Beginnend mit Firmware 1.6.0 haben wir eine Druckprofil-Funktion für anspruchsvollere Geometrien und Materialien eingebaut, um gute Ergebnisse zu gewährleisten, in Anbetracht der unendlichen Bandbreite, die der Drucker vorfinden könnte. Zum Beispiel kann ein hohles Modell, wie eine Tasse, einen Sog erzeugen, wenn es bei schnellen Schichtwechseln vom FEP getrennt wird.
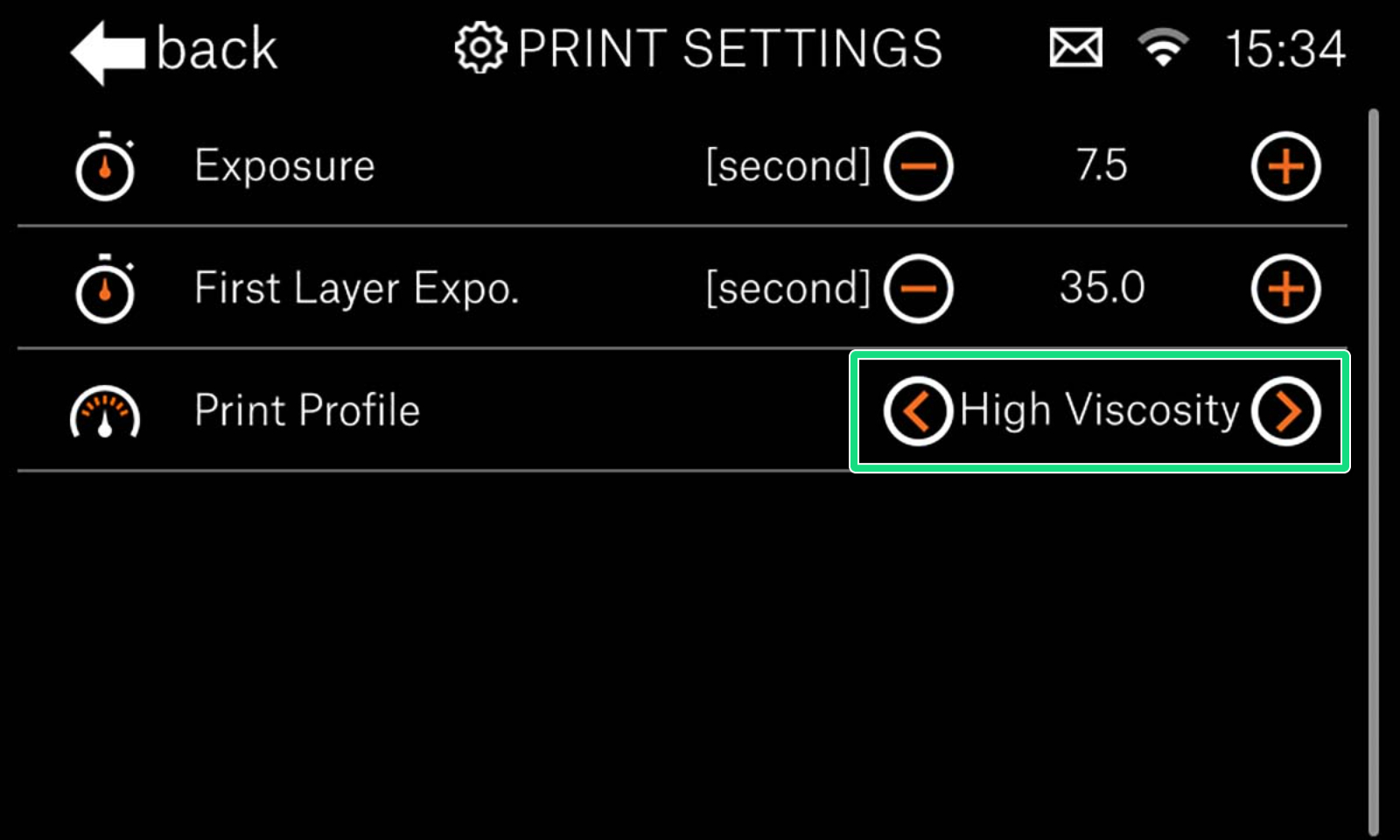
