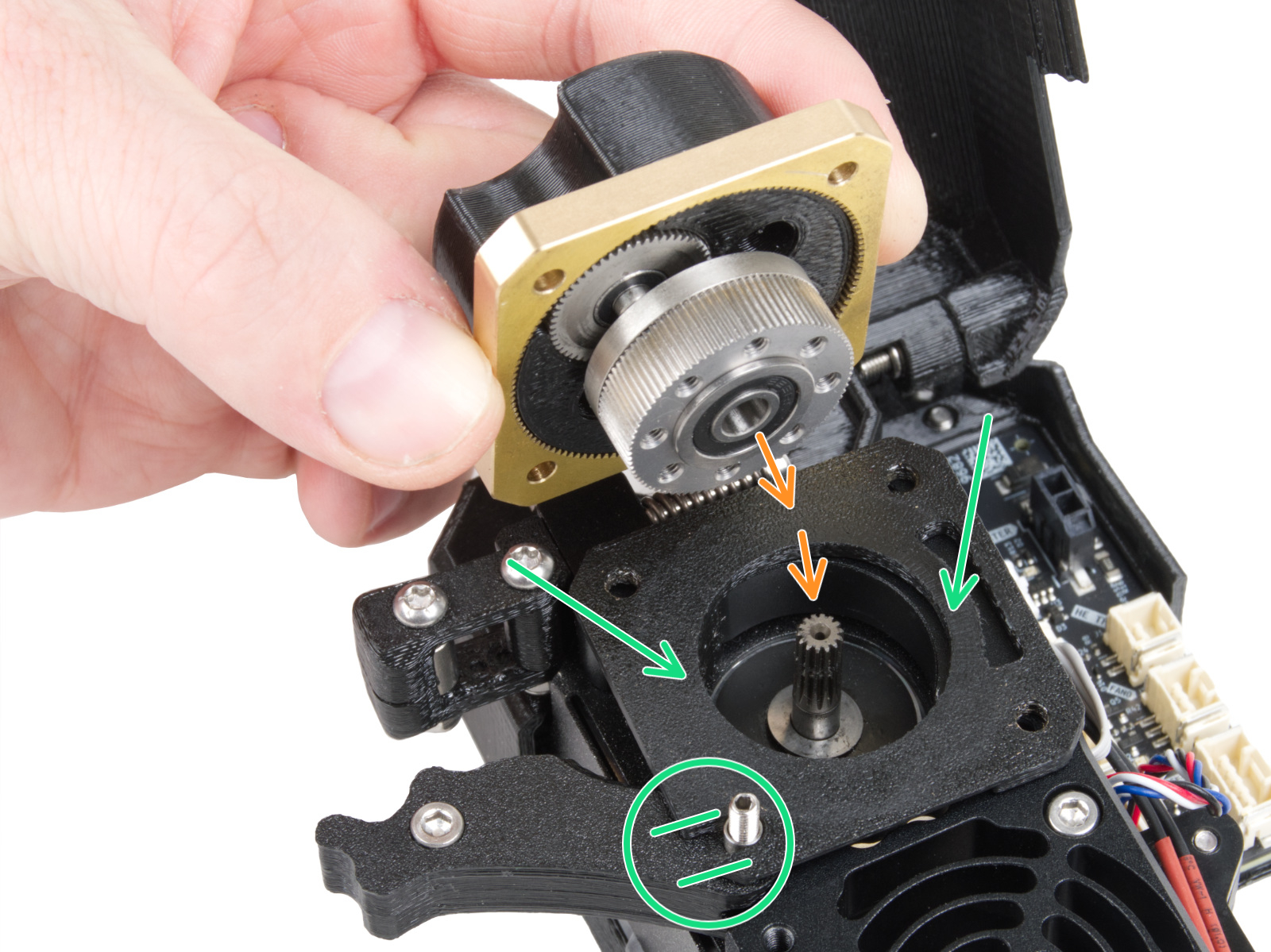
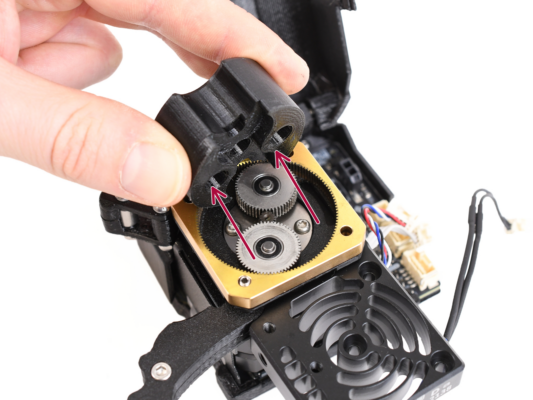
