Podpěry se někdy těžko odstraňují a místech, kde přiléhají k výtisku, bývá nedokonalý povrch. V závislosti na tvaru objektu existuje také riziko poškození výtisku při jejich odstraňování. Některé tvary dokonce ani není možné tisknout jako jeden kus pomocí FFF tisku.
S MMU2S je možné použít pro tisk podpěr nebo jen „rozhraní“ mezi tiskem a strukturou podpěr materiály rozpustné ve vodě, jako jsou PVA + a BVOH. Tisk rozpustných materiálů však může být náročný a vyžaduje vzít v úvahu několik věcí. Jde o proces vhodnější pro pokročilé uživatele.
Který materiál použít
Prvně je třeba vzít v úvahu to, že hlavní materiál a rozpustný materiál podpěr musí mít podobné teploty tavení/tisku. PVA+ a BVOH jsou v mnoha ohledech podobné, ale BVOH je naprosto jednozačně lepší (ale i dražší) varianta. Je tužší a při tisku se bude chovat mnohem lépe než PVA+. Proto je lepší tisknout ho společně s PETG.
Pro tisk PETG můžete prakticky použít jen BVOH. PLA lze tisknout jak s PVA+, tak i BVOH.
Konfigurace PrusaSliceru
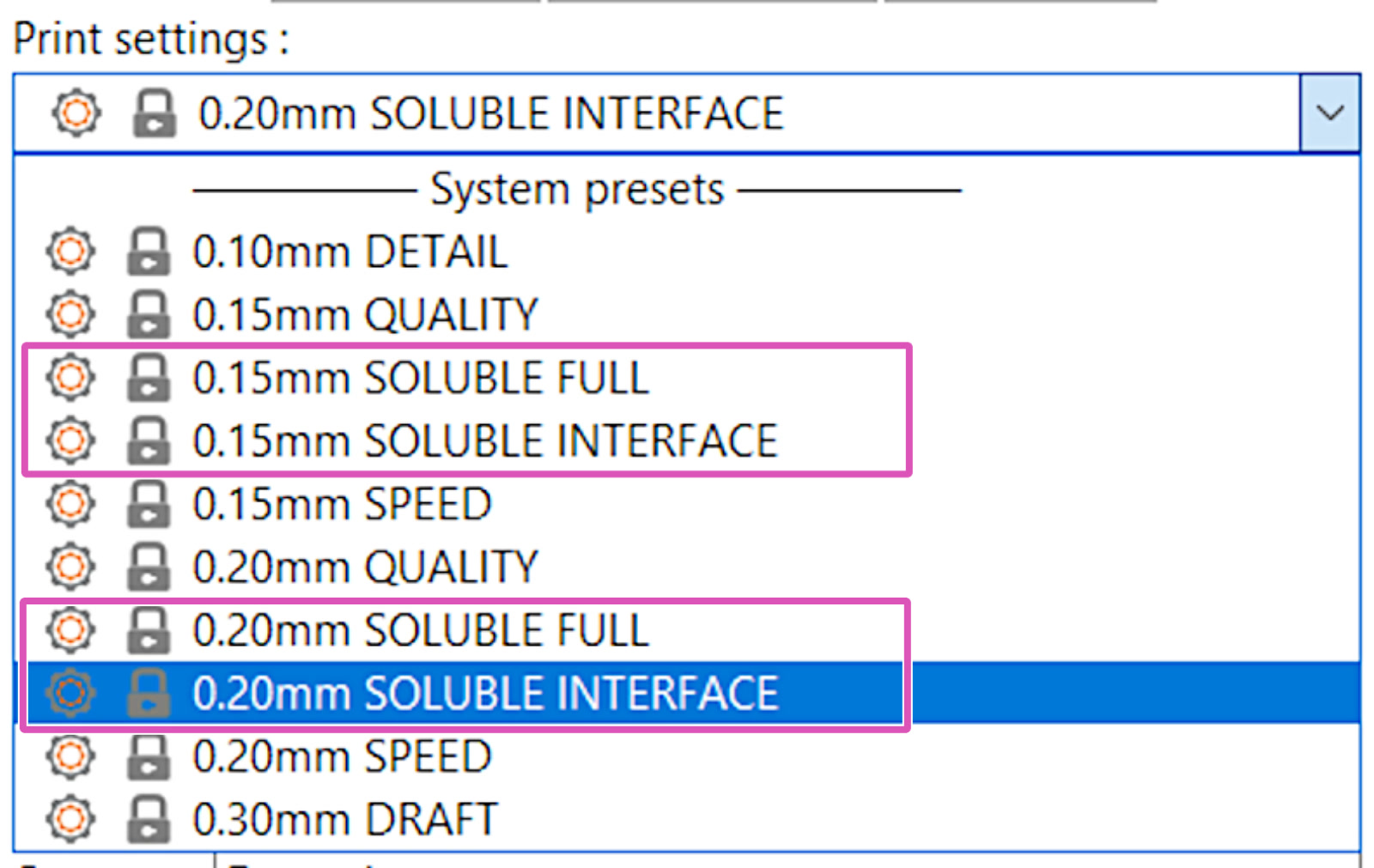
Pro PrusaSlicer existuje specifická konfigurace pro rozpustné materiály podpěr. Jakmile vyberete profil tiskárny Original Prusa MMU2S, v rozbalovací nabídce 'Nastavení tisku' najdete některé nové možnosti. Pro výšku vrstvy 0,15 mm a 0,2 mm přibudou SOLUBLE FULL a SOLUBLE INTERFACE (fialové čtverce).