Außerdem können spezielle Harze, wie einige flexible oder Gießharze, eine viel höhere Viskosität (dicker) haben und benötigen daher mehr Zeit, um zwischen den Belichtungen der Schichten unter die Druckplattform zu fließen. Daher gibt es drei Geschwindigkeitsoptionen, 'Schneller', 'Langsamer' und 'Hohe Viskosität':
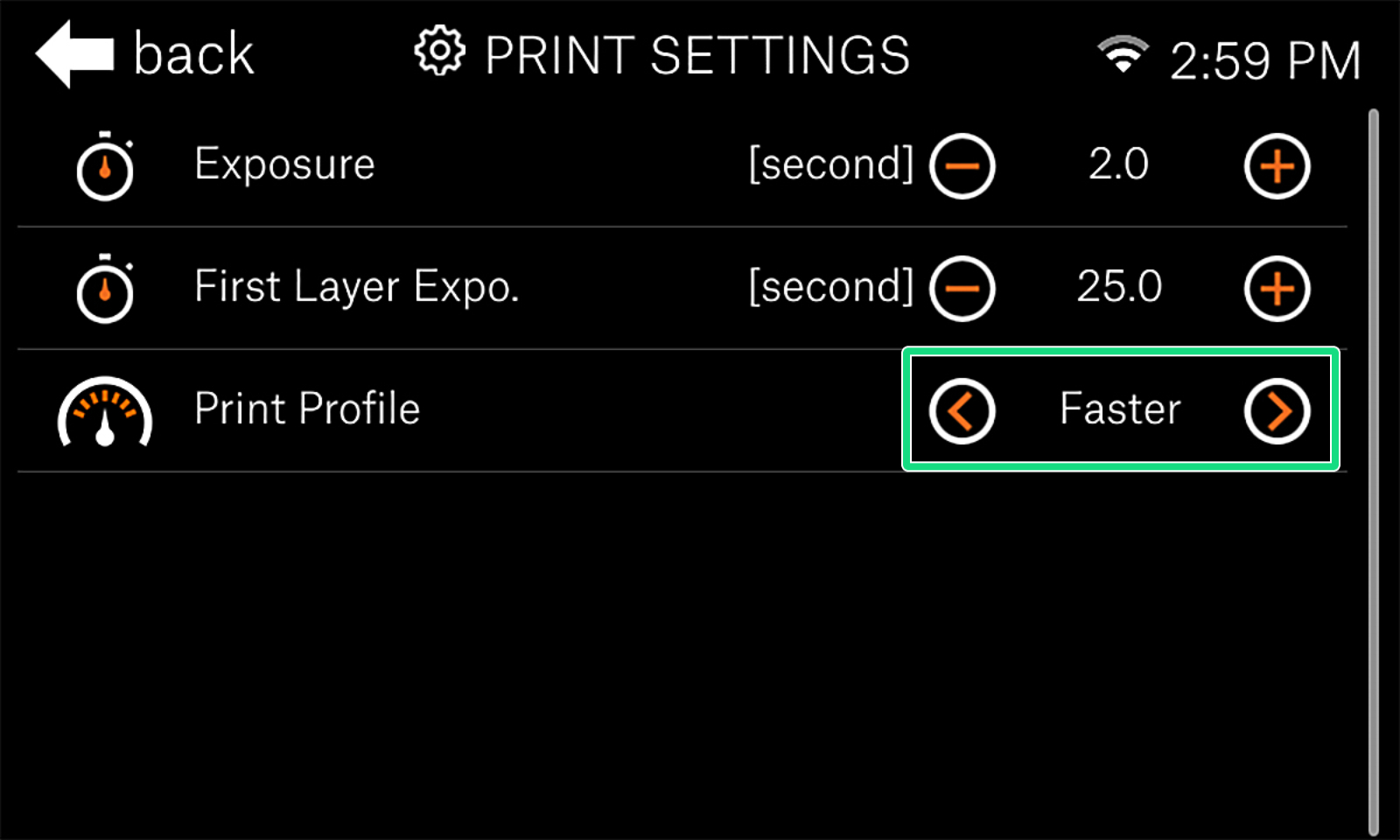
- Schneller - Das Standardprofil für die SL1 und SL1S SPEED und eignet sich für die meisten Projekte.