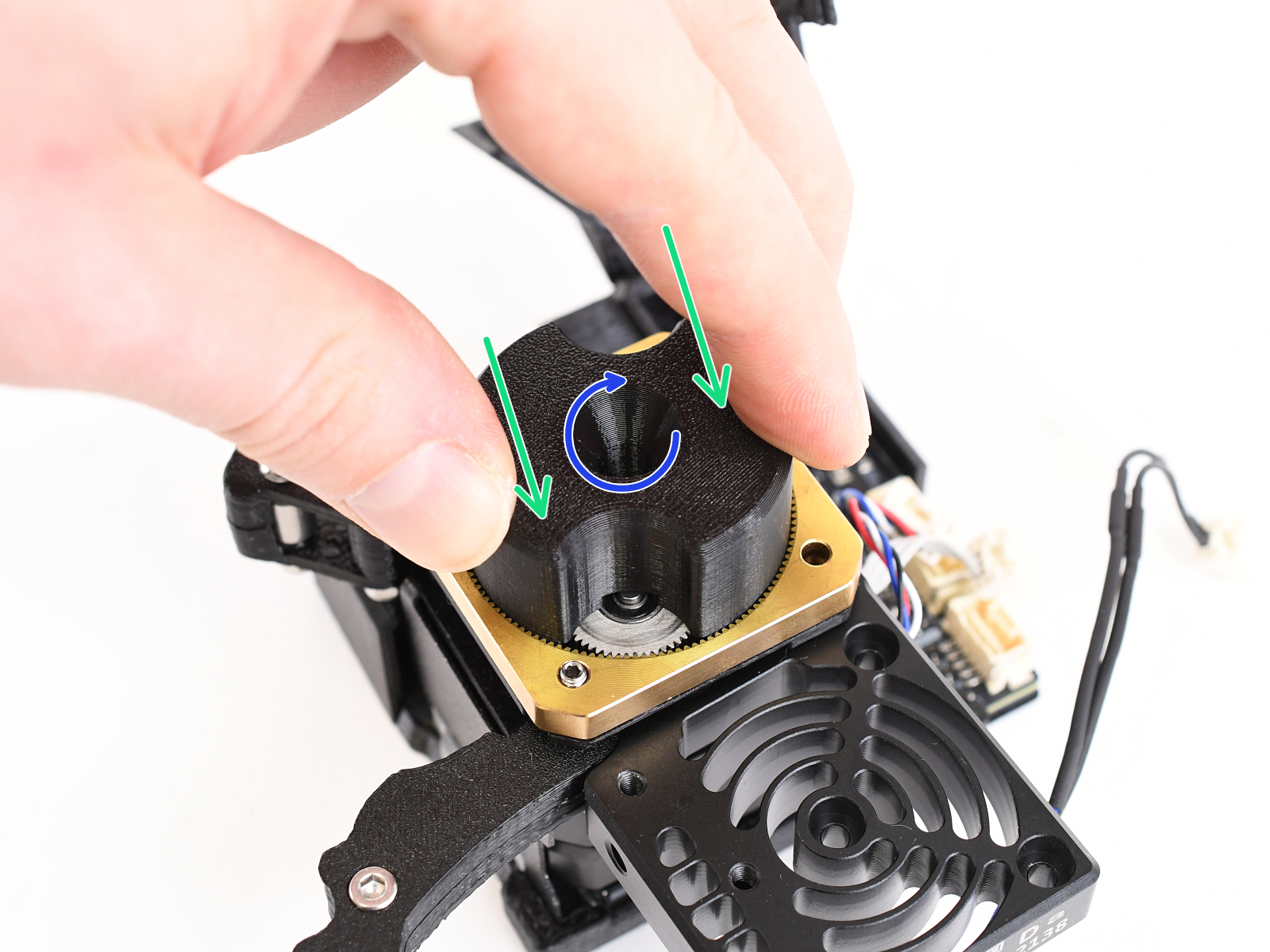
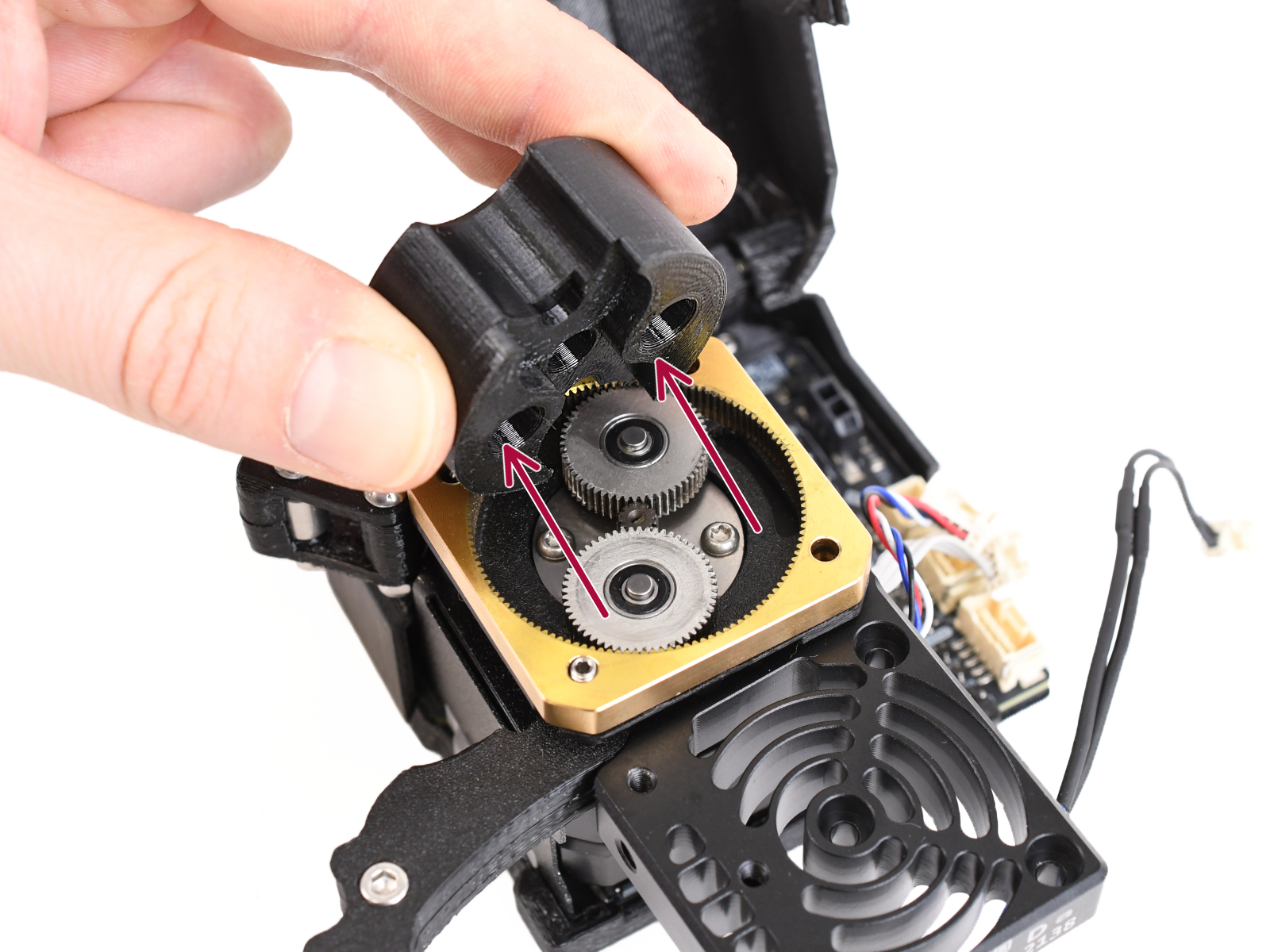