SOLUBLE FULL
Tato možnost použije rozpustný materiál pro celou konstrukci podpěry (obrázek vlevo). Toto doporučujeme, pokud tisknete složitý tvar, který vyžaduje pouze mnoho vnitřních podpěr. Na ocelovém tiskovém plátu s hladkým PEI povrchem nebo i zrnitým práškovým PEI povrchem drží PVA+ a BVOH špatně, ale budou držet lépe, pokud je budete tisknout přímo na PLA a PETG. Pokud tisknete něco s podpěrou na tiskové podložce, doporučujeme předvolbu SOLUBLE INTERFACE.
SOLUBLE INTERFACE
Toto přednastavení aplikuje rozpustný materiál pouze v hustěji tištěných vrstvách mezi samotnou strukturou podpěry a modelem (obrázek vpravo). To vám umožní tisknout nosnou strukturu s jakoukoli zavedenou barvou filamentu a rozpustný materiál použije se pouze tam, kde je to potřeba. To ušetří rozpustný materiál, který je dražší než PLA a PETG. Pokud tisknete objekt, který vyžaduje velkou podpěru přímo na ocelovém tiskovém plátu, je toto ideální nastavení.
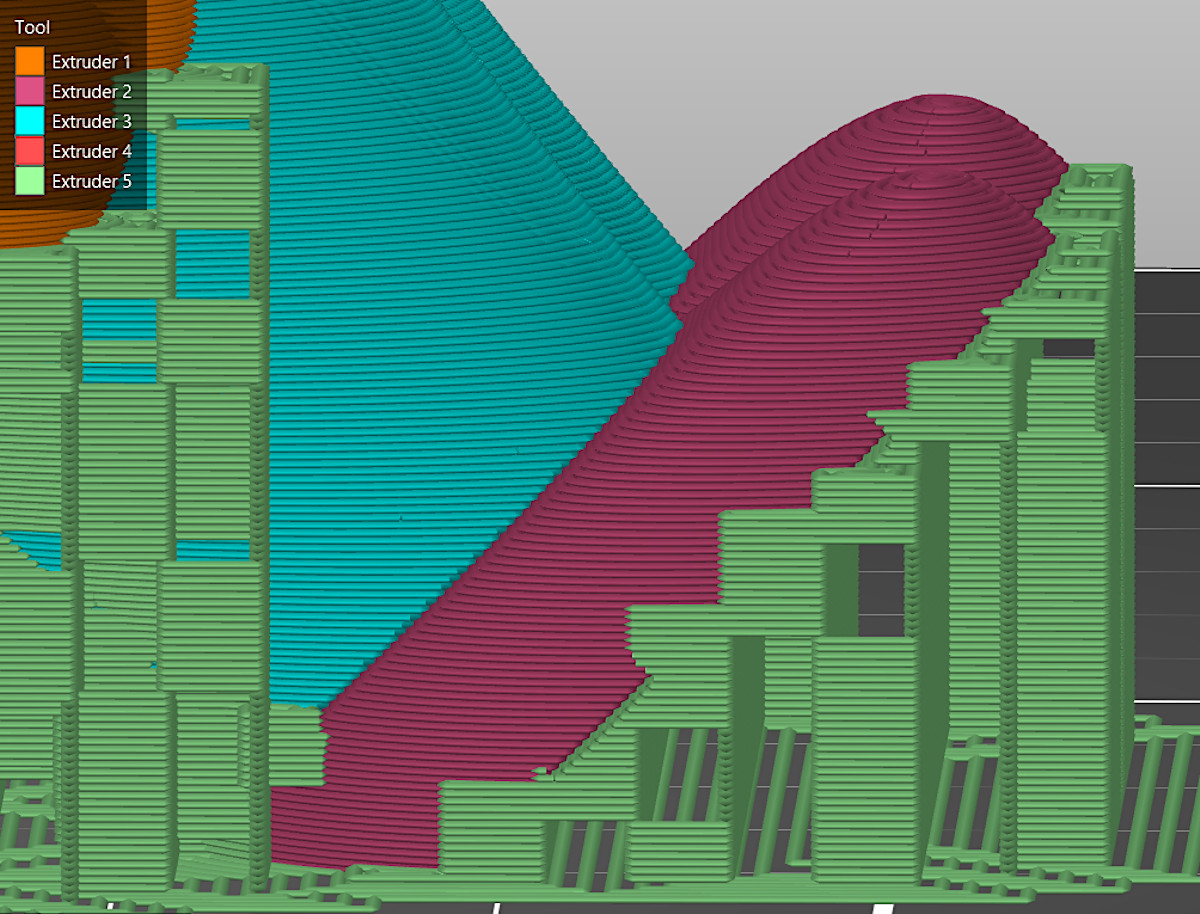 | 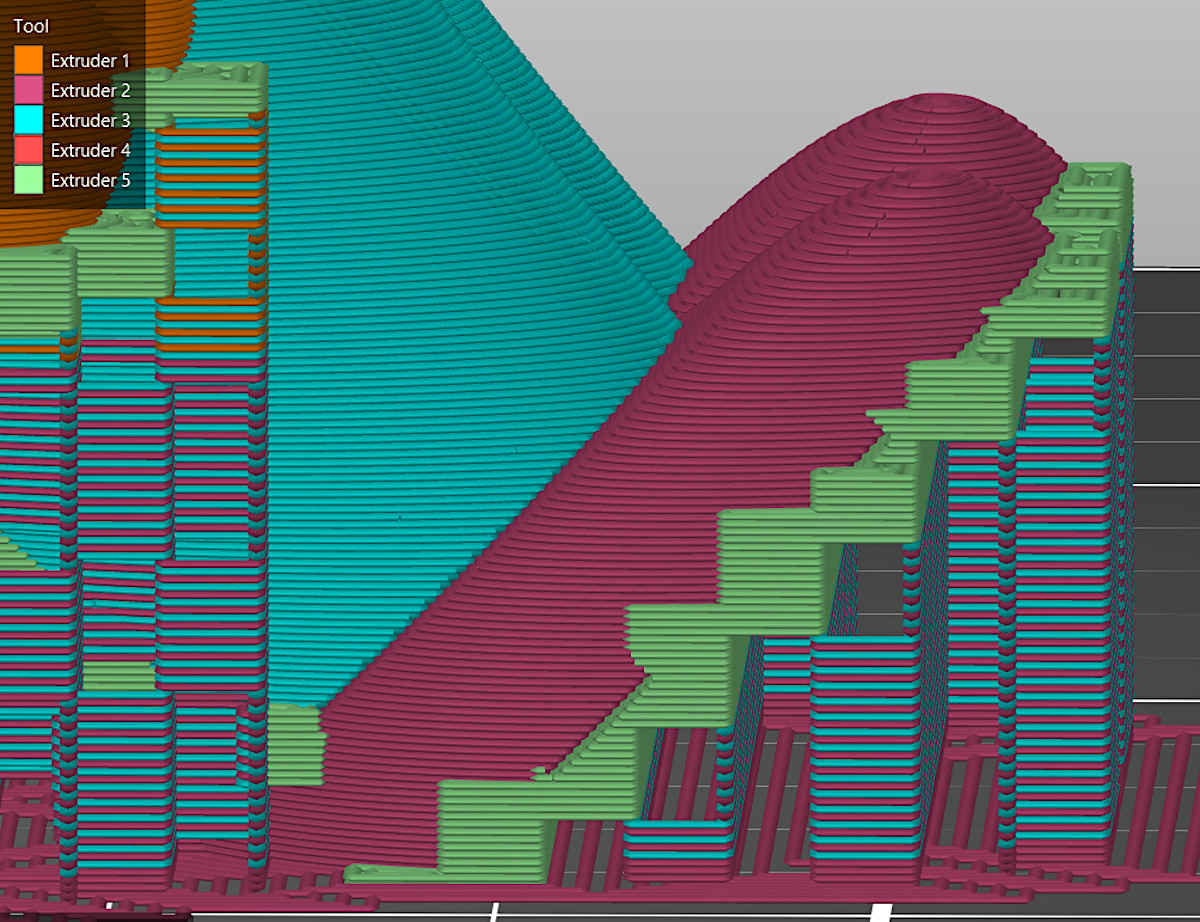 |
| SOLUBLE FULL - Zelený filament je BVOH | SOLUBLE INTERFACE - Zelený filament je BVOH |
Výchozí nástroj
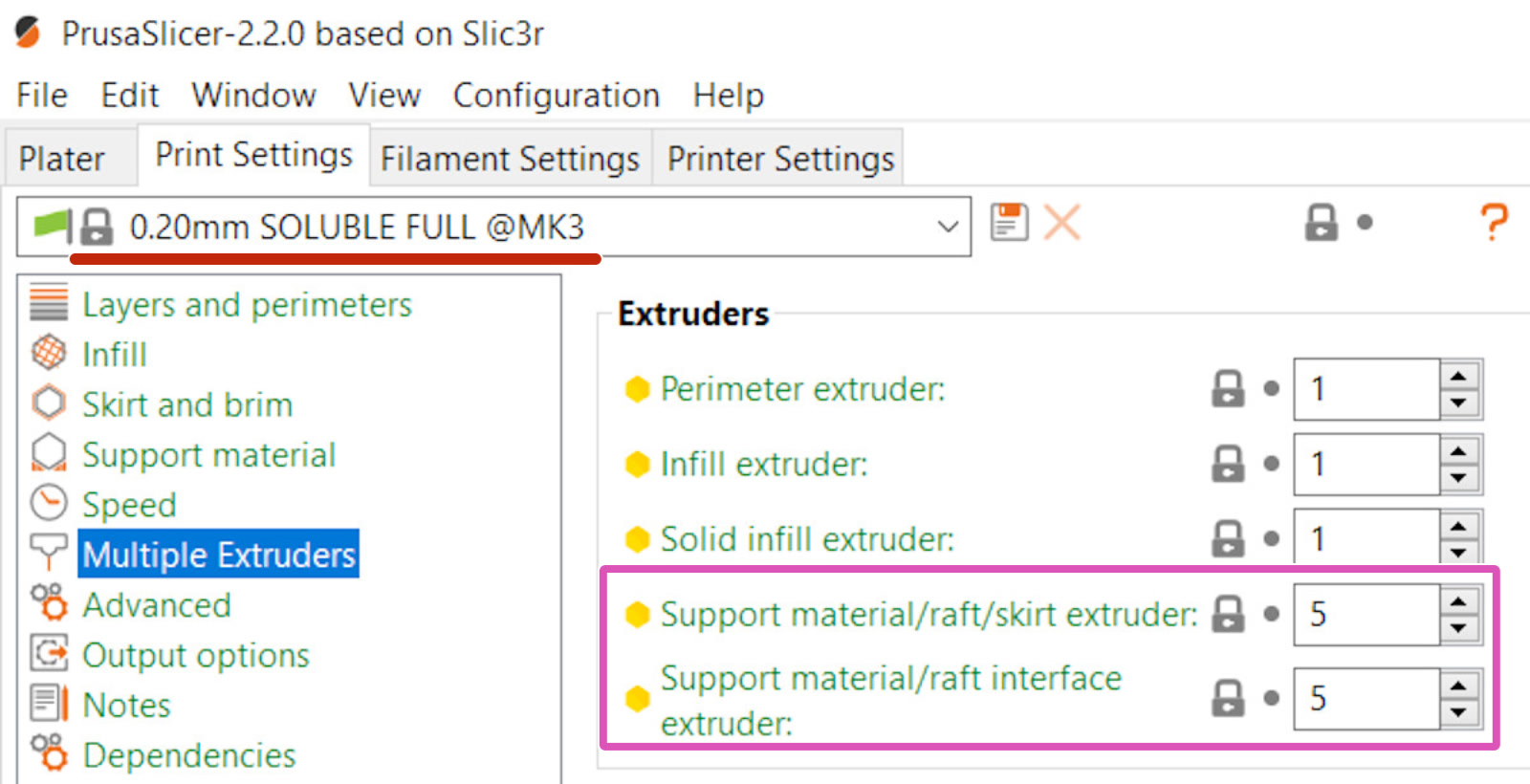
PrusaSlicer ani MMU2S nebudou detekovat, kam jste zavedli rozpustný filament. PrusaSlicer standardně přiřadí materiál podpěr nebo materiál rozhraní na filament číslo 