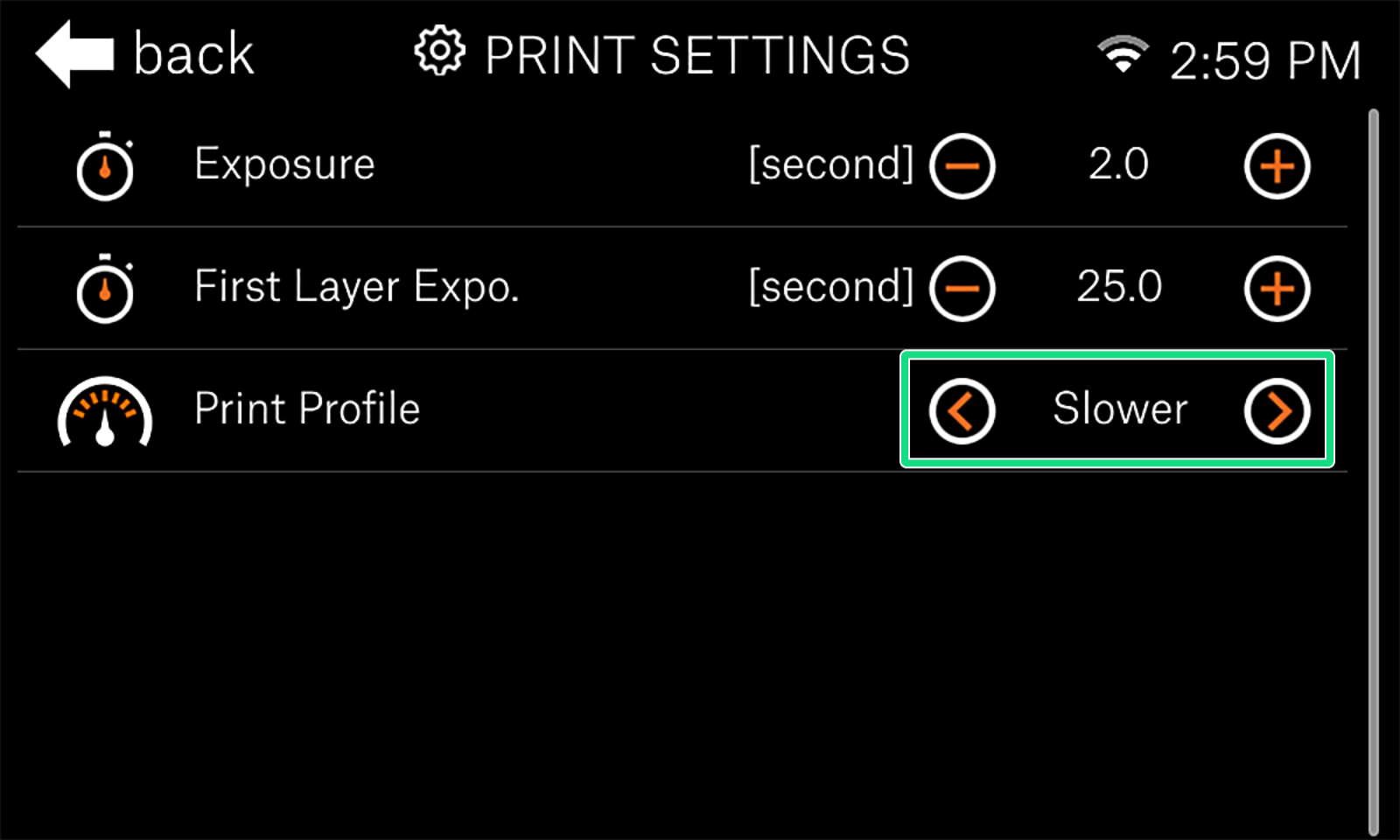
- Langsamer - Verlangsamt die Kippgeschwindigkeit und führt eine Pause vor jeder Belichtung/Schicht ein.