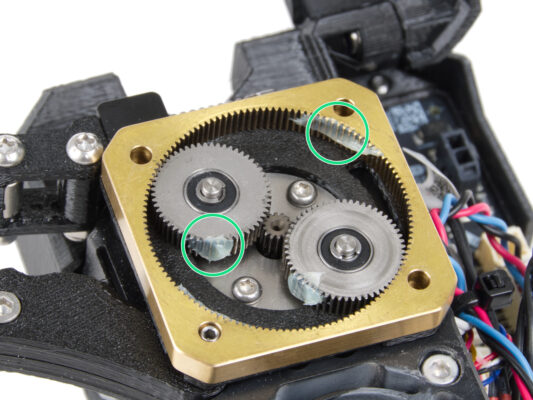
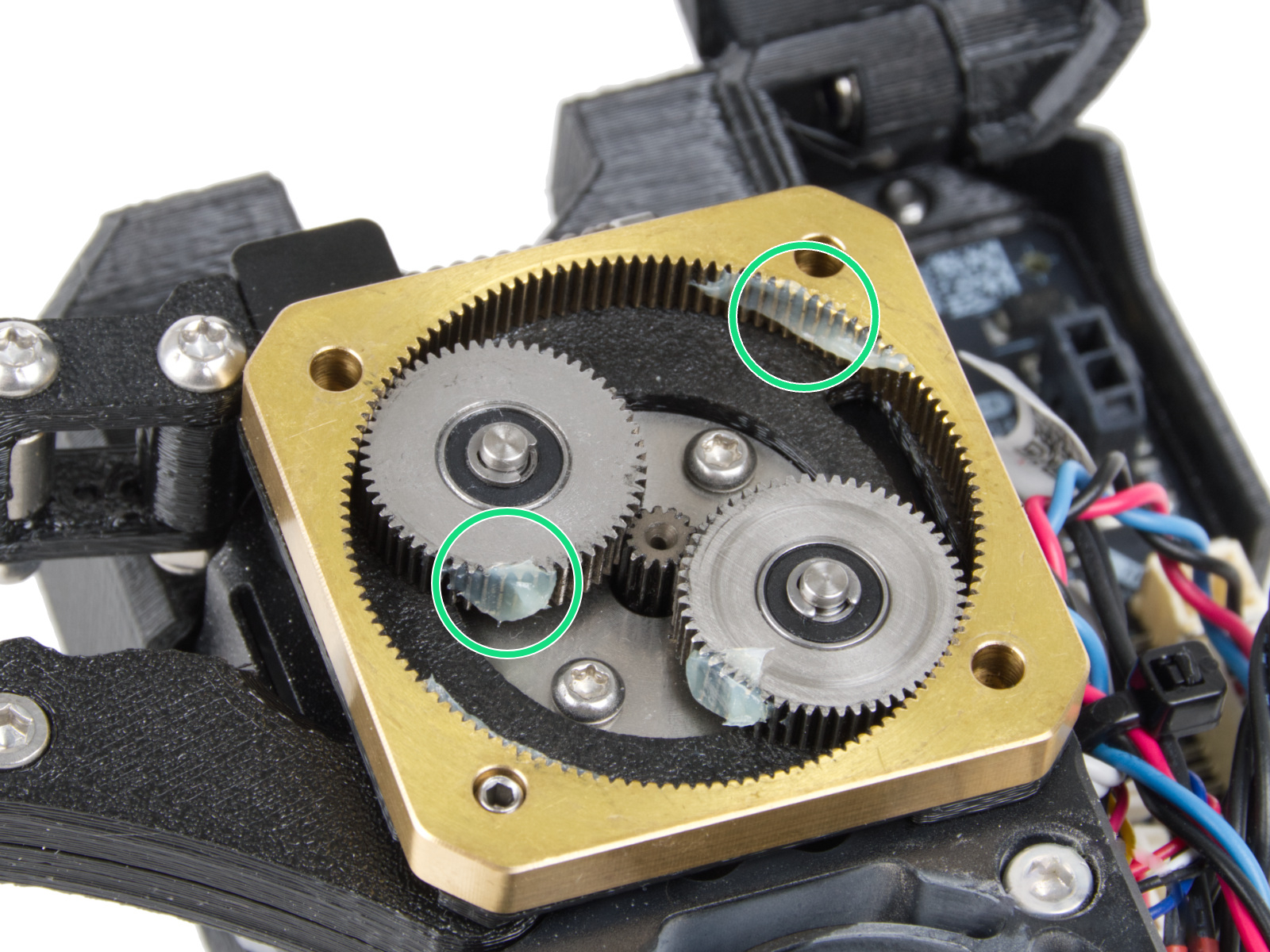
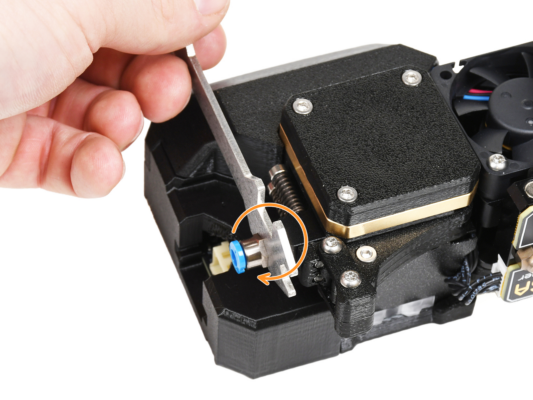