5. Toto můžete změnit na jakýkoliv jiný filament zadáním čísla, na kterém je filament zaveden (fialové čtverečky).
 | 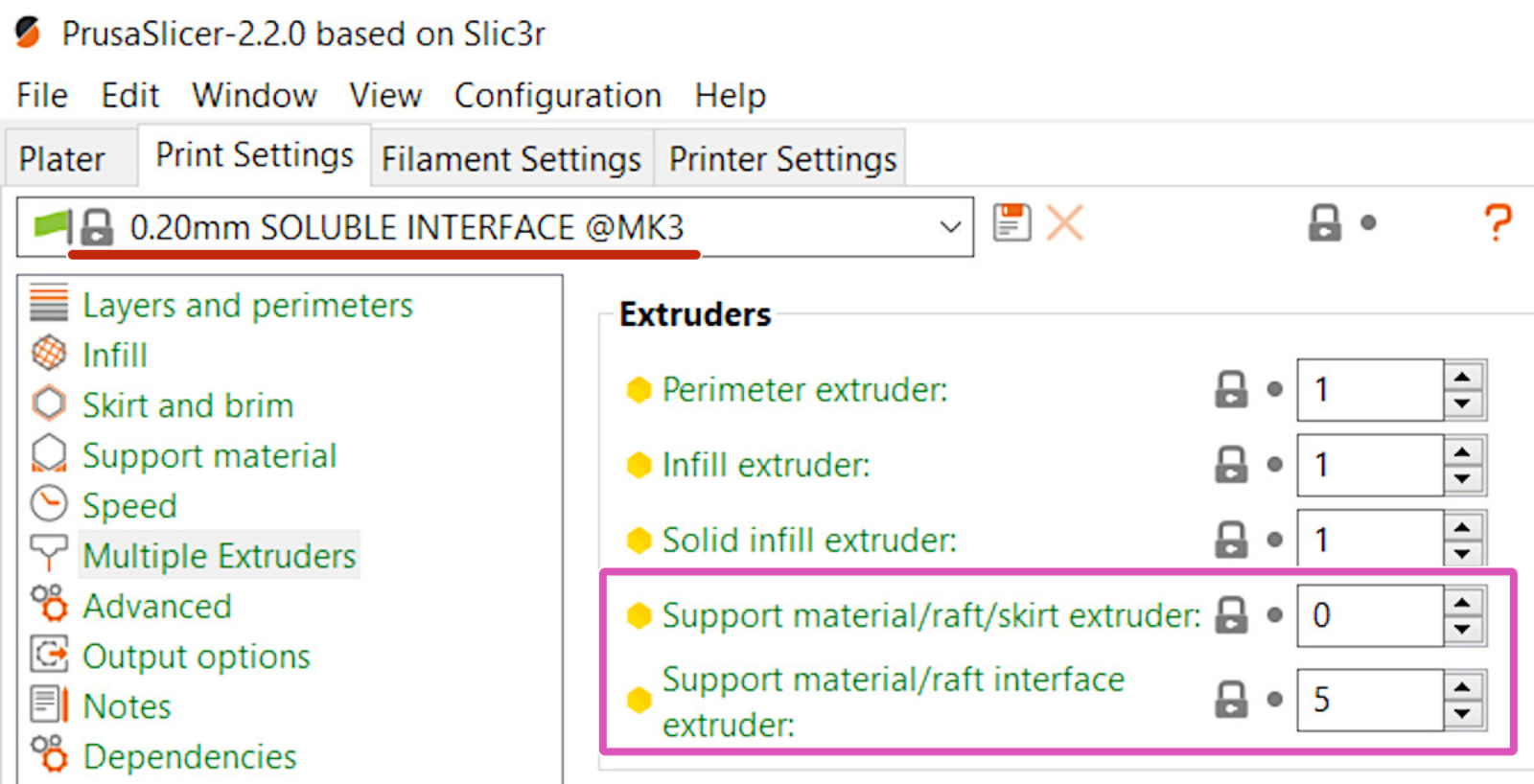 |
'Support material/raft/skirt extruder: 0' použije cokoliv, co je aktuálně zavedeno do extruderu.
Objemy pro čištění
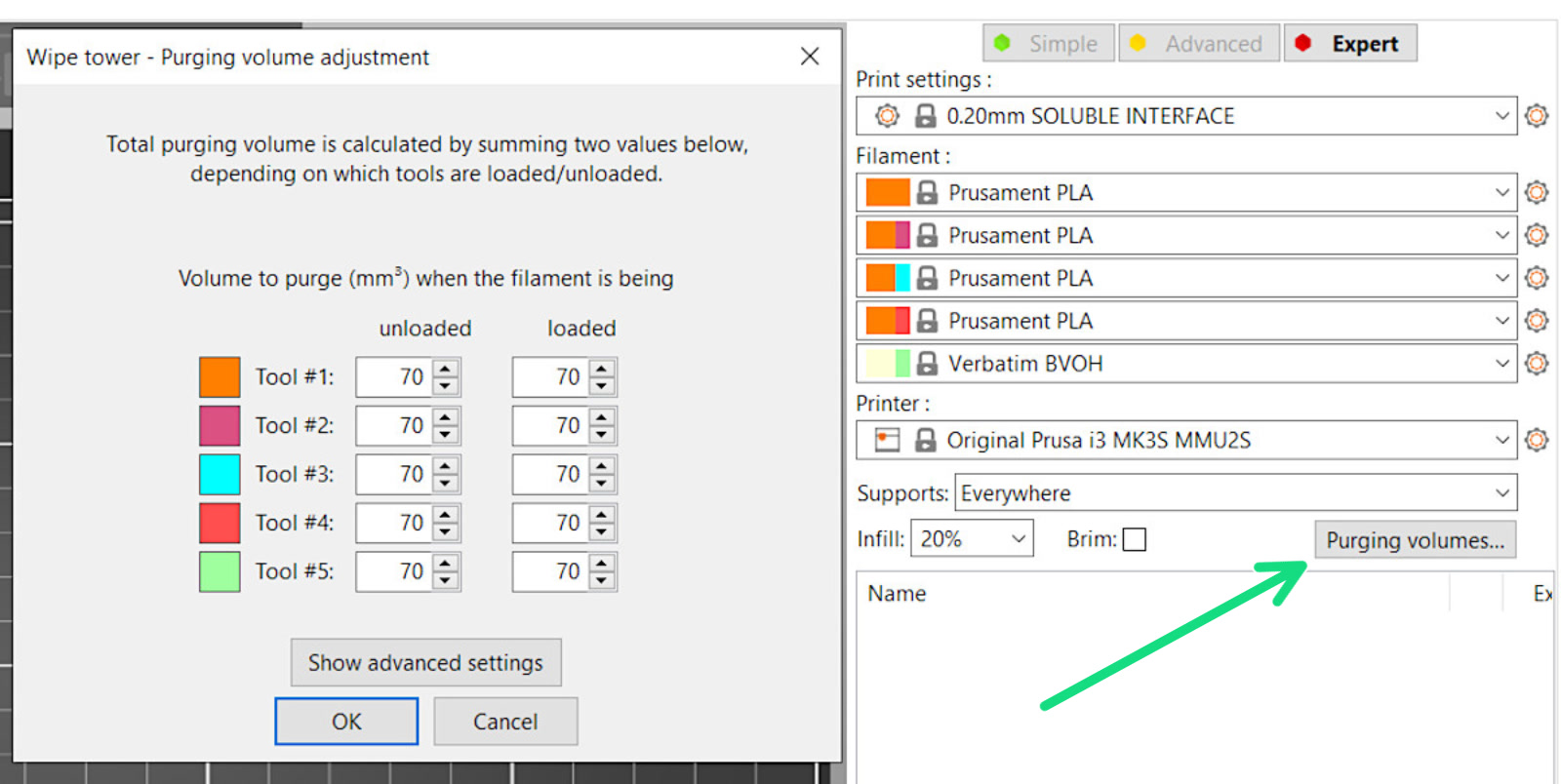
Výchozí hodnota používaná pro zavádění i vysunutí je 70 mm³. Při použití ve vodě rozpustných podpěr doporučujeme použít alespoň 100-120 mm³. Pokud ve svém tisku najdete jakékoliv nečistoty, množství zvyšte. PVA+/BVOH můžou při vysunutí vyžadovat minimálně 120 mm³.
Nastavení pro objemy čištění je přístupné přes tlačítko Objemy čištění... (zelená šipka).