- Hohe Viskosität - Verlangsamt die Kippgeschwindigkeit und erhöht die Pause zwischen den Belichtungen noch weiter als das Profil 'Langsamer'.
 |  |
| Projekt durch Sog beim Schichtwechsel gerissen. | Das gleiche Projekt wurde mit der Druckeinstellung "Langsamer" gedruckt. |
Anwendung
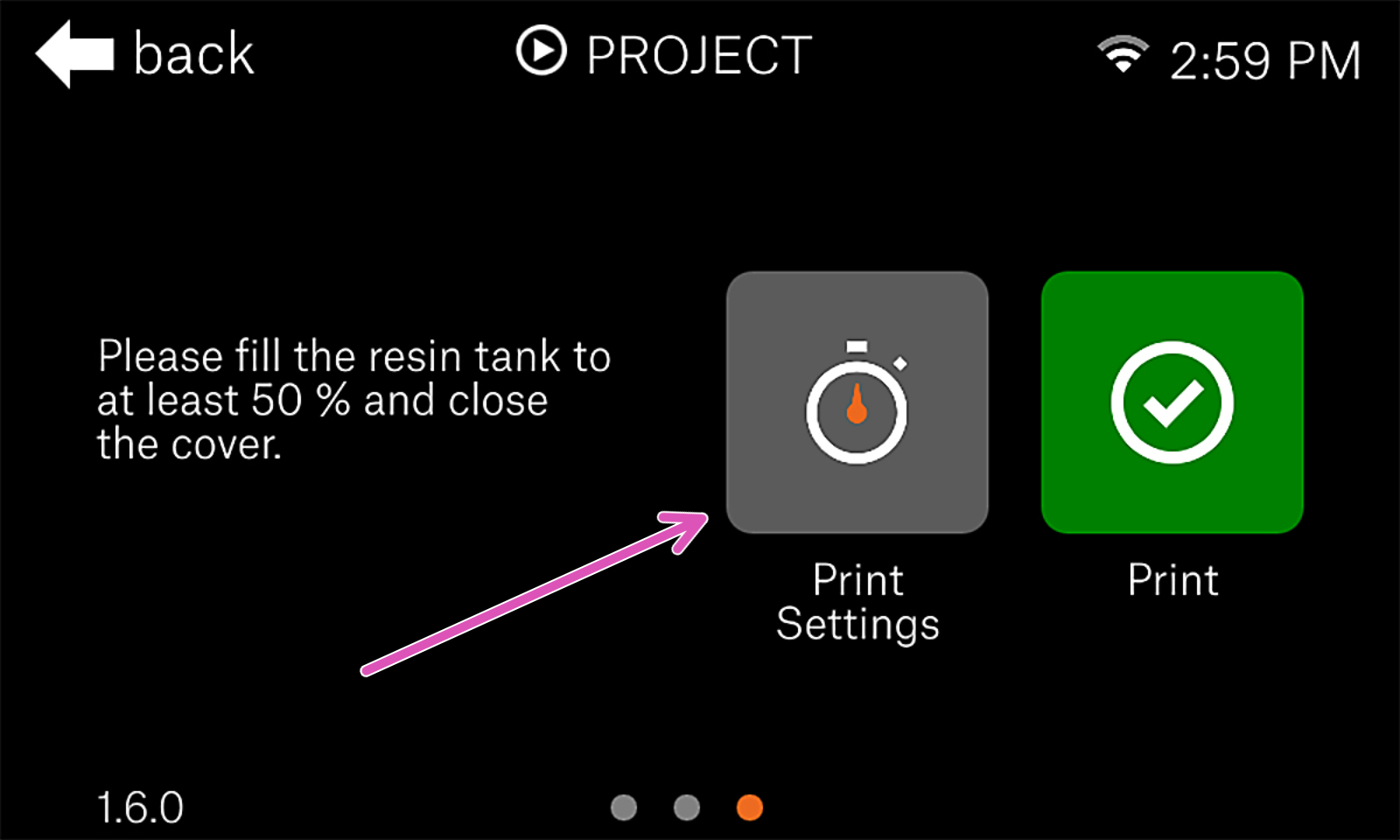
Wählen Sie das Projekt, das Sie drucken möchten, aus Projekte -> [Projekt] und wischen Sie nach links, um 'Druckeinstellungen' zu finden und tippen Sie darauf (lila Pfeil).
Unter Druckeinstellungen können Sie die Belichtungsdauer und das 'Druckprofil' anpassen, das Sie am unteren Rand finden (grünes Quadrat). Auf diese Einstellung kann auch während des Drucks zugegriffen werden.
 |  |