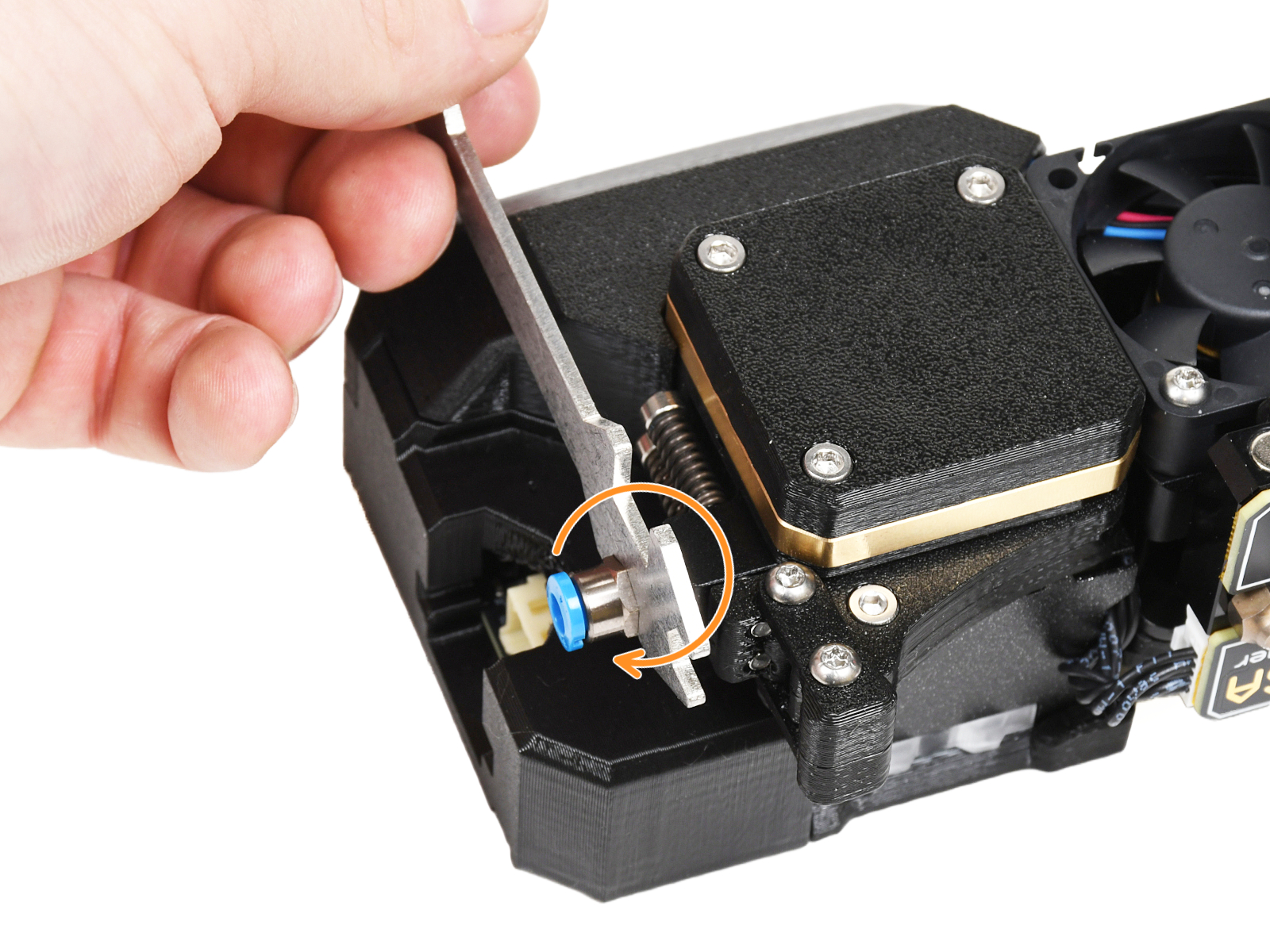
Le seguenti istruzioni richiedono la massima attenzione. La procedura prevede un intervento diretto sull'ingranaggio planetario.