Konfigurace tiskárny a MMU2S
Je nezbytné, abyste provedli velmi přesnou kalibraci IR senzoru filamentu. Díky vlastnostem PVA + a BVOH se jejich průměr může snadno deformovat nadměrným tlakem přítlačné kladky.
Opět, kvůli tomu, jak je materiál měkký, se bude špička filamentu nevyhnutelně deformovat (stringovat), takže je důležité ji sledovat a být připraven(a) zasáhnout a seříznout špičku během tisku hlavního filamentu.
Rozdíly v maximální objemové rychlosti: PLA má maximální objemovou rychlost 15 mm³/s, zatímco PVA+ a BVOH má 4 mm³/s. Tím se zvyšuje celková doba tisku.
Rozpuštění a odstranění podpěr
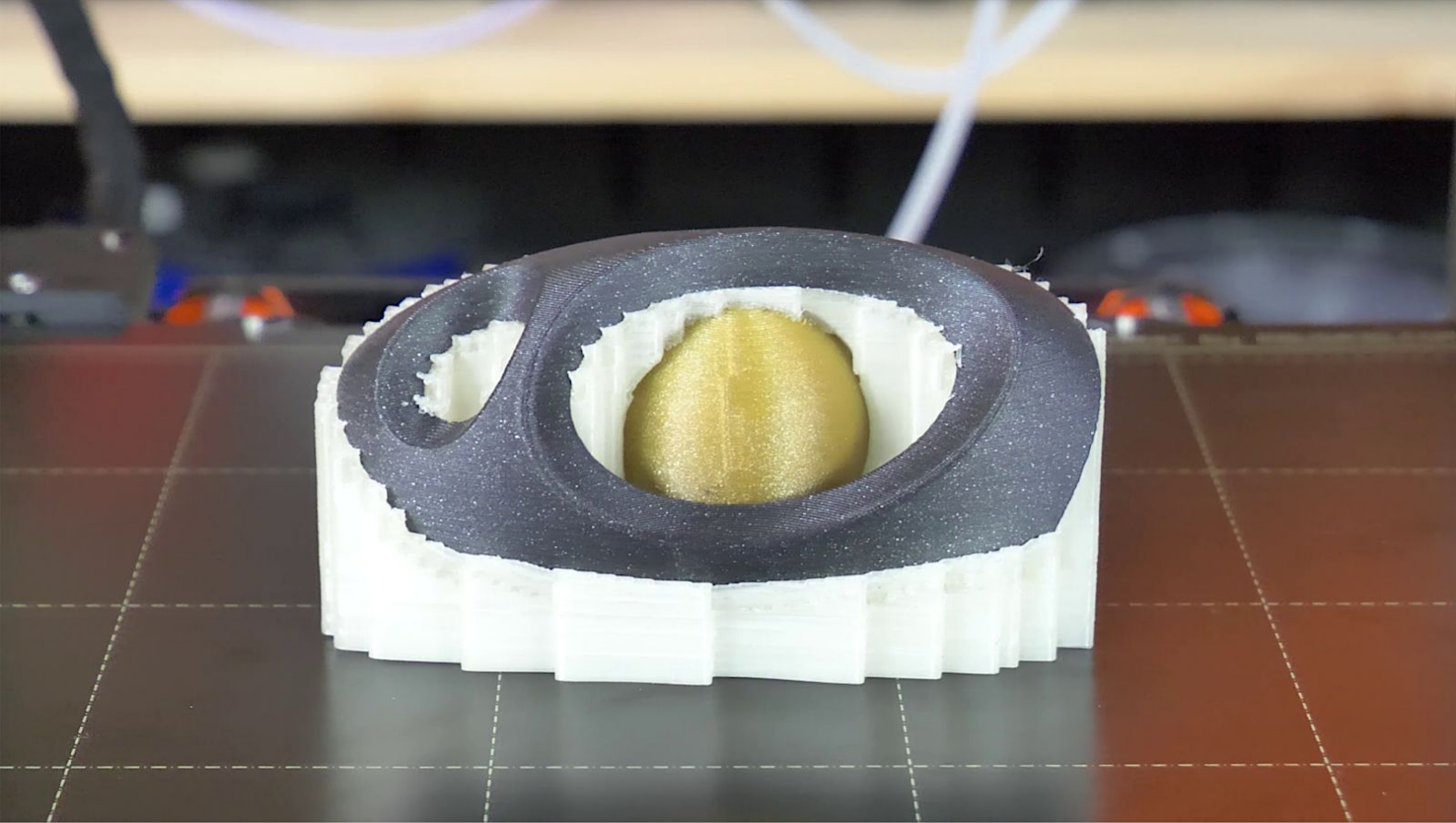
Po dokončení tisku před odstraněním podpěr jej ponořte do teplé vody (maximálně 45 °C) a nechte ho tam několik hodin, třeba přes noc. Poté by se podpory měly snadno uvolnit. V závislosti na tvaru tištěného objektu však mohou vyžadovat použití nástrojů. Výhodné je odstranit co nejvíce podpěr ještě za sucha.
Jakmile je tištěný předmět bez podpěr, ponořte jej znovu na 10 až 20 minut do horké vody a poté z něj kartáčem odstraňte zbytky PVA +/BVOH. Ideálním nástrojem pro tento úkol může být použití malého tvrdého zubního kartáčku.
Pokud nerozpouštíte několik kilogramů PVA/BVOH denně, můžete výsledný roztok BVOH/PVA vylít do kanalizace.
Manipulace a skladování rozpustných filamentů
Jak jste asi očekávali, BVOH i PVA jsou velmi hygroskopické (snadno absorbují vodu) a měly by být udržovány v co nejsušším prostředí. PVA+ nebo BVOH by neměly být vystaveny vlhkosti. Musí být hned po použití vloženy zpět do sáčku se zipem, vždy s jedním nebo více sáčky silikagelu (oxid křemičitý) pro zachycování vlhkosti. V opačném případě se jejich stav během několika měsíců zhorší a začnou měknout při mnohem nižší teplotě , což začne působit problémy už při procesu zavádění filamentu.
Když se kvalita filamentů takto zhorší, rychle začne působit problémy se zaváděním/vysouváním a váš hotend se začne ucpávat. Nejvhodnější je proto tisknout a skladovat tyto materiály v dryboxu.